13
Изобретение относится к сварке, а именно к конструкции устройства для автоматической сварки изделий с прямолинейными и радиусными участками, и может быть- использовано при сварке кронштейнов крепления рессор тракторных прицепов.
Целью изобретения является повышение качества сварки путем стабилиза- ции скорости перемещения контура изделия относительно сварочной головки
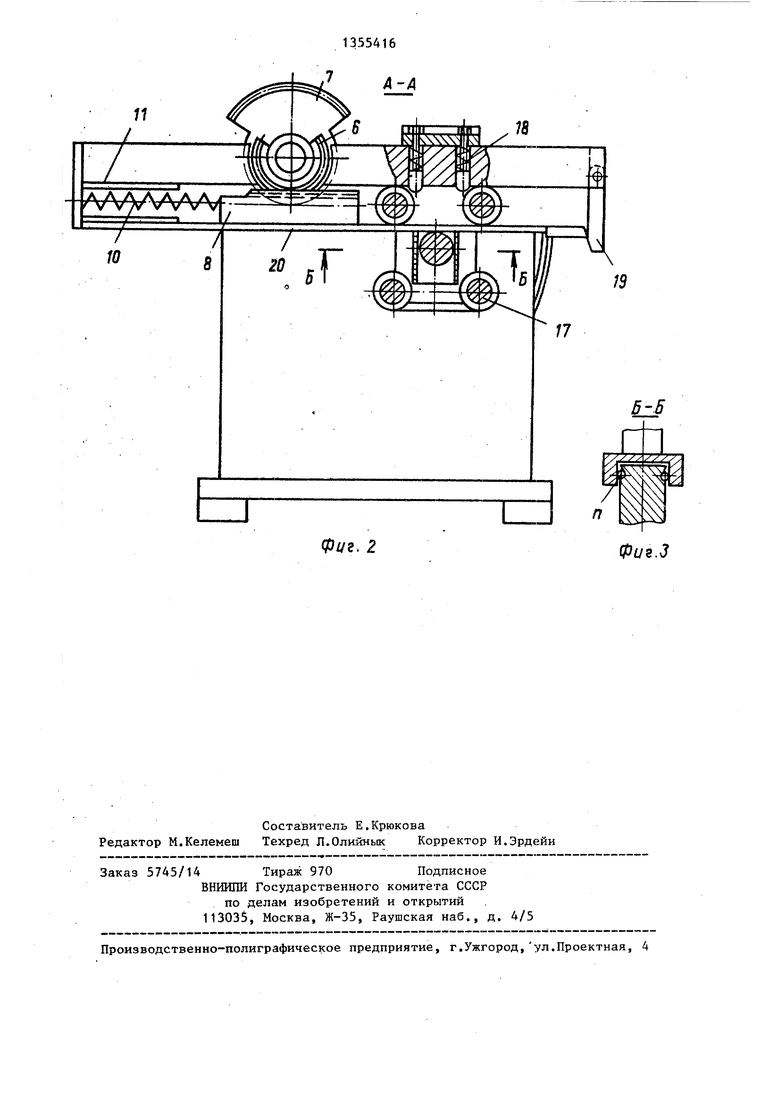
На фиг. 1 показано устройство, вид сбоку (разрез); на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг, 2; на фиг. 4 - кинематическая схема устройства.
Устройство содержит основание 1, на котором закреплены стойка 2 и сва- головка 3. Установка снабжена п-риводом для продольного перемещения и поворота изделия 4 относительно сварочной головки 3, которьш выполнен в виде неподвижно закрепленного на основании двигателя 5. На выходном валу двигателя 5 жестко закреплены зубчатые сектора 6 и 7, рейка 8, шестерня 9 для поворота изделия 4. Длина нарезанной части.рейки 8 соответствует длине дуги зубчатого сектора 6 и длине прямолинейного участка изделия 4. Длина дуги нарезанной части сектора 7 соответствует длине окружности шестерни 9, деленной на число граней многоугольника- изделия 4 , Рейка 8 установлена с возможностью поступательного перемещения под действием сектора 6 и возвратного движения под действием пружины 10 направляющей 11, закрепленной параллельно основанию 1 на стойке 2.
