Изобретение относится к сварочной технике и может быть использовано в сварочных автоматах и полуавтоматах для сварки, плавящимся электродом,
Цель изобретения - упрощение технологии изготовления мундштука и по- вьшение срока службы.
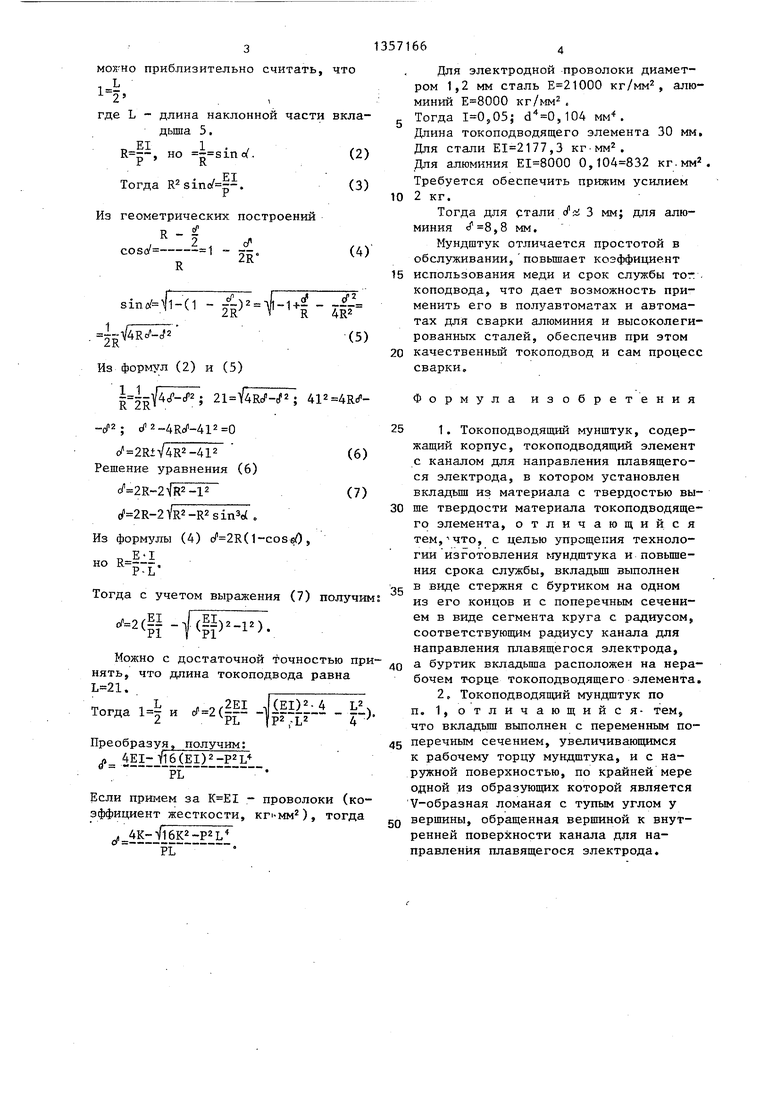
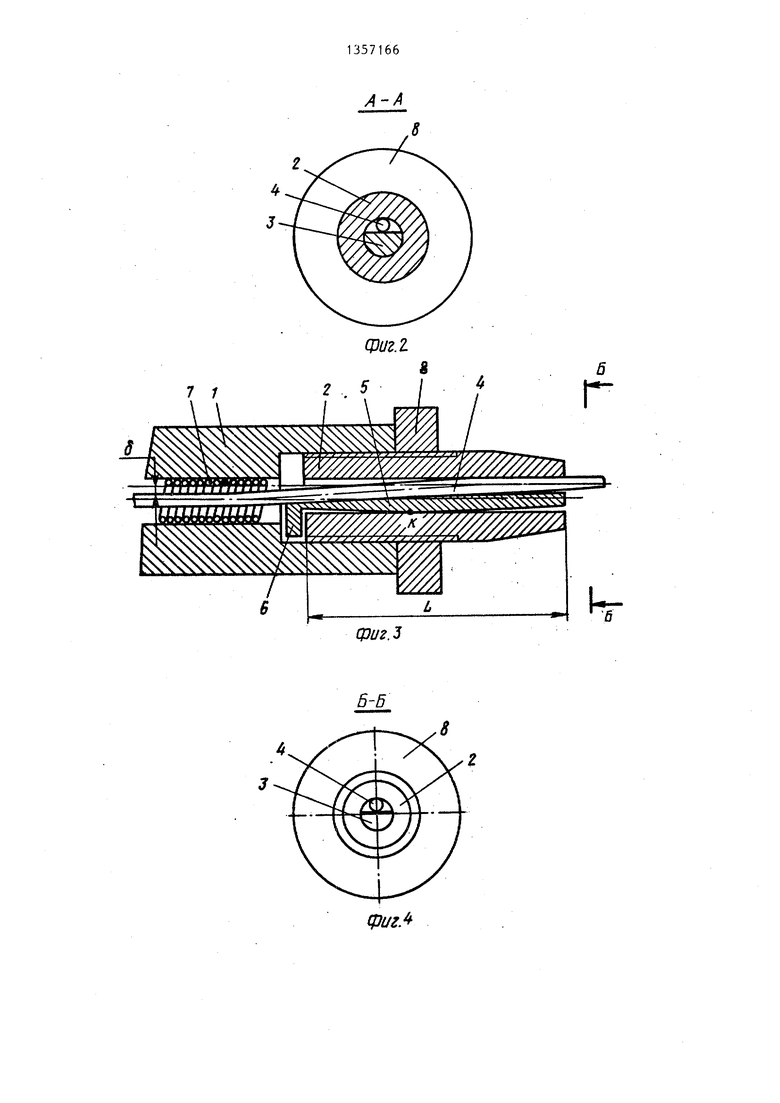
На фиг. 1 представлен мундштук для подвода сварочного тока к плавя- щемуся электроду с вкладышем постоянного сечения; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - мундштук с вкладышем переменного сечения; на фиг. 4 - разрез Б-Б на фиг.З; на фиг,5 - схема обеспечения постоянного прижима плавящегося электрода к токоподводящему элементу.
Токоподводящий мундштук содержит корпус 1, в котором расположен токо- подводящий элемент 2, выполненный с каналом 3 для направления плавящегося электрода 4. В канале 3 установлен вкладьш 5, выполненный с буртиком 6, предохраняющим вкладьщ 5 от выпадания, В корпусе 1 вмонтирована направляющая спираль. 7, Г айкой 8 осуществляется фиксация токоподводящего элемента 2 в корпусе 1, Вкладьш 5 выполнен в виде стержня с поперечным сечением в виде сегмента круга с радиусом, соответствующим радиусу канала 3. Вкладьш 5 выполнен стальным, а ТОКОПОДВОДЯЩИЙ элемент 2 - медным. Вкладыш 5 може.