Изобретение относится к автоматизации управления станками и предназначено для использования в системах управления станками шлифовальной гру пы. Известны устройства, обеспечивающие управление шлифовальным станком только по ограниченному количеству режимов, выполненные на комбинационных схемах и поэтому не универсальные 1 и 2 . Для шлифовальных станков, имеющих другие функции, неизбежны значительные затраты на разработку, освоение производства и эксплуатацию новых устройств управления для них. Известно также устройство,содержа щее исполнительный орган, блок цифрювой индикации, блок концевых выклю чателей, блок памяти, вычислительный блок, программный блок, блок связи, регистр и пульт 3 . Недостатком такого устройства является ограниченный объем функций управления, отсутствие у потребителя возможности изменить алгоритм управления, невозможность автоматического учета погрешностей к-инематики, цепи подачи шлифовальной бабки. Цель изобретения - расширение функциональйых возможностей устройства. .Она достигается тем, что в устройство управления шлифовальным станком, содержащее блок ивщикации, блок концевых выключателей, первый регистр и пульт, входы и выходы которого подключены соответственно к первым выходам и входам блока памяти и программного блока, вторые вход и вы- ход которого подсоединены соответственно к первым выходу и входу вычислительного блока, третий вход и выход программного блока подсоединены соответственно к вторым выходу и входу блока памяти, а четвертые выход и вход - ко входу и первому выходу блока связи соответственно, вторые выход и вход блока памяти подсоединены к вторым входу и выходу вычислительного блока соответственно, введены блок формирования знака, первый, второй, третий и четвертый переключатели, второй и третий блоки индикации, второй и третий регистры, первый и второй генераторы сигнала подачи, первое и второе реле и кодовый преобразователь, причем второй выход блока связи подключен к первьии входам первого блока индикации, блока формирования знака и первого регистра третий выход блока связи подсоединен к первым входам кодового преобразователя, второго и третьего регистров и ко вторым- входам первого блока индикации, первого регистра и блока формирования знака, второй вход блока связи подсоединен к первым выходам кодового преобразователя, второго и третьего регистров, первый, второй и третий выходы первого регистра подключены соответственно к входам первого генератора сигнала подачи, второго блока индикации и первому входу второго генератора сигнала подачи, второй, третий и четвертый входы второго регистра подсоединены соответственно к выходам первого, второго и третьего переключателей, второй выход второго переключателя соединен с третьим блоком индикации, второй и третий входы третьего регистра подсоединены соответственно к выходам блока формирования знака, а четвертый вход - к второму входу второг генератора сигнала подачи и к первому выходу блока кОнцёвых выключателей, второй выход которого через четвертый переключатель соединен с третьим входом второго генератора сигнала подачи, пятый и шестой входы третьего регистра подключены соответственно- через первое и второе реле к третьему выходу блока концевых выключателей. ..
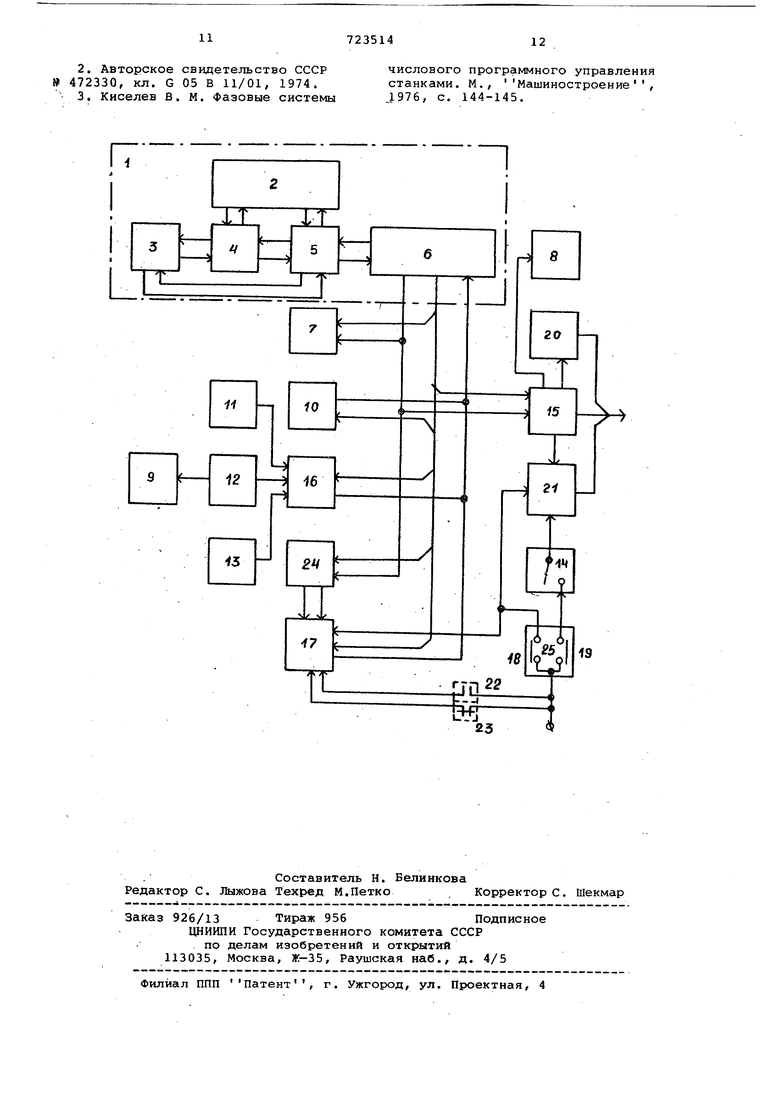
На чертеже представлена функциональная схема устройства.
