Т
Т
xv v v xvSxi
Ю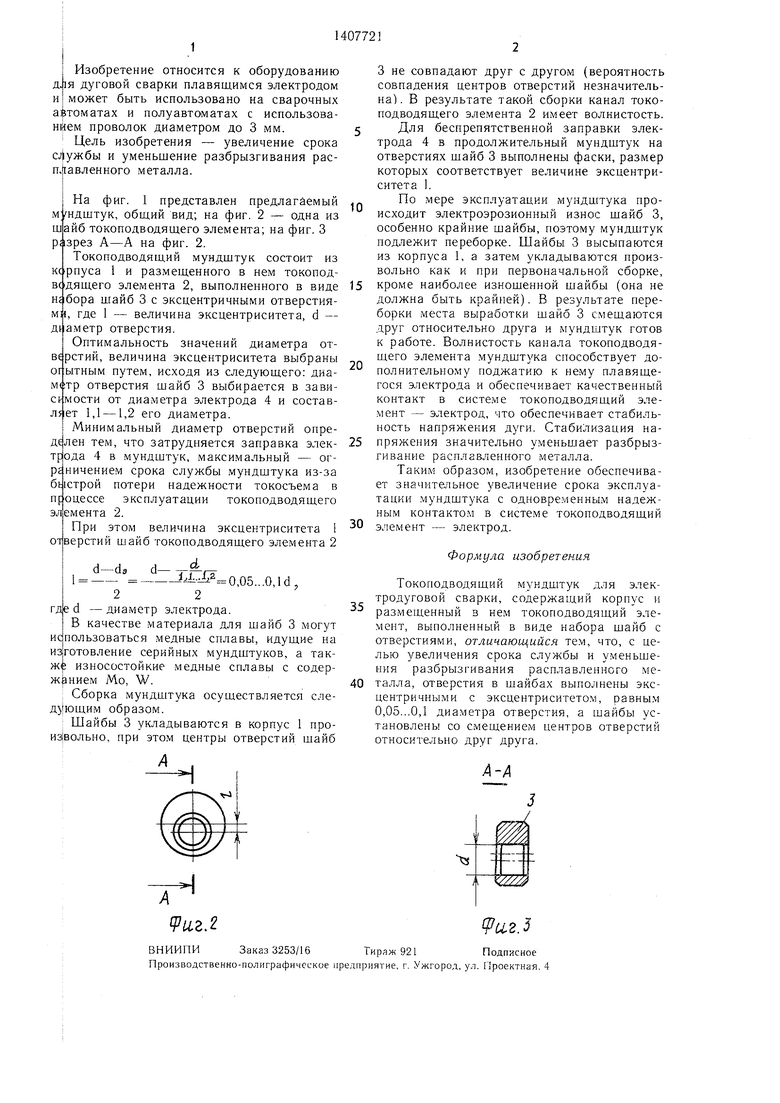
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1976 |
|
SU747648A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Токоподводящий мундштук | 1986 |
|
SU1357166A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Материал для токоподводящих мундштуков к сварочным горелкам | 1990 |
|
SU1816609A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Мундштук к сварочным головками гОРЕлКАМ | 1978 |
|
SU852471A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Токоподводящий мундштук | 1989 |
|
SU1698007A1 |
| Токоподводящий мундштук | 1985 |
|
SU1324791A2 |
Изобретение относится к оборудованию для дуговой сварки плавящимся электродом и может применяться на сварочных автоматах и полуавтоматах с использованием проволок диаметром до 3 мм. Цель - увеличение срока службы токоподводящего мундштука с одновременным уменьшением разбрызгивания расплавленного металла за счет обеспечения надежности контакта в системе токоподводяший элемент - электрод. Токоподводяший мундштук содержит корпус 1, в котором размещен токоподводя- щий элемент 2, выполненный в виде набора щайб 3. В щайбах 3 выполнены эксцентричные отверстия. Величина эксцентриситета составляет 0,05...0,1 диаметра отверстия. Шайбы 3 укладываются в корпус 1 произвольно. Центры отверстий шайб не совпадают друг с другом. В результате такой сборки канал токоподводящего элемента 2 имеет волнистость. Цо мере эксплуатации мундштука происходит электроэрозионный износ шайб, поэтому мундштук подлежит переборке. В результате переборки места выработки шайб смещаются относительно друг друга и мундштук готов к работе. 3 ил. с S (Л С
./
Изобретение относится к оборудованию д||я дуговой сварки плавящимся электродом может быть использовано на сварочных автоматах и полуавтоматах с использованием проволок диаметром до 3 мм.
