1357
jJeft при минимальном времени отверждения достигается при помощи устройства с механизмом принудительной пода- чи облицовочной смеси, размещенной внутри наращалки 4. Механизм принудительной подачи содержит диск 31 с приводом вращения в горизонтальной плоскбсти с закрепленными по его внешнему контуру гибкими эластичными элементами - нагнетательными лопатка1
Изобретение относится к точному Литью, в частности к способам и устройствам для получения облицовочного слоя на формообразующей поверхности постоянных форм.
Цель изобретения - повышение производительности труда и улучшение качества облицовочного слоя.
Сущность способа получения облицовочного слоя на формообразующей поверхности постоянных форм заключается в непрерывном приготовлении смеси в равномерном распределении ее по периметру зазора между моделью и постоянной формой зазора с последующим воздействием на смесь пульсирующими силами, совпадающими по направлению с гравитационными силами.
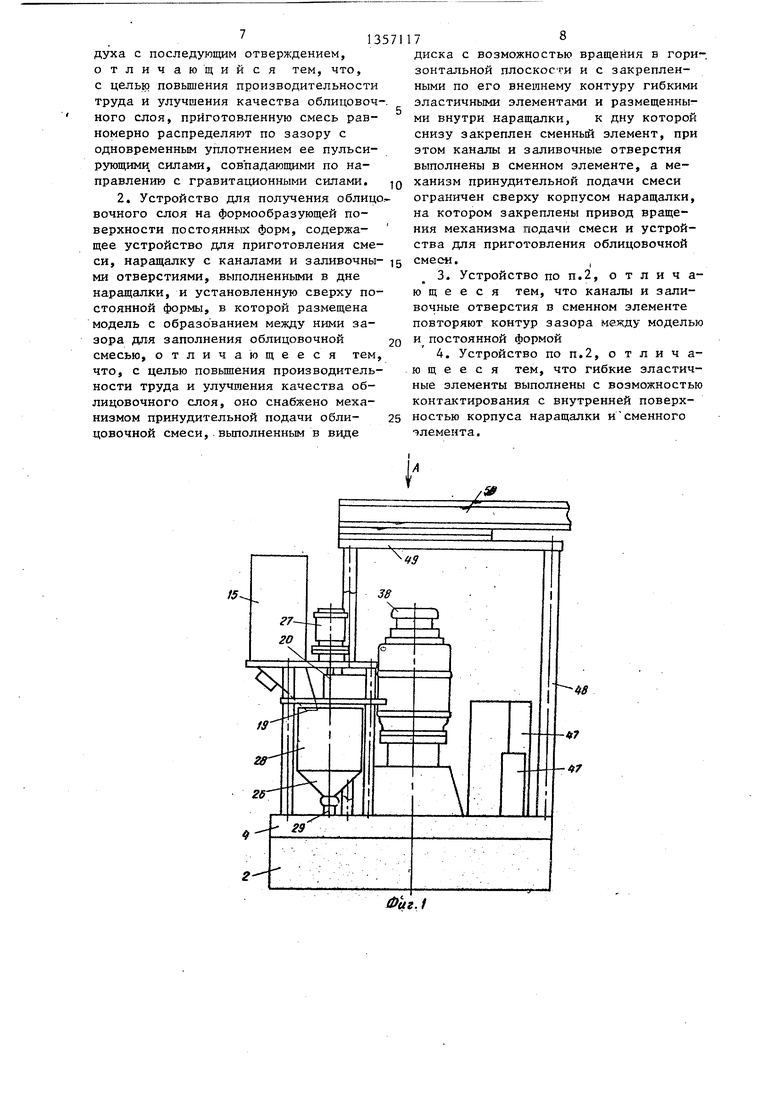
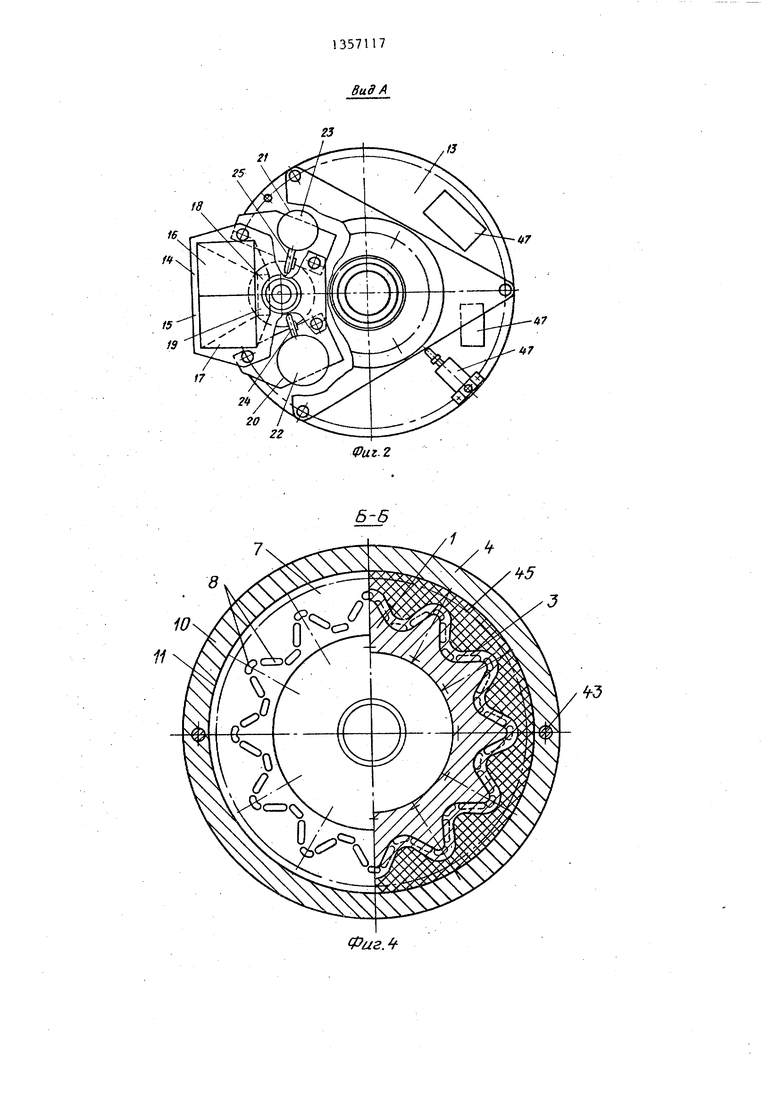
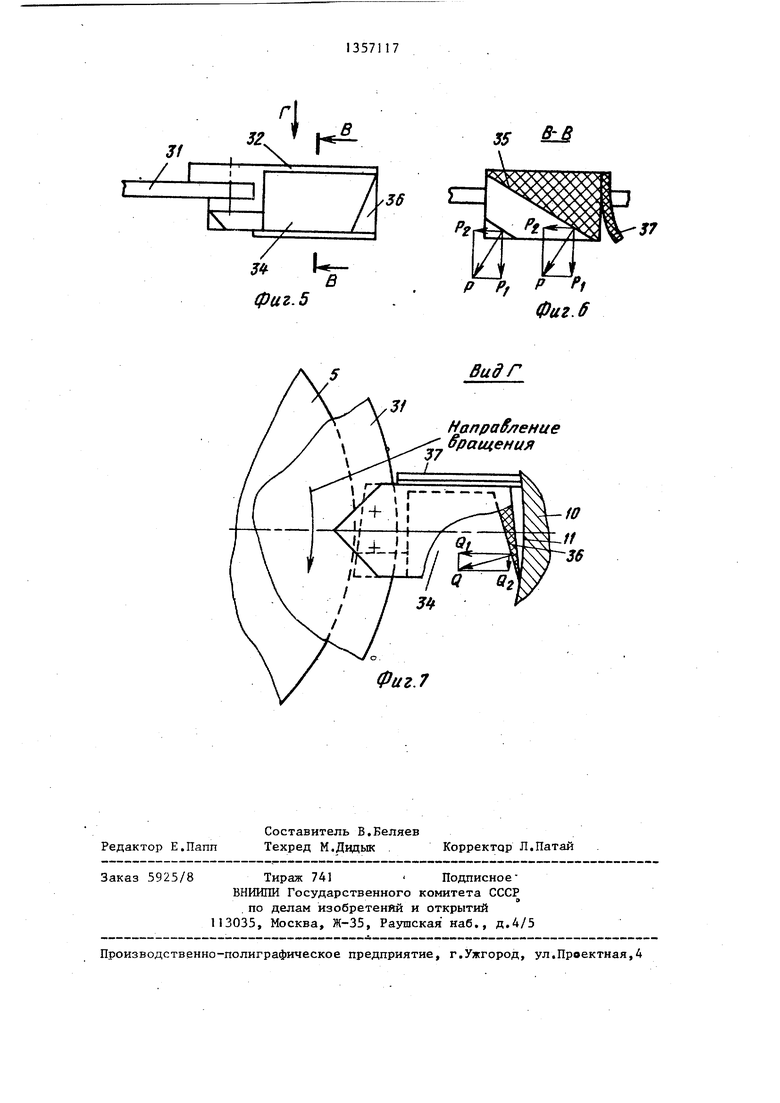
На фиг.1 изображено предлагаемое устройство для осуществления способа вид сбоку; на фиг,2 - вид А на фиг.1 на фиг.З - устройство, разрез по вертикальной плоскости; на фиг.4 - раз- рез Б-Б на фиг.З; на фиг.5 - часть диска с нагнетательной лопаткой; на фиг.6 - разрез В-В на фиг.З; на фиг.7 - вид на фиг.З.