Устройство содержит узел I управления, в состав которого входят пульт 2, вычислительный блок 3, блок 4 памяти-, программный блок 5 и блок 6 связи, первый 7, второй 8 и третий 9 блоки индикации, кодовый преобразователь 10, первый 11, второй 12, третий 13 и четвертый 14 переключатели, первый 15, второй 16 и третий 17 регистры, выключатель крайнего ле: ого-положения 18, выключатель 19 крайнего правого положения,первый 20 второй 21 генераторы сигнала подачн, первое 22 и второе 23 реле и блок 24 формирования знака, причем выключатели 18 и 19 образуют блок 25 концевых выключателей.
Расширение функциональных возможностей в предлагаемом устройстве дос.тигается тем, что взаимодействие между узлами устройства реализовано с помощью системного математического обеспечения (СМО), исходными данными для которого являются параметры циклов шлифования,
В описываемом варианте - использования устройства реализованы следующие наборы функций управления (по режимам).
ВВОД - ввод параметров (значения .чернового и общего припусков, знй.чения чистовой и черновой порций, величина времени выхаживания при врезной подаче,- число двойных ходов стола с деталью при выхаживании в периодической подаче , величина компенсации правки круга, величина выдержки времени после реверса, число циклов шлифования до очередной автоматической правки круга).
ОБЩИЙ СБРОС - приведение системы . устройство-станок в исходное состояние.
СБРОС ПЕРЕМЕЩЕНИЯ - смещение исходной точки отсчета перемещения шлифовальной бабки.
БЕЗРАЗМЕРНОЕ (РУЧНОЕ) перемещение ручное управление станком с отображением параметров перемещения на цифровой индикации.
ПРАВКА - управление автоматикой станка при правке круга.
АВТОМАТ - автоматическое выполнение цикЛЪв шлифования в следующих подрежимах: врезная или периодическая подача, с прибором активного контроля (ПАК) и без него, форсировка скорости подачи до врез.ания и без нее работа с мрдкроподачей и без нее.
СМО представлено в виде определенного числа формально заданных констан и команд, находящихся водном из сегментов блока 4 памяти. Второй сегмент блока 4 памяти занят под параметры цикла, а третий - под начальный загрузчик программы СМО.
Ввод программы СМО, находящейся
на перфоленте, в блок 4 производится при подаче с пульта,2 сигнала ПУСК на блок 5, последний передает управление загрузчику,S результате блок 5 через блок 6 инициирует запуск устройства ввода программы (не показано) Информация с этого устройства через блок б поступает в блок 5, который размещает эту информацию в соответствуквдем сегменте.
Устройство работает следующим образом.
