Фиг.1
Изобретение относится к сварочной ехнике и может быть использовано в сварочных автоматах и полуавтоматах для варки плавящимся электродом.
Целью изобретения является снижение 5 атрат на изготовление мундштука.
На фиг.1 схематически представлен ундштук для подвода сварочного тока с вкладышем в корпусе; на фиг.2 - то же, с изношенным токоподводящим элементом. 10
Токоподводящий мундштук содержит корпус 1, в котором расположен токоподво- ящий элемент 2,выполненный с каналом 3 ля направления плавящегося электрода 4. В корпусе 1 установлен вкладыш 5 с кана- 15 ом 6, который смещен относительно канаа 3 на 1-2 мм. В корпусе 1 установлена акже направляющая спираль 7. Гайкой 8 осуществляется фиксация токоподводяще- го элемента 2 в корпубе 1. Вкладыш 5 вы- 20 полней стальным, а токоподводящий элемент 2 - медным.
Токоподводящий муншдтук работает следующим образом.
Электрод 4, перемещаясь по каналу 6 25 вкладыша 5 и каналу 3 токоподводящего элемента 2, изгибается вследствие смещения каналов один относительно другого и контактирует с каналами только одной стороной. Так как вкладыш 5 выполнен из ста- 30 ли, а токоподводящий элемент 2 из меди, то наиболее интенсивно изнашивается токоподводящий элемент.
Износ происходит в сторону смещения канала 6 во вкладыше 5. В результате изно- 35 са процесс сварки становится нестабильным. Для компенсации этого явления необходимо отвернуть гайку 8, навернуть токоподводящий элемент и вновь завернуть гайку 8. В результате этого поворота уже 40 работает другая часть канала 3, что повышает коэффициент использования меди токо- подводящего элемента , возрастает срок его службы.
Величина износа в токоподводящем 45 элементе в одну сторону равна величине смещения каналов 3 и 6 один относительно другого и равна 1-2 мм.
Величина смещения обусловливается толщиной стенок токоподводящего элемен- 50 та, которая составляет не более 2,5 мм. Вследствие того, что величина смещения невелика и сила трения увеличивается ненамного, то мощности подающего механизма хватает для подачи плавящегося 55 электрода 4.
Для модернизации токоподводящих мундштуков (сварочных горелок), выпускаемых промышленностью, достаточно только в корпусе 1 вмонтировать вкладыш 5 и
уменьшить длину спирали 7 на величину вкладыша 5.
Использование данного вкладыша позволяет не увеличивать размеры токоподводящего элемента и всего мундштука по сравнению с прототипом, т.е. не требуется изготовлять специальных мундштуков и токоподводящих элементов, а использовать выпускаемые промышленностью.
Срок службы токопсдводящих элементов в результате более полного использования его увеличивается в 2-4 раза.
Пример. При сварке в среде углекислого газа плавящимся электродом диаметром 1,2 используют токоподводящий элемент, наружный диаметр которого составляет 6 мм и диаметр канала 1,3 мм. Данный элемент имеет резьбу М6х1 для установки в корпус. Следовательно, толщина стенки данного элемента составляет 4,9 -1,3
1,8 мм
(4,9 мм - внутренний
диаметр резьбы), т.е. для износа мы можем использовать только 1,8 мм на стороны. В известных токоподводящих мундштуках используется износ только на глубину 0,4-0,5 мм.
Поэтому для более полного использования токоподводящего элемента в корпус мундштука вставляют втулку с наружным диаметром 7,5 мм (диаметр канала корпуса мундштука), длиной 5-7 мм с каналом 51,3 мм, смещенным относительно центра втулки на 1,5 мм. Установка данной втулки позволяет эксплуатировать токоподводящий элемент до увеличения диаметра канала 3,0-3,5 мм с устойчивым режимом сварки. В известных токоподводящих мундштуках режим сварки нарушается при диаметре канала 1,9-2,1 мм. Таким образом, срок службы, токоподводящего элемента увеличивается в 3-4 раза, отпадает необходимость в изготовлении более тяжелой конструкции, целью которой является увеличение срока службы элемента.