Устройство состоит из модели 1, формы 2, зазора 3 между моделью и формой, наращалки 4, закрепленной на форме 2, разборного дна 3 наращалки 4 состоящего из центральной постоянной части 6 и сменной части 7 дна, в которой вьтолнена система заливочных отверстий и выпоров 8, внутреннего выступа 9 дна наращалки, боковой стенки 10 наращалки 4 с внутренней цилиндрической поверхностью 11, рабочей полости 12 и верхней
7
ми 32, Для возможности Получения облицовочного слоя различного профиля дно наращалки 4 вьтолняется сменным 7 с повторяющими каналами и отверстиями профиль изделия. Для сокращения времени отверждения и транспортирования смеси дозаторы компонентов смеси и смесители непрерывного действия располагают сверху на крышке 13 наращалки. 2 с и 2 з.п. ф-лы, 7 ил.
части - крышки 13 наращалки, на которой установлены дозаторы компонентов .облицовочной смеси: 14 и 13 - для
сыпучих компонентов с расходньши бункерами 16 и 17 и выпускными окнами 18 и 19 и дозаторов 20 и 21 - для жидких компонентов с расходными бункерами 22 к 23 и выпускными окнами
24 и 23, смесителя 26 с приводом 27, емкостью 28 и выпускным окном 29, механизма 30 принудительной подачи облицовочной смеси в зазор 3, установленного внутри наращалки 4, выполненного в виде диска 31 с размещенными на его краях нагнетательными лопатками 32, которые опущены до дна канала 33, образованного выступом 9, боковыми стенками 10 наращалки и