При поступлении от пульта 2 сигнала на пуск программного блока последний начинает действия по выполнени части программы - модуля Д. Эти действия начинают с того, что программны блок 5 через блок 6 связи возбуждает шину адреса регистра 16. Информация о состоянии разрядов этого регистра, отражающая положение первого 11, второго 12 и третьего 13 переключателей, через блок б поступает в программный блок 5. При наличии в старшем разряде регистра 16 (что соответствует требованию изменить режим, подрежим или адрес параметра) эта информация запоминается в программном блоке 5. Информация о состоянии.переключателя . 12 одновременно поступает в блок 9, где на световом табло высвечиваются названия подрежимов. Далее, программный блок 5, выбира очередные команды из блока 4, интерпретирует их как требование передать на регистр 15 управляющую информацию поэтому он через блок 6 возбуждает адресную шину регистра 15 и вслед за этим через выходные шины передает эту информацию на регистр 15. Содержимое разрядов регистра 15, несущих информацию о режиме работы устройства, передается в блок 8, где на световом табло высвечивается название выполняемого режима. Каждой команде на управление сташс.ом соответствует 1 в определенном разряде регистра 1 5 и возбужденная шина на его выходе. Текущее состояние шин технолог ческих команд, по которому определяе ся состояние системы устройствостанок, отображается на втором табло блока 8. Далее, выбирая очередные команды из блока 4 памяти, программный блок 5 интерпретирует их как требование принять технологическую информацию от третьего регистра 17, Программный блок 5 через блок 6 возбуждает адрес ную шину регистра 17, а информация с выхода.последнего через блок 6 поступает, в программный блок 5, где и запоминается. Информация о перемещениях исполнительного органа, входяща в состав технологической информации, поступает на регистр 17 из блока 24 формирования знака, который имеет в своем составе датчики обратной связи по перемещению, жестко связанные с шлифовальной бабкой. Импульсные сигн лы появляются в зависимости от правления движения шлифовальной бабки либо на одном, либо на другом выходе блока 24 с периодом, соответств ющим времени прохождения шлифовально бабкой известного отрезка пути. Следу заметить, что указанный период больше чем период обращения к модулю Д. Далее, выбирая очередные команды из блока 4 памяти, программный блок интерпретирует их как требование при вести блок 24 формирования знака в исходное состояние, т.е. подготовить его к приему очередной информации о движении. Для этого программный блок 5 через блок 6 возбуждает адресную шину блока 24 формирования знака, а по выходным шинам через блок 6 из программного блока 5 поступают сигналы для установки в- исходное состояние того канала блока 24, на выходе которого был импульсный сигнал, означающий движение. Далее, выбирая очередную команду из блока 4 памяти, программный блок 5 интерпретирует их как требование произвести вывод значения параметров, условный адрес которого установлен на переключателе 12, на цифровую индикацию. Для этога вычислительный блок 3, используя информацию об условном адресе параметра, находящуюся в управляющем слове, рассчитывает адрес ячейки блока 4, где хранится значение требуемого параметра. Программный блок 5 извлекает содержимое этой ячейки блока 4 памяти, возбуждает через блок 6 адресную шину блока 7, и передает через блок 6 по шинам выходной информации на блок 7 значения параметров (в двоичном коде). В блоке 7 это значение преобразуется в двоично-десятичрый вид и выводится на целевое табло. Далее, выбирая очередные команды из блока -4 памяти, программный блок 5с помощью блока 3 учитывает информацию о перемещении, полученную в данном цикле работы модуля Д, в программном счетчике, занимающем одну ячейку блока 4. Выполняя следующую группу команд, устройство 1 производит переход к, очередному модулю в зависимости от установленного режима и подрежима работы устройства. В режиме ОБЩИЙ СБРОС после выполнения модуля Д программный блок 5 Обнуляет ячейки блока 4 памяти, содержащие информацию о параметрах обработки и увеличения перемещения, и после этого снова переходит к выполнению модуля Д. В режиме ВВОД после выполнения модуля Д программный блок 5 возбуждает через блок 6адресную шину кодового преобразователя 10. Значение параметра, установленное в десятичном виде, в блоке 8 переводится в двоичный вид и через входные шины и блок 6поступает в программный блок 5, который передает эту информацию в блок 4 по адресу, рассчитанному вычислительным блоком 3. аатем устройство 1 снова переходит к выполнению программы модуля Д. В режиме СБРОС ПЕРЕМЕЩЕНИЯ после выполнения модуля Д программный блок обнуляет программный счетчик перемещений, расположенный в блоке 4 памяти, после чего устройство L переходит к выполнению модуля Д. В режиме БЕЗРАЗМЕРНОЕ ПЕРЕМЕЩЕНИЕ циклически выполняется только модуль В режиме ПРАВКА в исходном состоянии контакты второго реле 23 замкнуты и соответствукяций разряд третьего регистра 17 поступает сигнал уровня 1 . Это обстоятельство фиксируется в программном блоке при очередном цикле отработки программы модуля Д и делает возможным проведение цикла правки шлифовального круга. Используя информацию, находящуюся в блоке 4 памяти, вычислительный блок 3 из значения перемещения, записанного в программном счетчике перемещений. вычитает значение величины компенсации и засылает эту разницу в программный счетчик перемещения блока 4 памяти.. Программный: блок 5 подготавливается к выдаче.