Цель изобретения - увеличение срока службы и уменьшение разбрызгивания рас- авленного металла.
На фиг. 1 представлен предлагаемый ндштук, общий вид; на фиг. 2 - одна из щайб токоподводящего элемента; на фиг. 3 зрез А-А на фиг. 2.
Токоподводящий мундщтук состоит из корпуса 1 и размещенного в нем токопод- вс дящего элемента 2, выполненного в виде бора шайб 3 с эксцентричными отверстия- где 1 - величина эксцентриситета, d -
Ml Д1
Оптимальность значений диаметра отверстий, величина эксцентриситета выбраны огытным путем, исходя из следующего: диа- тр отверстия шайб 3 выбирается в зави- мости от диаметра электрода 4 и составMd
ct
ЛУ
бь
аметр отверстия.
ет 1,1 -1,2 его диаметра.
Минимальный диаметр отверстий определен тем, что затрудняется заправка электрода 4 в мундштук, максимальный - ог- ничением срока службы мундштука из-за
строи потери надежности токосъема в
эл
процессе эксплуатации токоподводящего
емента 2.
При этом величина эксцентриситета 1 отверстий шайб токоподводящего элемента 2
d-da d- ,1 ,05...0,ld,
22
гд|е d -диаметр электрода.
В качестве .материала для шайб 3 могут использоваться медные сплавы, идущие на изготовление серийных мундштуков, а также износостойкие медные сплавы с содержанием Мо, W.
Сборка мундштука осуществляется сле- д}|юш,им образом.
Шайбы 3 укладываются в корпус 1 про- из|вольно, при этом центры отверстий шайб
Vuz.2
ВНИИПИЗаказ 3253/16Тираж 921Подписное
Производственно-по./1играфическое предприятие, г. Ужгород, ул. Проектная. 4
3 не совпадают друг с другом (вероятность совпадения центров отверстий незначительна) . В результате такой сборки канал токоподводящего элемента 2 имеет волнистость.
Для беспрепятственной заправки электрода 4 в продолжительный мундштук на отверстиях шайб 3 выполнены фаски, размер которых соответствует величине эксцентриситета I.
По .мере эксплуатации мундштука происходит электроэрозионный износ шайб 3, особенно крайние шайбы, поэтому мундштук подлежит переборке. Шайбы 3 высыпаются из корпуса 1, а затем укладываются произвольно как и при первоначальной сборке, кроме наиболее изношенной шайбы (она не должна быть крайней). В результате переборки места выработки шайб 3 смещаются друг относительно друга и мундштук готов к работе. Волнистость канала токоподводящего элемента мундштука способствует дополнительному поджатию к нему плавящегося электрода и обеспечивает качественный контакт в систе.ме токоподводящий элемент - электрод, что обеспечивает стабильность напряжения дуги. Стабилизация напряжения значительно у.меньшает разбрызгивание расплавленного металла.
Таким образом, изобретение обеспечивает значительное увеличение срока эксплуатации мундштука с одновременны.м надежным контактом в системе токоподводяший элемент - электрод.
Формула изобретения
5
0
Токоподводящий мундштук для электродуговой сварки, содержащий корпус и размещенный в нем токоподводящий элемент, выполненный в виде набора шайб с отверстиями, отличающийся тем, что, с целью увеличения срока службы и уменьшения разбрызгивания расплавленного металла, отверстия в шайбах выполнены эксцентричными с эксцентриситетом, равны.м 0,05...0,1 диаметра отверстия, а шайбы установлены со смещением центров отверстий относительно друг друга.
А А
U2.S
| МУНДШТУК ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ И НАПЛАВКИ МЕТАЛЛОВ | 0 |
|
SU241576A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 0 |
|
SU310756A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Мундштук к сварочным головками гОРЕлКАМ | 1978 |
|
SU852471A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