т быть выполнен с пере менным поперечным сечением, увеличивающимся к рабочему торцу мундштука, к с наружной поверхностью, по крайне мере одной из образующих которой является V-образная ломаная с тупым углом у вершины, обращенная вершиной к внутренней поверхности канала 3 (фиг, 2 и 3),
Диаметр канала 3 вьтолнен в 3- 5 раз больше минимального диаметра отверстия для прохода плавящегося электрода.
Токоподводящий мундштук (фиг. 1) работает следующим образом.
Электрод 4, перемещаясь по каналу образованному внутренней поверхность токоподводящего элемента 2 и вкладышем 5, контактирует с токоподводящим элементом и оказывается под потенциалом сварочного напряжения и при возбуждений дуги идет токопередача от токоподводящего элемента 2 к плавящемуся электроду 4, Вследствие механических и электроэрозионных процес
сов место контакта плавящегося электрода и токоподводящего элемента 2 интенсивно изнашивается и процесс сварки становится нестабильным. Для компенсации этого явления необходимо немного отвернуть гайку 8, повернуть ТОКОПОДВОДЯЩИЙ элемент 2 и вновь завернуть гайку 8. При этом вкладыш 5 остается в прежнем положении, а место контактирования плавящегося электрода 4 с токоподводящим элементом 2 изменяется, т.е. значительно повьшга- ется коэффициент использования меди токоподводящего элемента, возрастает срок службы мундштука до замены токоподводящего элемента.