Шестерня 9 соединена посредством плавающей муфты 12 с кареткой 13. На Оси 14 перпендикулярно закреплена направляющая 15. В пазу направляющей 15 расположен вал 16 с возможностью возвратно-поступательного перемещения. Перпендикулярно плоскости каретки 13 консольно закреплены роли- ки 17, оси которых совпадают с центрами радиусных участков изделия 4. На направляющей 11 смонтированы фиксаторы 18, стопорящие ролики-17. Для ввода и вывода роликов 17 из направляющей 11 на ней смонтированы откидные упоры 19 и 20.
Устройство работает следующим образом.
5 О Q
5
5
0
5
162
Свариваемое изделие 4 устанавливается на каретке 13 и крепится на опоре зажимами (не показаны),
В исходном положении сварочная головка 3 находится в начале прямолинейного участка изделия 4, а вал 16 - в крайнем нижнем положении с максимальным эксцентриситетом.
Зажигают сварочную головку 3, включают двигатель 5, зубчатый сектор 6 взаимодействует с рейкой 8, которая контактирует с одним из роликов 17, перемещая каретку 13 с закрепленным на ней изделием 4 относительно неподвижной сварочной головки. При этом вал 16 перемещается по направляющей 15 и в момент, когда вал 16 пересекает вертикальную плоскость, проходящую через ось поворота шестерни 9, он занимает крайнее верхнее - положение с минимальным эксцентриситетом. При дальнейшем движении каретки 13 вал 16 перемещается вниз по направляющей 15 и в конце прямолинейного участка изделия 4 вал 16 занимает крайнее нижнее положение с максимальным эксцентриситетом.
После сварки прямолинейного участка изделия 4 рейка 8 выходит из зацепления с зубчатым сектором 6 и возвращается пружиной 10 в исходное положение, а один из роликов 17 в момент совпадения плоскостей, проходящих через ось вращения ролика 17, контактирующего в данный момент с рейкой 8, и ось шестерни 9, фиксируется фиксаторами 18. Шестерня 9 взаимодействует с зз бчатым сектором 7 И осуществляется поворот каретки 13 с изделием 4. При этом вал 16 перемещается по радиусу и описывает дугу, равную максимальному значению экс- центриситета. При повороте изделия 4 производится сварка его радиусного участка. При этом один из роликов 17, взаимодействуя с откидным упором 19, выходит из направляющей 11, а другой, контактируя с откидным упором 20, заходит в паз направляющей 11. Шестерня 9 выходит из зацепления с зубчатым сектором 7, рейка 8 зацепляется с зубчатым сектором 6, ролик 17 расфиксируется, каретка 13 с изделием 4 перемещается и осуществляется сварка второго прямолинейного участка изделия 4. Аналогично осуществляется сварка последующих участков изделия.
313554
После сварки последнего радиусного изделия двигатель 5 отключается.
Изобретение позволяет повысить качество сварки благодаря стабилизации скорости перемещения контура изделия относительно сварочной головки.