сменной частью 7 дна. Рабочий карман 34 лопатки 32 представляет собой объем, ограниченньй плоскостями, одна из которых 33 наклонена в сторону своего движения к поверхности сменной
части 7 дна, другая 36 наклонена против хода движения к цилиндрической боковой поверхности 11 стенки наращалки 4, образуя с ней острьй угол, и шпателя 37, контур которого совпа
дает с контуром поперечного сечения
канала 33. Привод 38 механизма принудительного заполнения установлен на крышке 13 наращалки 4 и при помощи, вала 39, верхнего блока 40 подшипников и нижнего блока 41 подшипника приводит в движение диск 31. При помощи крепежных элементов 42 модель i соединена с дном 3 наращалки 4, фиксаторы 43 определяют положение нара .щалки 4 н модели I относительно формы
2. Устройство имеет очистные и мон-- тажные люки 44, эластичные уплотнения (если это необходимо): верхнее 4 между наращалкой 4 и формой 2 и ниж нее 46 между моделью 1 и формой 2. Аппаратура 47 управления размещена на крышке наращалки 4, Стяжки 48 соединяют наращалку 4 с фланцем 49, при помощи которого устройство для нанесения облицовочного слоя в своей верхней части крепится к подъемно- транспортному средству 50, позволяющему осуществлять перемещение устройства для нанесения облицовки (кроме формы 2), устанавливать модель 1 в форму 2 (или выемку модели из формы) стыковку (или расстыковку) наращалки 4 с формой 2.
