15
Изобретение относится к сборочному производству, а именно к устройствам для двусторонней напрессовки деталей типа дисков на ось.
Целью изобретения является повышение производительности и качества сборки. Поставленная цель достигается путем снабжения запрессовочного устройства механизмами контроля размеров собранного узла, которые позволяют осуществлять в автоматическом режиме проверку величин линейных размеров между торцами напрессованных дисков и оси при любом положении на ложементе и сброс отбракованных узлов.
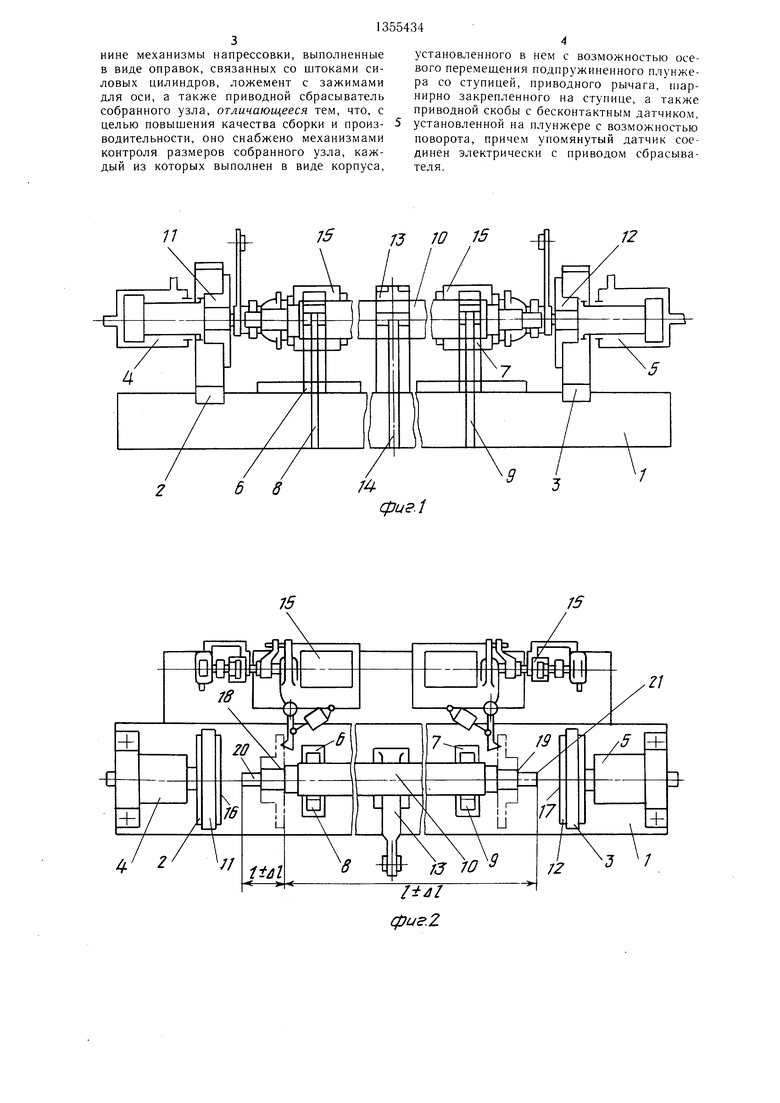
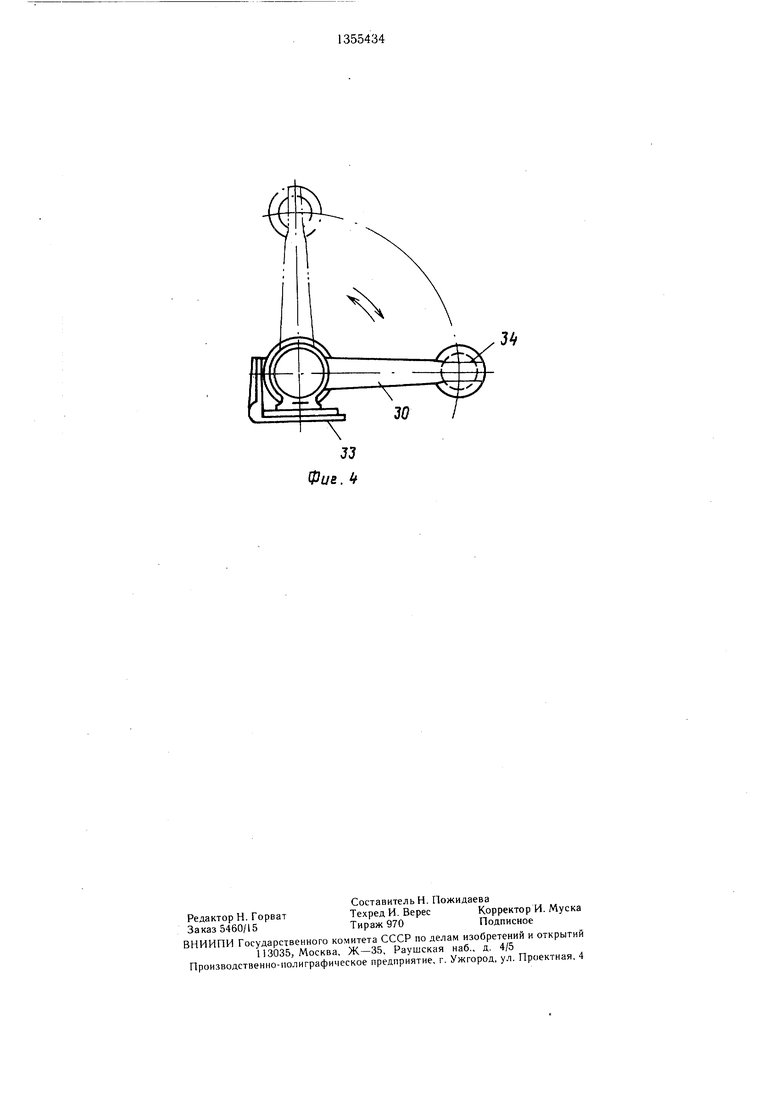
На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - механизмы контроля, общий вид; на фиг. 4 - вид А на фиг. 3.
Устройство включает в себя станину 1 и установленные на ней центровые оправки 2 и 3 с приводом перемещения в виде силовых цилиндров 4 и 5 (одновременного действия), ложементы 6 и 7 с зажимами 8 и 9 соответственно для размещения и окружного базирования оси 10 перед напрессов- кой дисков 11 и 12, сбрасыватель 13 с приводом 14, а также два однотипных механизма 15 контроля йосле сборки осевого (линейного) положения опорных торцов 16 и 17 дисков 11 и 12 соответственно относительно торцов (буртиков) 18 и 19 оси 10 по положению упомянутых торцов 16 и 17 относительно торцов 20 и 21 той же оси 10. Меха- 30 низм контроля 15 выполнен в виде плунжера 22 со ступицей 23, поджатой пружиной 24 к внутреннему торцу корпуса 25, закрепленного на станине 1. На ступице 23 щарнирно закреплен рычаг 26, связанный приводом
ки может быть смещена на величину Д1 (обычно 5-10 мм) в ту или иную сторону. В соответствии с этой возможностью механизмы контроля заранее настраиваются так, что их рычаги 26 устанавливаются на рас- 5 стояниях Кц от теоретических (исходных) положений торцов 18 и 19 оси 10, причем
Ки 1- К5
где I - базовый линейный контрольный размер, мм; 10 - коэффициент запаса.
В результате рычаги 26 механизмов контроля 15 контактируют на финише сборки с торцами 16 и 17, перемещаемыми по оси 10 дисков 11 и 12. Диски, сжимая пружины 24, смещают плунжеры 22 с настроенным заранее расстоянием между острой кромкой рычагов 17 и бесконтактным датчиком 34 скобы 30 на котрольный размер 1.
После цикловой остановки гидроцилиндров 4 и 5 и отвода (при включенных зажимах) в исходное положение по команде системы управления (не показана) посредством приводов 32 поворачиваются до горизонтального положения скобы 30. При Этом бесконтактные датчики 34 определяют точность линейного расположения торцов 20 25 и 21 от торцов 16 и 17 дисков 10 и 11. Тем самым контролируется сопряжение (степень близости) торцов дисков с торцами (буртиками) 18 и 19 той же оси 10.
