Пневмоцилиндр 19 привода каретки 4 одним концом связан посредством кронштейна
20с кареткой 4, а другим крепится к основанию 1.
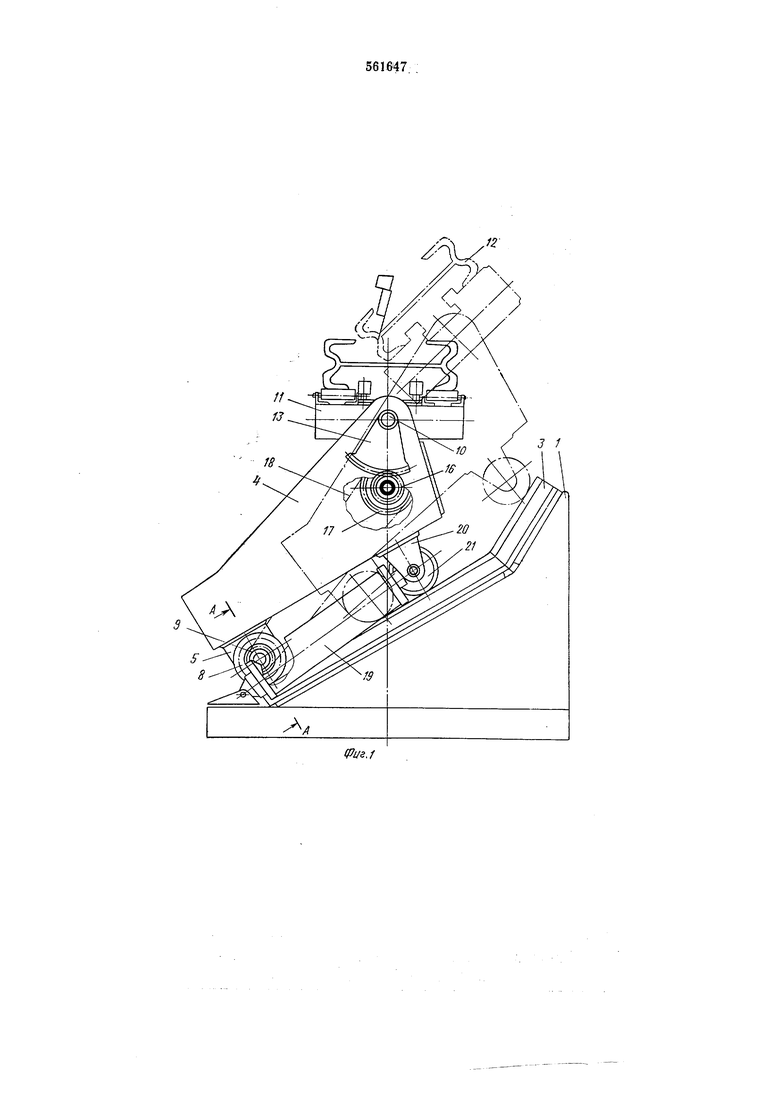
Кантователь для сварочных работ функционирует следующим образом.