Устройство работает следующим образом..
Расходные бункеры 16, 17 и 22, 23 дозаторов 14,15 и 20, 21 заполняются компонентами облицовочной смеси сразу на несколько доз каждый. Облицовочной смесью определяется выбор ее компонентов и их качество. При помощи привода 27 включается в работу смеситель 26, в емкость 28 которого из выпускных окон 18,19,24 и 25 дозаторов в определенной последователь- ности и через запланированные интервалы времени поступают необходимые дозы компонентов смеси. За время, когда происходит дозировка и приго-. товление смеси, происходит при помо- щи подъемно-транспортного средства 50 установка модели 1 в форму 2 с зазором 3 и стыковка наращалки 4 с формой 2.
Нужное положение наращалки 4 и мо-40 гусеничных тракторов.
дели 1 относительно формы 2, а также величина зазора 3 обеспечиваются фиксаторами 43. Приготовленная смесь через выпускное окно 29 смесителя 26 подается в рабочую полость 12 нара- щалки 4 и попадает на вращающийся диск 31 с лопатками 32 механизма 30 принудительной подачи смеси в зазор 3. Вращение диска 31 установленного на валу 38 с блоками подшипников 40 и 41, происходит при помощи привода 38. Облицовочная смесь, попадая на вращающийся диск 31 от граней 35 и
36 специального рабочего кармана 34 нагнетательных лопаток 32 во время заполнения зазора 3, принудительно равномерно распределяется и одновре. менно уплотняется по всему его периметру. При этом смесь сперва распределяется по дну канала 33 и через систему заливочных (засьточных) отверстий и каналов 8 в сменном дне 7 заталкивается в зазор 3. Заполнение зазора 3 смесью происходит гравита- ционно-пйинудительно, так как вертикальные составляющие Р, пульсирующих сил Римеют одинаковое направление.Горизонтальные составляющие PJ, ,Q, ,Qj. (фиг.6 и 7) пульсирующих сил Р и Q способствуют распределению смеси по периметру зазора 3.
Под воздействием гравитационных и пульсирующих сил происходит уплотнение смеси и одновременно удаление примешанного воздуха из нее. Это происходит без дополнительных механизмов вакуумирования и вибрирования.
Шпатель 37 улучшает условия распределения смеси по каналу и нагнетания ее и зазор. После отверждения смеси в зазоре 3 включаем в работу подъемно-транспортный механизм 50 и производим выемку модели 1 из формы 2 и расстыковку наращалки 4 с формой 2. Повторный цикл работы устройства можно начинать до окончания предыдущего. Сразу же после выпуска смеси из вы-, пускного окна 29 смесителя 26 можно начинать дозирование компонентов смеси и приготовление следующей смеси
Способ получения на формах отверж- даемого облицовочного слоя и устройство для .его осуществления, например, можно использовать при получении облицовочного слоя на металлических формах (кокилях-индукторах) для восстановления изношенных ведущих колес
В плане модель 1 и рабочая полость формы 2 имеют вид звездочки (фиг.4), число зубьев 12, диаметры рабочей полости формы по выступам зубьев - 700 мм, по впадинам зубьев - 618 мм. Величина зазора между моделью 1 и формой 2 J 3-4 мм.
Облицовочный слой наносится на боковую поверхность рабочей полости формы и частично на его торец в виде пояска 4 мм, примыкающего к боковой поверхности рабочей полости. , Для получения облицовочного слоя на формах опробованы две смеси: жид- коподвижная керамическая смесь и сухая песчаная смесь на пульвербакели- товой основе.