Мундштук (фиг. 3-5) дополнительно обеспечивает поджим гтлавящегося электрода 4 к рабочему концу токоподводящего элемента 2, т.е. к месту наиболее вероятного прохождения тока При этом прижим электрода осуществляется вследствие упругости самого электрода вкладьш1ем 5 за счет смещения оси направляющей 7 спирали относительно оси выходящего конца электрода 4. Вкладьш 5 имеет возможность
качаться относительно точки К, т.е. I
наиболее широкого места в переменном сечении вкладыша 5, )
При этом вкладьш 5 стремится повернуться вокруг точки К и прижимает электрод 4 к элементу 2, Для обеспечения такого режима работы необходимо сместить ось подачи электрода 4 по направляющей спирали 7 относительно оси выхода электрода. Обозначим это смещение сГ. Очевидно, что проволока изогнется дважды. Первый раз от направляющей 7 до точки перегиба В вкладьш а 5 с центром кривизны в точке О и радиусом R, Второй изгиб - непосредственно в токопод- водящем элементе 2 с центром кривизны в точке О и радиусом R, Конструкция и силы симметричны относительно точки перегиба В. Известно, что, пренебрегая зазорами между проволокой и токоподводом, проволокой и направляющим каналом, а также зазором между направляющей 7 и вкладьш ем 5
I М
R E-I
(1)
Е - модуль упругости проволоки; I - момент инерции сечения проволоки (,, но , 1 - плечо приложения силы Р,
можно приблизительно считать,
где L - длина наклонной части дьша 5.
FT 1 R, но .
FT
Тогда R2sint/.
Из геометрических построений R - СОЗ( - :.,
R
sinHi-(i-/5)
4R2 (5)
Из формул (2) и (5) 11
20 качественный токоподвод и сам процесс сварки.
- 5РсС-сГ2 ; 21 Y4Rd -(/ 2 ; 412 4Rrf - Формула изобре те кия
R 2R
-0(12, cC2 4R / -4l2 0
o 2RiV4R2-412 (6)
Решение уравнения (6)
(7)
(2R-2VR2-R2sin4 . Из формулы (4) (1-coseO, .
Тогда с учетом выражения (7) получим;
(Si 4(-)) Р1 У РГ
Можно с достаточной точностью принять, что длина токоподвода равна
г преобразуя, получим; л 4EI- У16(Е1)2-Р2Ь
PL
Если за - проволоки (коэффициент жесткости, кг1-мм), тогда
25 1, Токоподводящий мунштук, содержащий корпус, ТОКОПОДВОДЯЩИЙ элемент с каналом для направления плавящегося электрода, в котором установлен вкладьш из материала с твердостью вы30 ше твердости материала токоподводящего элемента, отличающийся тем,что, с целью упрощения технологии изготовления ьгундштука и повьщ1е- ния срока службы, вкладыш выполнен
2g в виде стержня с буртиком на одном из его концов и с поперечным сечением в В1вде сегмента круга с радиусом, соответствуюпщм радиусу канала для направления плавящегося электрода,
40 а буртик вкладьша расположен на нерабочем торце токоподводящего элемента.
2. Токоподводящий мундштук по п. 1, отличающийся- тем, что вкладьш выполнен с переменным по45 перечным сечением, увеличивающимся к рабочему торцу мундштука, и с наружной поверхностью, по крайней мере одной из образующих которой является V-образная ломаная с тупым углом у
5Q вершины, обращенная вершиной к внутренней поверхности канала для направления плавящегося электрода.
4K-- 16K2-P2L
PL
Для электродной проволоки диаметром 1,2 мм сталь Е 21000 кг/мм, алюминий кг/мм. Тогда 1 0505; .,104 мм.
Длина токоподводящего элемента 30 мм. Для стали ,3 кг-мм . Для алюминия 0, кг.мм. Требуется обеспечить прижим усилием
2 кг.
Тогда для стали Уи 3 мм; для алюминия ,8 мм.
Мундштук отличается простотой в обслуживании, повьшает коэффициент
использования меди и срок службы тот . коподвода, что дает возможность применить его в полуавтоматах и автоматах для сварки алюминия и высоколегированных сталей, обеспечив при этом
качественный токоподвод и сам процесс сварки.