на станок сигнала начала правки круга и переходит к выполнению модуля Д. При выполнении этого модуля команда на начало правки через блок 6 связи, шины выходной информации, регистр 15 и шины поступает к автоматике станка, в процессе выполнения правки круга контакты реле 23 разомкнуты, сигнал с ре.гистра 17 снимается. При очередном , выполнении модуля Д это становится известным программному блоку 5, который переводит устройство в режим ожидания конца правки - циклическое выполнение программы Д. По окончании правки круга контакты реле 23 замыкаются, это становится известным программному блоку 5, который через регистр 15 выдает на блок сигнал о готовности устройства к новому циклу правки. в режиме АВТОМАТ (подрежим ВРЕЗ. НАЯ ПОДАЧА) устройство работает следующим образом. В исходном (нулевом) состоянии шлифовальная бабка и, следовательно, датчик обратной связи блока 24 формирования знака неподвижны, контакты реле 22 разомкнуты. Устройство циклически выполняет функции, предусмотренные программой модуля Д. При пуске станка начинается движение шлифовальной бабки к изделию на скорости подачи, величина перемещения учитывается в программном счетчике блока 4 памяти. В прои,ессе выполнения модулей режима АВТОМАТ в вычислительном блоке 3 производится сравнение/ текущего значения перемещения с заданным значением чернового припуска, находящимся в блоке 4 памяти. При достижении кромкой шлифовального круга детали сигнал i через замкнувшиеся контакты реле 22 поступает на соответствуклций : разряд регистра 17. При очередном цикле выполнения модуля Д это становится известным программному блоку 5, который подготавливается к выдаче технологической коК1анды на изменение скорости подачи, и- при очередном цик ле выполнения модуля Д в соответствующем разряде регистра 15 и соответствующей шине связи со станком появляется сигнална изменение скорости до величины скорости черновой подачи. При достижении шлифовальной бабкой заданного значения чернового припуска программный блок подготавл вается к выдаче команды на измейени скорости подачи и при очередном цик выполнения модуля Д в соответствующ разряде регистра 15 и на соответст вующей шине появляется сигнал на из некие скорости до величины, соотв ствующей чистовой подаче. При движении с чистовой скоростью узел I управления производит сравнение текущего значения перемещения с заданным значением общего припуска. При достижении шлифовальной бабкой заданного значения общего перемещения программный блок 5 подготавливается к выдаче команды на останов двигателя подачи и при очередном цикле модуля Д в соответствующем разряде регистра 15 и соответствующей шине связи с автоматикой станка появляется сигнал на останов двигателя подачи. Двигатель подачи останавливается, а узел 1 управления отрабатывает модуль Д в течение заданного интервала времени, тем самым обеспечивается выдержка времени при выхаживании. По истечении; указанного времени программный блок подготавливается к выдаче команды на; включение реверса механизма подачи, которая появляется на шине связи со станком при очередном выполнении программы Д. Шлифовальная бабка начинает авижение к исходному положению. После .достижения шлифовальной бабкой исходного (нулевого) значения возможны следующие варианты продолжения работы. В случае наличия в составе технологической информации разрешения на начало нового цикла шлифования начинается новый цикл, в противном случае - осуществляется доворот шлифовальной бабки до нулевого положения. В режшле АВТОМАТ Лподрежим ПЕРИОДИЧЕСКАЯ ПОДАЧА) перемещение шлифовальной бабки происходит порциями. Набор порции происходит в крайнем положении стола с деталью/ при этом концевой выключатель 18 или 19 должен быть замкнут. В устройстве предусмотрена возможность снятия порции при одиночном или двойном проходе стола с деталью мимо шлифовального круга (в последнем случае переключатель 14 должен быть разомкнут). Пусть концевой выключатель 18 замкчерез выключатель нут, сигнал 18 поступает на вход регистра 17, при этом на его выходе появляется сигнал, по которому начинается движение шлифовальной бабки к изделию. Как только величина перемещения достигнет заданного значения черновой порции, узел управления выдает через регистр 15 команд на генератор 21 сигнал конца порции, при этом сигнал с выхода генератора 21 снимается, движение шлифовальной бабки прекращается, стол с деталью начинает движение относительно круга, выключатель 18 размыкается. Движение стола продолжается до тех пор, пока не замкнется выключатель 19 (или снова выключатель 18 при разомкнутом переключателе 14), после чего производится набор новой черновой порции и т.