Пример. Получение наформе облицовочного слоя из керамической смеси.
13
Расходные бункеры 16, 17 и 22, 23 дозаторов 14; 15 и 20, 21 заполняют компонентами керамической смесиj бункер 16 - кварцевым песком, 17 - пы- левидным кварцем, 22 - гидролизован- ным этилсиликатом и 23 - огеливателем (раствор триэтаноламина или 5%-ньш раствор водного аммиака). Включают в работу смеситель 26, в емкость 28 которого в определенной последовательности через выпускные окна 18, 19, 24 и 25 дозируется этилсиликат, маршалит, песок, огеливатель. За это время происходит установка модели 1 B форму 2 и стыковка наращалки 4 с формой 2, .включается в работу механизм 30 принудительной подачи смеси в зазор 3 и затем через выпускное окно 29 смесителя 26 смесь подается в ра- бочую полость 12 наращалки 4 и вращающимся диском 31, лопатками 32 с рабочими плоскостями 35 и 36 распределяется по дну канала 33 наращалки 4 и через систему заливочных отверс- тий 8 в сменном дне 7 и нагнетается в зазор 3, Йри этом смесь уплотняется и одновременно из нее удаляется воздух, примешанный ранее. Остатки облицовочной смеси выдавливаются через выпоры 8 обратно в канал 33. Система отверстий 8 выполняет роль и заливонных отверстий и выпоров. После твердения облицовочного слоя в зазоре 3 происходит выемка модели 1 из формы 2 и расстыковка наращалки 4 с формой 2,
Удаление остатков смеси из рабоче полости 12 наращалки 4 происходит вращающимся риском 31 и лопатками 32 через отверстия 8 в сменном дне 7 На этом рабочий цикл предлагаемог изобретения завершается. Следующий рабочий цикл начинается до окончания йредыдущего, сразу же после выпуска смеси из смесителя 26.
Пример 2. Получение на форме (кокиле-индукторе) облицовочного слоя из термотвердеющей песчаной смеси на пульвербакелитовой основе,
Расходные бункеры 16 и 17 дозаторов 14 и 15 заполняют сухой песчаной плакированной смесью на пульвербакелитовой основе. Модель устанавливают в форму 2 с зазором 3 и наращалка 4 стыкует ся с формой 2, Включают в работу механизм 30 принудительной подачи смеси в зазор 3, затем через окно 18 (или 19) и 29 дозатора 14
7
(или 15) и смесителя 26 смесь подается в рабочую полость 12 наращалки 4.
8данном случае смеситель 26 играет также и роль ворошителя смеси.
Если качество смеси позволяет (нет комкования смеси), то ее можно подавать сразу из дозатора в рабочую полость 12 наращалки 4, минуя смеситель 26, при этом используя отверстие в крышке 13 наращалки и дополнительные каналы.
Смесь при помощи вращающегося диска 31 и нагнетательных лопаток 32 ; распределяется по дну канала 33 наращалки 4 и через систему загрузочных отверстий 8 в сменном дне 7 заталкивается в зазор 3 и уплотняется.
После заполнения зазора смесью производился прогрев рабочей полости кокиля-индуктора до 100 - 150 С с выдержкой 20 - 30°с до полного за-. твердевания облицовочного слоя. При этом, чтобы не нагревать всю установку, производится расстыковка наращалки 4 с формой 2, для чего наращалка приподнимается над формой. Модель при этом остается в форме. Это позволяет осуществить такую конструкцию крепежных элементов 42, при которой модель 1 имеет возможность- небольшого вертикального перемещения относительно дна 5 наращалки 4,
После полного твердения облицовочного слоя производится выемка модели 1 из формы 2, а установка снова готова к следующему рабочему циклу.
Таким образом, предлагаемый способ получения на формах отверждаемого облицовочного слоя и устройство для его осуществления позволяют использовать различные облицовочные смеси и совмещать технологические операции техпроцесса, а также практически исключаются межоперационные паузы и травспортные средства, что обеспечивает повышение производительности труда и улучшение качества облицовки.