В случае соответствия контрольных размеров заданным скобы 30 возвращаются в исходное положение и подается команда на раскрытие зажимов 8 и 9 и автооператору для передачи оси 10 на следующую операцию, например, для последующей приварки дисков 10 и 11 по их торцам 16 и 17 к оси 10. Если бесконтактные датчики 34 опреде
20
его отвода в виде силового цилиндра 27, с 35 ляют несоотЕ етствие относительного поло- кpoнпJтeйнoм 28 ступицы 23.жения торцов заданному, дается команда
На втулке 29 плунжера 22 свободно ус- «т датчиков 34 приводу 14 на сброс бракотановлена скоба 30, соединенная муфтой 31 с фиводом поворота 32, установленным на подрамке 33 плнужера 22, и бесконтакт- 0 ный датчик 34, электрически соединенный с приводом 14 сбрасывателя 13.
Устройство работает следующим образом.
Перед началом одновременной сборки дисков 11 и 12 с осью 10 центровые оправки находятся в крайних исходных положениях. 45 Скобы 30 узлов контроля 15 находятся в вертикальном положении. Посредством автоопеванной оси сбрасывателем 13.
В любом случае перед удалением оси из ложементов 6 и 7 рычаги 26 отводятся на некоторые расстояния от торцов дисков посредством цилиндров 27. После удаления готовой сборки рычаги 26 возвращаются в исходное положение и цикл сборки и контроля повторяется.
Таким образом, выполнение узла контроля в виде плунжера, образующего с рычагом и поворотной скобой своеобразный калибр с плавающим нулем отсчета, обеспечивает своевременный автоматизированный контроль качества напрессовки дисратора (не показан) ось 10 (например длинномерная ось тракторного прицепа) укладывается в ложементы 6 и 7, ориентирующие ее без базирования в осевом направ- 50 ков на ось, исключает повторные проходы лении, при раскрытых зажимах 8 и 9. За- центральных оправок и повыщает производительность установки в целом. Кроме того, предупреждается неисправимый брак.
тем посредством манипуляторов (не показан диски 1 и 12 устанавливаются в центровые оправки 2 и 3. Посредством силовых цилиндров 4 и 5 оправки 2 и 3 с дисками 11 и 12 перемещаются во встречном направлении и собираются с осью 10 по прессовой посадке. Поскольку оба силовых цилиндра 4 и 5 работают одновременно, то ось в процессе сбор55
Формула изобретения
Устройство для двусторонней сборки запрессовкой деталей типа дисков с осью, содержащее оппозитно установленные на ста
ки может быть смещена на величину Д1 (обычно 5-10 мм) в ту или иную сторону. В соответствии с этой возможностью механизмы контроля заранее настраиваются так, что их рычаги 26 устанавливаются на рас- стояниях Кц от теоретических (исходных) положений торцов 18 и 19 оси 10, причем
Ки 1- К5
где I - базовый линейный контрольный размер, мм; - коэффициент запаса.
В результате рычаги 26 механизмов контроля 15 контактируют на финише сборки с торцами 16 и 17, перемещаемыми по оси 10 дисков 11 и 12. Диски, сжимая пружины 24, смещают плунжеры 22 с настроенным заранее расстоянием между острой кромкой рычагов 17 и бесконтактным датчиком 34 скобы 30 на котрольный размер 1.
После цикловой остановки гидроцилиндров 4 и 5 и отвода (при включенных зажимах) в исходное положение по команде системы управления (не показана) посредством приводов 32 поворачиваются до горизонтального положения скобы 30. При Этом бесконтактные датчики 34 определяют точность линейного расположения торцов 20 и 21 от торцов 16 и 17 дисков 10 и 11. Тем самым контролируется сопряжение (степень близости) торцов дисков с торцами (буртиками) 18 и 19 той же оси 10.
В случае соответствия контрольных размеров заданным скобы 30 возвращаются в исходное положение и подается команда на раскрытие зажимов 8 и 9 и автооператору для передачи оси 10 на следующую операцию, например, для последующей приварки дисков 10 и 11 по их торцам 16 и 17 к оси 10. Если бесконтактные датчики 34 опреде
«т датчиков 34 приводу 14 на сброс бракованной оси сбрасывателем 13.
В любом случае перед удалением оси из ложементов 6 и 7 рычаги 26 отводятся на некоторые расстояния от торцов дисков посредством цилиндров 27. После удаления готовой сборки рычаги 26 возвращаются в исходное положение и цикл сборки и контроля повторяется.
Таким образом, выполнение узла контроля в виде плунжера, образующего с рычагом и поворотной скобой своеобразный калибр с плавающим нулем отсчета, обеспечивает своевременный автоматизированный контроль качества напрессовки дисков на ось, исключает повторные проходы центральных оправок и повыщает производительность установки в целом. Кроме того, предупреждается неисправимый брак.