1, Токоподводящий мунштук, содержащий корпус, ТОКОПОДВОДЯЩИЙ элемент с каналом для направления плавящегося электрода, в котором установлен вкладьш из материала с твердостью выше твердости материала токоподводящего элемента, отличающийся тем,что, с целью упрощения технологии изготовления ьгундштука и повьщ1е- ния срока службы, вкладыш выполнен
в виде стержня с буртиком на одном из его концов и с поперечным сечением в В1вде сегмента круга с радиусом, соответствуюпщм радиусу канала для направления плавящегося электрода,
а буртик вкладьша расположен на нерабочем торце токоподводящего элемента.
2. Токоподводящий мундштук по п. 1, отличающийся- тем, что вкладьш выполнен с переменным поперечным сечением, увеличивающимся к рабочему торцу мундштука, и с наружной поверхностью, по крайней мере одной из образующих которой является V-образная ломаная с тупым углом у
вершины, обращенная вершиной к внутренней поверхности канала для направления плавящегося электрода.
фиг. г
7 ;
Фиг.З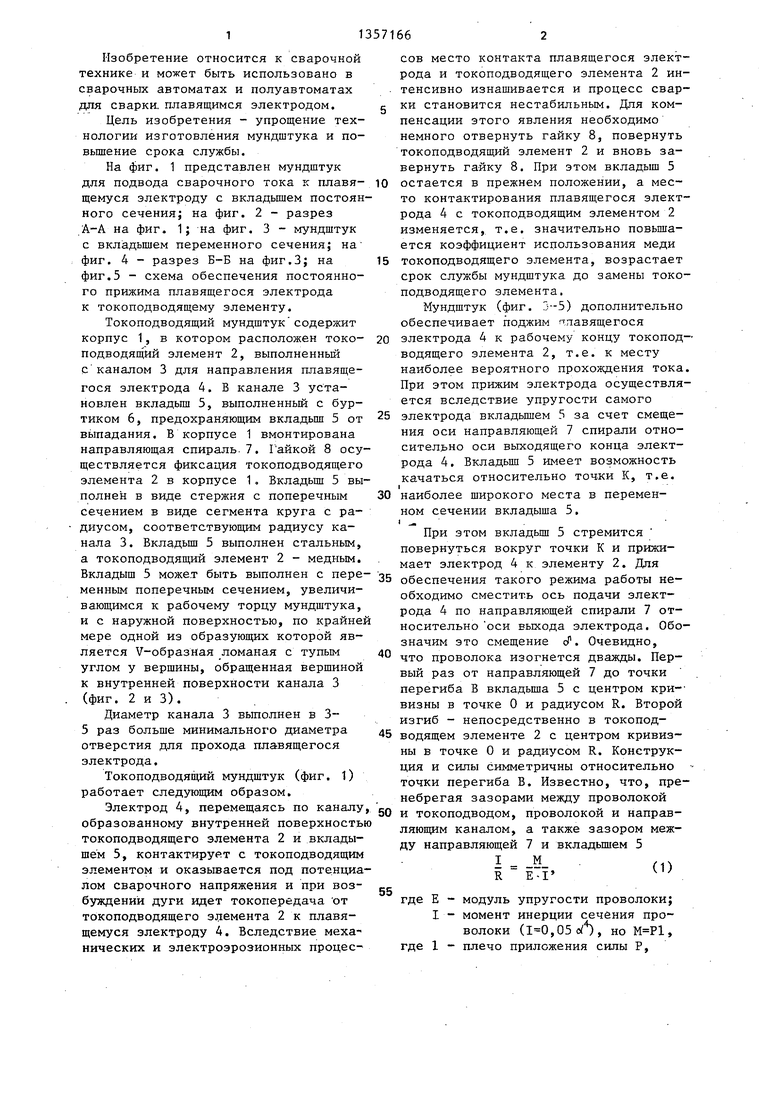
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Токоподводящий мундштук | 1987 |
|
SU1407721A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| Токоподводящий мундштук | 1989 |
|
SU1698007A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| Мундштук для автоматической сварки | 1982 |
|
SU1053994A1 |
| Мундштук к сварочным головкам и горелкам | 1981 |
|
SU965659A1 |
| Токоподводящее устройство | 1983 |