Формула изобретени
Устройство для автоматической сварки изделий с прямолинейными и радиусными участками, содержащее смонтированные на основании сварочную головку, вал, направляющую, каретку с валом, опорой для изделия и роликами, раземещенными в направ
0
5
16-
ляющей для прямолинейного перемещения каретки, фиксаторы, рейку для поступательного перемещения каретки, шестерню для поворота каретки с изделием и привод, отличающее- с я тем что, с целью повьппения качества сварки путем стабилизации скорости перемещения контура изделия относительно сварочной головки, устройство оснащено плавающей муфтой, размещенной между приводом и валом каретки, а рейка смонтирована в направляющей с возможностью перемещения и взаимодействия с роликами каретки и подпружинена относительно основания.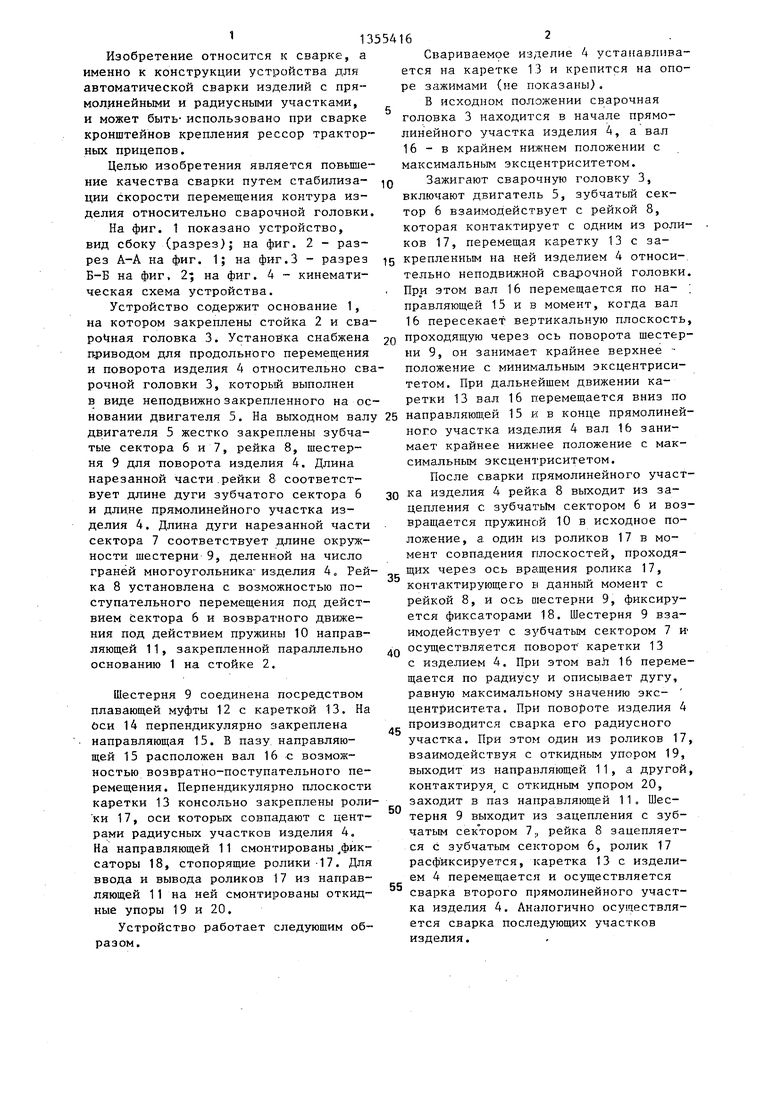

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки изделий с прямолинейными и радиусными участками | 1982 |
|
SU1050840A1 |
| Устройство для сварки изделий криволинейного контура | 1985 |
|
SU1355421A1 |
| Устройство для шовной сварки изделий с прямолинейными и радиусными участками | 1986 |
|
SU1412906A1 |
| Установка для сварки изделий с криволинейным контуром | 1977 |
|
SU745626A1 |
| Устройство для автоматической свар-Ки зАМКНуТыХ КРиВОлиНЕйНыХ шВОВ СпРяМОлиНЕйНыМи и РАдиуСНыМи учАСТКАМи | 1979 |
|
SU846196A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для автоматической сварки криволинейных швов | 1980 |