55
Формула изобретения
Устройство для двусторонней сборки запрессовкой деталей типа дисков с осью, содержащее оппозитно установленные на станине механизмы напрессовки, выполненные в виде оправок, связанных со штоками силовых цилиндров, ложемент с зажимами для оси, а также приводной сбрасыватель собранного узла, отличающееся тем, что, с целью повышения качества сборки и произ- водительности, оно снабжено механизмами контроля размеров собранного узла, каждый из которых выполнен в виде корпуса.
установленного в нем с возможностью осевого перемещения подпружиненного плунжера со ступицей, приводного рычага, шар- нирно закрепленного на ступице, а также приводной скобы с бесконтактным датчиком, установленной на плунжере с возможностью поворота, причем упомянутый датчик соединен электрически с приводом сбрасывателя.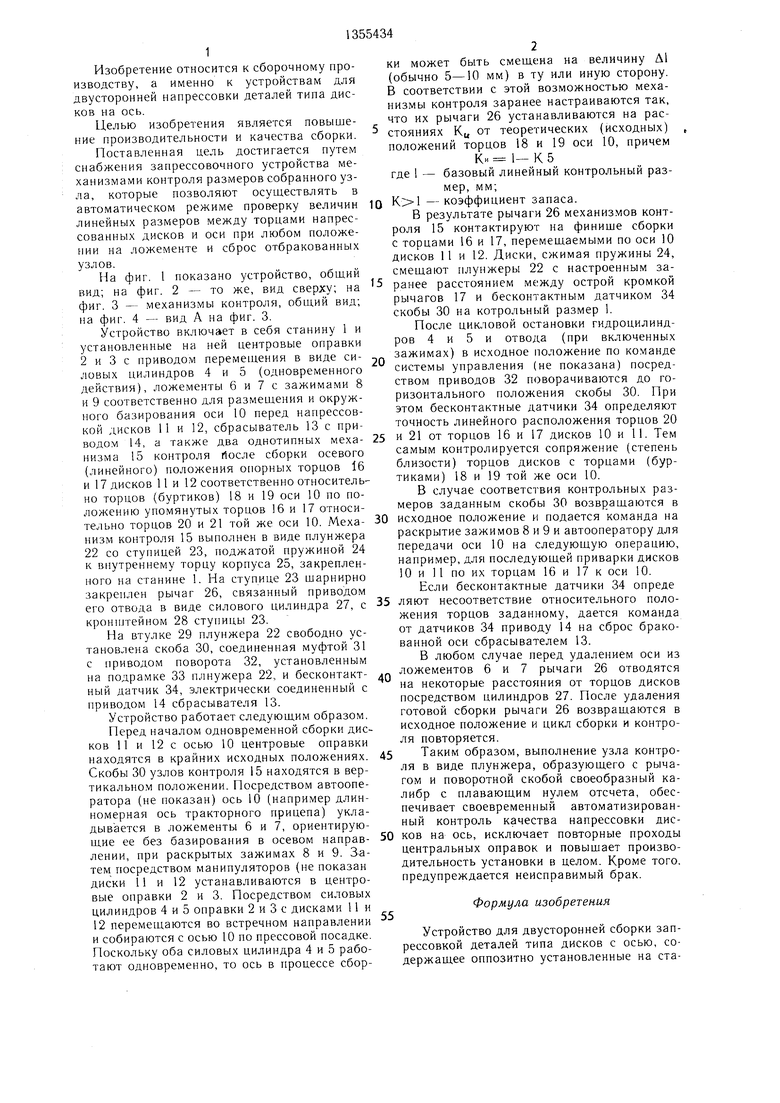
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двусторонней сборки деталей запрессовкой | 1986 |
|
SU1310161A1 |
| ПРЕСС ДЛЯ СБОРКИ ИЛИ РАЗБОРКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕСНЫХ ПАР МЕТОДОМ НАПРЕССОВКИ ИЛИ РАСПРЕССОВКИ (ВАРИАНТЫ) | 2008 |
|
RU2385793C1 |
| Устройство для изготовления пружин | 1982 |
|
SU1097419A1 |
| Полуавтомат для электронно-лучевой сварки | 1984 |
|
SU1281359A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ КАРДАННЫХ ВАЛОВвс?^со;озн^.ПАШи1и-Г..л;';Г'''Б^^БЛИО: ^.•'-' | 1973 |
|