Формула изобретения
1, Способ получения облицовочного слоя на формообразующей поверхности постоянных форм, включающий приготовление облицовочной смеси, заполнение смео.ью зазора между моделью и постоянной формой через каналы и заливочные отверстия наращалки по периметру зазора и удаление из облицовочного слоя воз 13
духа с последующим отверждением, отличающийся тем, что, с целькз повышения производительности труда и улучшения качества облицовочкого слоя, приготовленную смесь равномерно распределяют по зазору с одновременным уплотнением ее пульсирующими, силами, совпадающими по направлению с гравитационными силами.
2. Устройство для получения облицо вочного слоя на формообразующей поверхности постоянных форм, содержащее устройство для приготовления смеси, наращалку с каналами и заливочны- ми отверстиями, выполненными в дне наращалки, и установленнзто сверху постоянной формы, в которой размещена модель с образованием между ними зазора для заполнения облицовочной смесью, отличающееся тем, что, с целью повьшения производительности труда и улучшения качества облицовочного слоя, оно снабжено механизмом принудительной подачи обли- цовочной смеси, выполненным в виде
78
диска с возможностью вращения в горизонтальной плоскости и с закрепленными по его внешнему контуру гибкими эластичными элементами и размещенными внутри наращалки, к дну которой снизу закреплен сменньй элемент, при этом каналы и заливочные отверстия выполнены в сменном элементе, а механизм принудительной подачи смеси ограничен сверху корпусом наращалки, на котором закреплены привод вращения механизма подачи смеси и устройства для приготовления облицовочной смеси.I
3.Устройство по п.2, отлича- ю щ е е с я тем, что каналы и заливочные отверстия в сменном элементе повторяют контур зазора между моделью и постоянной формой
4.Устройство по п.2, отличающееся тем, что гибкие эластичные элементы выполнены с возможностью контактирования с внутренней поверхностью корпуса наращалки и сменного элемента.
Фиг.
//
г5
18
17
22
(3
47
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления облицованных жидкоподвижной смесью литейных форм | 1980 |
|
SU900940A1 |
| Оснастка для производства отливок в облицованных кокилях | 1988 |
|
SU1639884A1 |
| МЕТАЛЛИЧЕСКАЯ ОПОРА, МЕТАЛЛОКЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2277029C2 |
| КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ КЕРАМИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2024343C1 |
| Постоянная модель | 1979 |
|
SU846057A1 |
| МЕТАЛЛИЧЕСКАЯ ОПОРНАЯ ЧАСТЬ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ, КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ КЕРАМИЧЕСКОЙ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2252105C2 |
| Постоянная модель | 1980 |
|
SU939158A2 |
| ВИБРАЦИОННЫЙ СМЕСИТЕЛЬ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ С ДОЗАТОРОМ ОБЪЕМНОГО ТИПА | 2006 |
|
RU2318585C2 |
| Автоматическая формовочная линия | 1980 |
|
SU910358A1 |
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
Изобретение относится к точному . литью, в частности к способам и устройствам для получения облицовочного слоя на формообразующей поверхности постоянных форм. Целью изобретения является повьшение производительности труда и улучшение качества облицовочного слоя.Способ получения качественного облицовочного слоя осуществляет- ся путём равномерного и непрерывного распределения смеси по периметру зазора между моделью и постоянной формой путем воздействия на смесь пульсирующими силами и силами гравитации. Качественный слой без воздушных пузы о СО СП 5 fuzS ТТЛ I 9 3 2 /5
10
5
Фаг.
Г
35
J« l- rфиг.5
В
36
Р Pf Р t Фиг. 6
Вид г
31
Напра /тение вращения
Фиг.7
Редактор Е.Папп
Составитель В.Беляев Техред М.Двдык
5925/8
Тираж 741 Подписное- ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор Л.Патай
| Иванов Б.Н., Зарецкая Г.М | |||
| Литье в керамические формы по постоянным моделям.- М.: Машиностроение, 1975, с.7 | |||
| Косняну К | |||
| и Видя М | |||
| Литье в керамические формы.- М.: Машиностроение, 1980, с.11-15 | |||
| Авторское свидетельство СССР № 759217, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