д. После достижения шлифовальной бабкой границы чернового припуска начинается съем чистового припуск чистовыми порциями. После снятия чис тового припуска в устройстве 1 вы-, рабатывается команда на снятие сигна ла порции, сигнал на выходе генератора 21 пропадает, стол с деталью движется от одного крайнего положени к другому, размыкая и эе1мыкая выклю чатель 18. При срабатывании выключателя 18 сигнал Ч поступает на вход регистра 17, это становится из вестным программному блоку 5 при оче редном выполнении программы Д. Узел 1 управления подсчитывает число замы каний выключателя 18 и сравнивает его с заданным числом двойных ходов при выхаживании в периодической подаче. При равенстве указанных значений устройство выдает на автоматику станка команду на реверс механизма подачи, далее работа по реверсированию движения производится как и в подрежиме ВРЕЗНАЯ ПОДАЧА. Кроме рассмотренных наборов функций управления устройство предусмат ривает автоматическое управление цик лом шлифования для случаев: врезной или периодической подачи без форсиро ки скорости до касания, врезной подачи по командам прибора ,активного контроля, с использованием микропередачи или без нее. Все случаи автоматического выполнения цикла шлифования предусматривают возможность проведения внутри его автомати ческого цикла правки. Правка производится после выпол-нения заданного числа циклов шлифова ния или может быть безусловной. Экономический эффект от использования предлагаемого изобретения j-заключается в том, что состав и взаимо действие узлов устройства позволяет образовать за счет свободного выбора СМО значительное число вариантов цик лов шлифования. Указанное обстоятельство значительно снижает затраты на разработку, изготовление и эксплуатацию вновь разрабатываемых устройств управления шлифовальными станками. Кроме того, предлагаемое устройство обеспечивает управление в замкнутом следящем контуре, при этом через датчики обратной связи в устройство вводится истинное положение ходового йинта станка, что позволяет учесть погрешности кинематики цели подачи станка и за счет этого повысить качество, геометрическую и размерную точность при автоматической обработке изделий. Формула изобретения; Устройство для управления шлифовальным станком, содержащее первый блок индикации, блок концевых выключателей, первый регистр и пульт, входы и выходы которого подключены соответственно к первым выходам и входам блока памяти и программного блока, вторые вход и выход которого подсоединены соответственно к первым выходу и входу вычислительного блока, третий вход и выход программного блока подсоединены соответственно к вторым выходу и входу блока памяти, а четвертые выход и вход - ко входу и первому выходу блока связи соответственно, вторые выход и вход блока памяти подсоединены к вторым входу и выходу вычислительного блока соответственно, отличающееся тем, что, с целью расширения функциональных возможностей устройства, в него введены блок формирования знака, первый, второй, третий и четвертый переключатели, второй и третий блоки индикации, второй и третий регистры, первый и второй генераторы сигнала подачи, первое и второе реле, кодовый преобразователь, причем второй выход блока связи подключен к первым входам первого блока индикации, блока формирования знака и первого регистра, третий выход блока связи подсоединен к первым входам кодового преобразователя, второго и третьего регистров и ко вторым входам первого блока индикации, первого регистра и блока формирования знака, второй вход блока связи подсоединен к первым выходам кодового преобразователя, второго и третьего регистров, первый, второй и третий выходы первого регистра/подключены соответственно к входам первого генератора сигнала подачи, второго блока индикацкк и первому входу второго генератора сигнала подачи, второй, третий и четвертый входы второго регистра подсоединены соответственно к выходам первого, второго и третьего переключателей, второй выход второго переключателя соединен с третьим блоком индикации, второй и третий входы третьего регистра подсоединены соответственно к выходам блока формирования знака, а четвертый вход - к второму входу второго генератора сигнала подачи и к первому выходу блока концевых выключателей, второй выход которого через четвертый переключатель соединен с третьим входбм второго генератора сигнала подачи, пятый и шестой входы третьего регистра подключены соответственно через первое и второе реле к третьему выходу блока концевых выключателей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 363966,кл. G 05 В 19/18, 1970.
2. Авторское свидетельство СССР 472330, кл. G 05 В 11/01, 1974. - 3. Киселев В. М. фазовые системы
Г
числового программного управления станками. М,, Машиностроение, 1976, с. 144-145.
п



| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического контроля параметров процесса круглого шлифования на станке с программным управлением | 1989 |
|
SU1705049A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОДАЧЕЙ ШЛИФОВАЛЬНОГО | 1973 |
|
SU363966A1 |
| Устройство индикации для систем программного управления | 1979 |
|
SU860075A1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Устройство для шлифования | 1981 |
|
SU1024245A1 |
| Устройство автоматизированной подготовки программ для станков с ЧПУ | 1986 |
|
SU1354160A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство для контроля функционирования логических блоков | 1986 |
|
SU1327107A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство для управления подачи шлифовального станка | 1973 |
|
SU472330A1 |