SU366054A1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
Изобретение относит ся к сборочному производству, а именно к устройствам для двусторонней напрессовки деталей типа дисков (Д) на ось, и позволяет повысить производительность и качество сборки путем снабжения запрессовочного устройства механизмами контроля размеров собранного узла (У). Это позволяет осуш,ествлять го в автоматическом режиме проверку величин линейных размеров торцами напрессованных Д и осями при любом положении на ложементе и сброс отбракованных У. На ложементы укладываются оси 10, при этом зажимы открыты. .Механизмы контроля настраиваются так, что их рычаги 26 контактируют в конце распрессовки с торцами 16 и 17 Д и в случае некоторого осевого смещения оси 10 от симметричного положения. При напрессовке Д 1 1 и 12 указанные рычаги сжимают пружины 24 и смешают плунжеры 22. После окончания напрессовки срабатывают зажимы, фиксирующие собранный У на ложементе. Прессующие оправки отводятся в исходное положение, и скобы 30 поворачиваются приводами 32 до горизонтального положения. В случае соответствия контрольных размеров заданным скобы возвращаются в исходное положение и собранный У передается на следующую операцию. Если контролируемый размер не соответствует заданному, подается команда на сброс У. 4 ил. 23 23 33 32 22 25 24 J I i (/ GO СД СП 4 00 4 3 Фие.З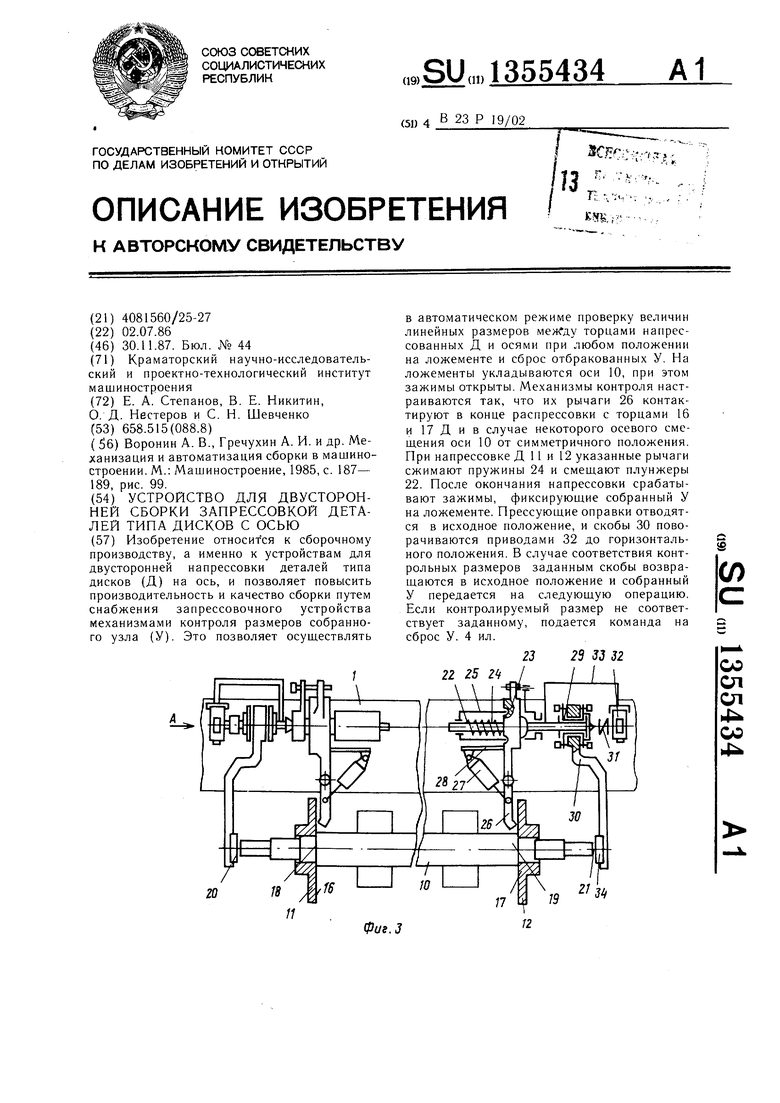
/7
/5
/J 7ff /5 JL
72
фиг-i
21