|
SU887103A1 |
| Установка для автоматической сварки замкнутых криволинейных швов | 1976 |
|
SU671968A1 |
| Кантователь для сварочных работ | 1975 |
|
SU561647A1 |
Изобретение относится к сварке, а именно к конструкции устройства для автоматической сварки изделий с прямолинейньп и и радиусными участками, и может быть использовано, при сварке кронштейнов крепления рессор тракторных прицепов. Целью изобретения является повышение качества. Устройство содержит смонтированные на основании сварочную головку, размещенную в направляющей 11, подвижную рейку 8, подпружиненную относительно ocHOBaHifH, а также каретку К 13, выполненную с валом, опорой для изделия и роликами 17, размещенными в направляющей 11, фиксаторы 18, шестерню 9 для поворота К 13 с изделием. При поступательном перемещении рейки она упирается в ролики 17 К 13, поступательно перемещает ее. После сварки прямолинейного шва фиксаторы 18 фиксируют один из роликов 17 К 13 и осуществляют ее поворот. При повороте производится сварка радиусного участка изделия. Аналогично производится стабилизированное перемещение других прямолинейных и радиусных участков изделия. 4 ил. I (Л со ел ел 4 О5 17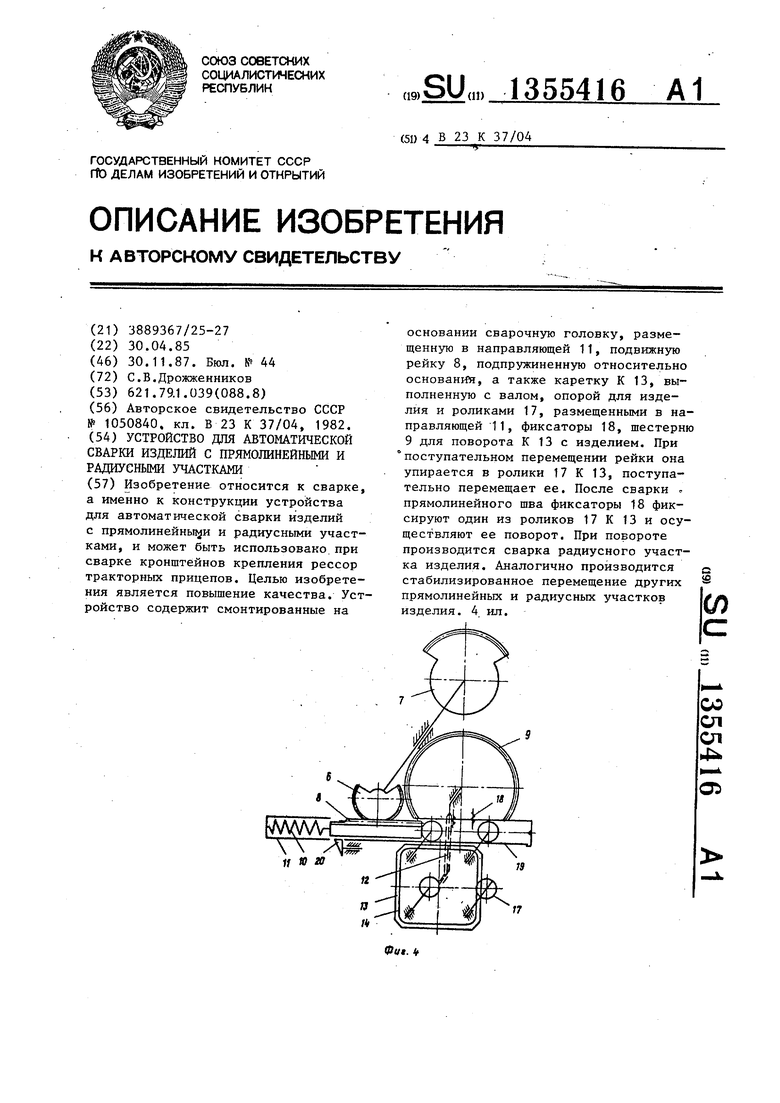
(/г.7
11
г
АЛ V V
AfJ
10
А-А
. 2
Фие.З
| Установка для автоматической сварки изделий с прямолинейными и радиусными участками | 1982 |
|
SU1050840A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