|
SU1097461A1 |
Изобретение относится к сварочной технике и может быть использовано в сварочных автоматах и полуавтоматах для сварки плавящимся электродомо Цель изобретения - упрощение технологии изготовления мундштука и повьшение срока службы. В канале 3 медного токоподводящего элемента 2 расположен стальной вкладыш 5 с поперечным сечением в виде сегмента круга. Вследствие трения место контакта плавящегося электрода 4 и токоподводящего элемента 2 изнашивается, и процесс сварки становится нестабильным. Для компенсации этого явления необходимо отвернуть гайку 8 и повернуть токоподводящий элемент 2. При этом вкладьш 5 останется в прежнем положении, а место контактирования плавящегося электрода 4 и токоподводящего элемента 2 изменится, т.е. значительно повышается коэффициент использования меди токоподводящего элемента 2, возрастает срок службы мундштука до замены токоподводящего элемента 2. 1 3.п. ф-лы 5 ил. с (Л 7 7 2 4 /ЭД ОЭДОО v . X f -,,.,,,, I 11 iiMи y VlX X J //// У у / , , , ,- , У// //Л ////////. SS: f со ел 05 О) f ЦЗШ.1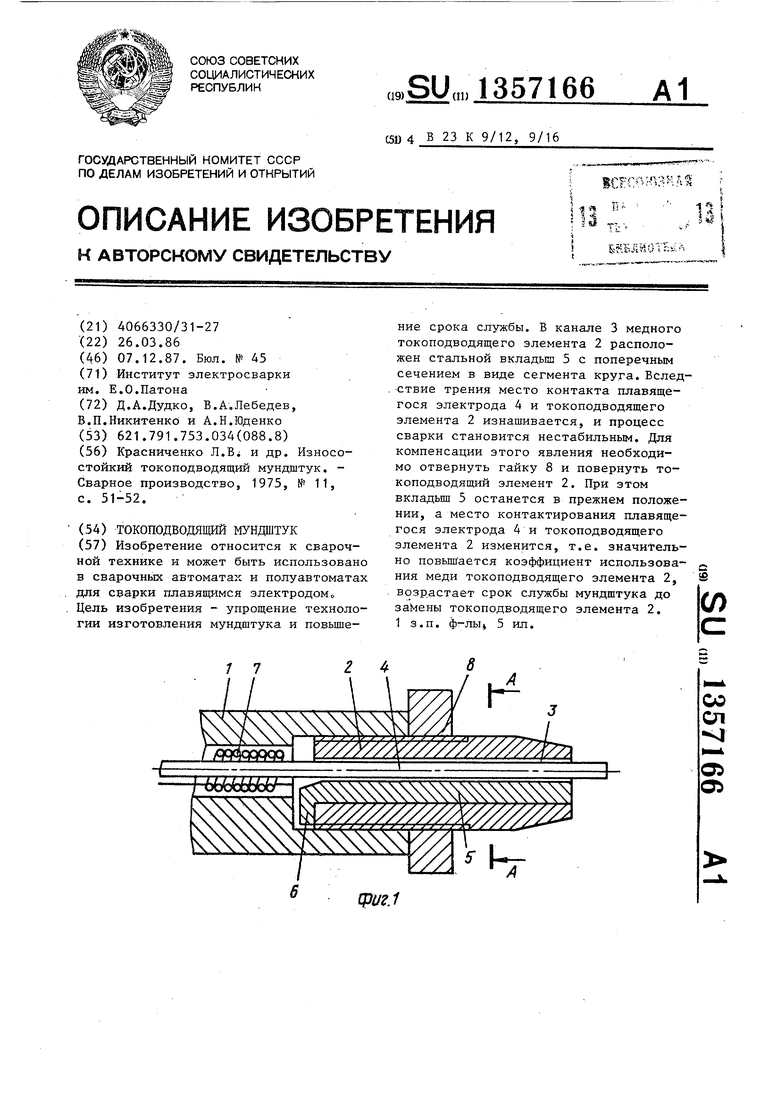
фиг.
фиг. 5
Составитель Г.Квартальнова Редактор Н.Тупица Техред А.Кравчук Корректор Г.Решетник
Заказ 5928/10 Тираж 970 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Красниченко Л.В и др | |||
| Износостойкий токоподводящий мундштук | |||
| - Сварное производство, 1975, № 11, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