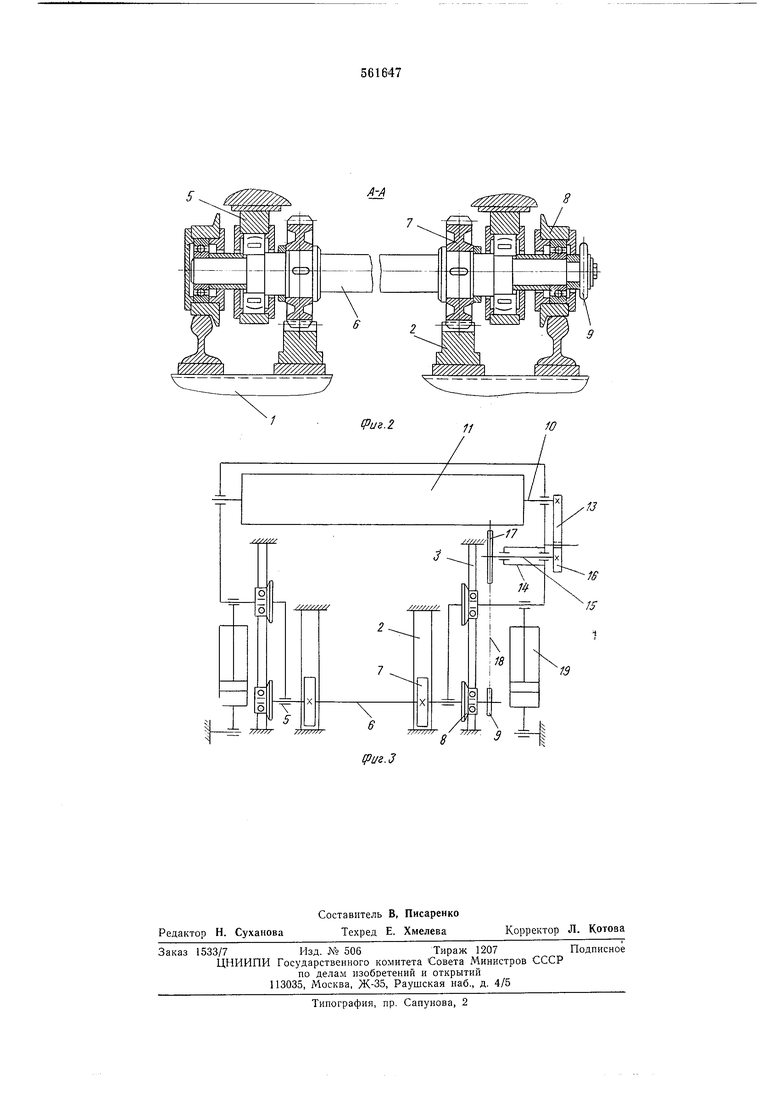
Пневмоцилиндр 19 перемещает каретку 4 вверх по направляющей 3. Приводная шестерня 7, обкатываясь по зубчатой рейке 2, вращает приводной вал 6 и вместе с ним приводную звездочку 9.
Звездочка 9 посредством цепи 18 передает вращение промежуточной звездочке 17, а последняя через промежуточную ось 15 - промежуточной шестерне 16, которая поворачивает зубчатый сектор 13 и ось 10 узла крепления 11 с изделием 12. В результате этого поворачивается узел крепления 11 с закрепленным на нем свариваемым изделием 12.
При этом узел крепления с изделием участвует одновременно в двух движениях - вращательном и поступательном.
В конце хода каретки ее опорные ролики
21наезжают на установленные под углом концевые участки направляющей 3, в результате чего происходит дополнительный поворот узла крепления 11 и резкий, почти вертикальный его подъем.
При этом наклон направляющей 3 и передаточный механизм выполнены таким образом, что при перемещении каретки из одного крайнего положения в другое узел крепления 11 с изделием 12 описывают такую траекторию, которая исключает задевание электрода сварочного автомата за изделие при подводе его в зону сварки.
Применение предлагаемого кантователя позволяет производить на нем сварку изделий с различными по ширине и высоте размерами спецпрофиля боковин, а также обеспечивает уменьшение времени установки изделия под электрод сварочного автомата.
Формула изобретения
Кантователь для сварочных работ, содержащий основание с направляющей, на которой с возможностью перемещения от привода смонтирована каретка, несущая установленный на оси узел крепления изделия, при этом вдоль направляющей установлена зубчатая рейка, а на каретке смонтирована шестерня, кинематически связанная с осью узла .крепления изделия, отличаюшийся тем, что, с целью уменьшения времени установки изделия под электрод сварочного автомата путем увеличения скорости подъема изделия на концевом участке направляющей, каретка оснащена опорным роликом, установленным со стороны оси узла крепления изделия и связывающим каретку с направляющей, а последняя выполнена из двух прямолинейных участков, установленных встык под углом один к другому, причем один участок направляющей расположен под большим углом к горизонтали, чем другой.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 388862, кл. В 23К 37/04, 03.01.72
5
8
N
IB
19
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1990 |
|
SU1787730A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| Кантователь крупногабаритных изделий | 1987 |
|
SU1433724A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СЕКТОРОВ ПРИ СВАРКЕ ОТВОДОВ ТРУБ | 2021 |
|
RU2781262C1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1399046A1 |