Формула изобретения Токоподводящий мундштук, содержащий корпус, в котором установлен токоподводящий элемент с каналом для направления плавящегося электрода и вкладыш с каналом для направления плавящегося электрода, смещенным относительно канала токоподводящего элемента, а также гайку для крепления токоподводящего элемента, отличающийся тем, что, с целью снижения затрат на изготовление мундштука, вкладыш выполнен стальным, а смещение между осями каналов во вкладыше и токоподводящем элементе выполнено равным 1-2 мм.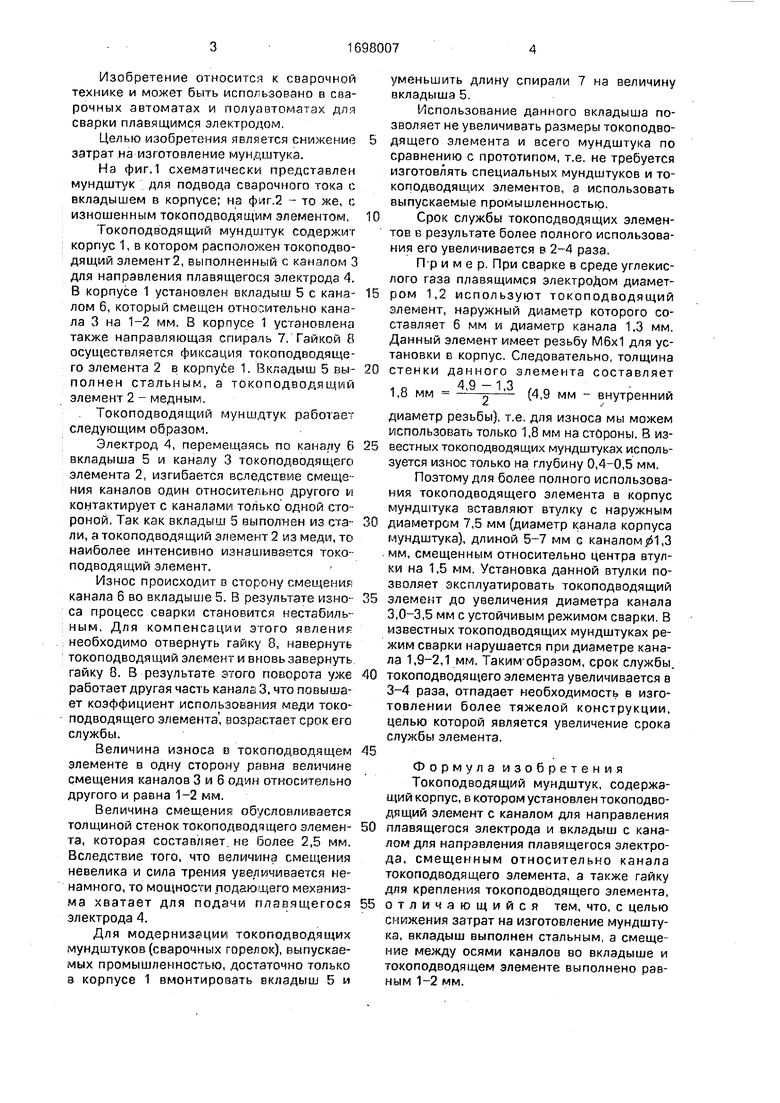
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1986 |
|
SU1357166A1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Устройство для подвода сварочного тока к плавящемуся электроду | 1980 |
|
SU927436A1 |
| Токоподводящий мундштук | 1987 |
|
SU1407721A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2038934C1 |
| Горелка для дуговой сварки в среде защитного газа | 1982 |
|
SU1076230A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
Изобретение относится к сварочной технике и может быть использовано в сварочных автоматах и полуавтоматах для сварки плавящимся электродом. Цель изобретения - снижение затрат на изготовление мундштука. Для этого в корпус 1 мундштука вмонтирован вкладыш 5, выполненный из стали, с каналом 6, который смещен относительно канала 3 в токоподводящем элементе на 1-2 мм. При прохождении по каналу 6 вкладыша 5 и каналу 3 токоподводящего элемента 2 электрод 4 изгибается, чем обеспечивается надежныйтокоподводящий контакт, при этом происходит односторонний износ токоподводящего элемента 2, который для восстановления контакта необходимо повернуть. 2 ил.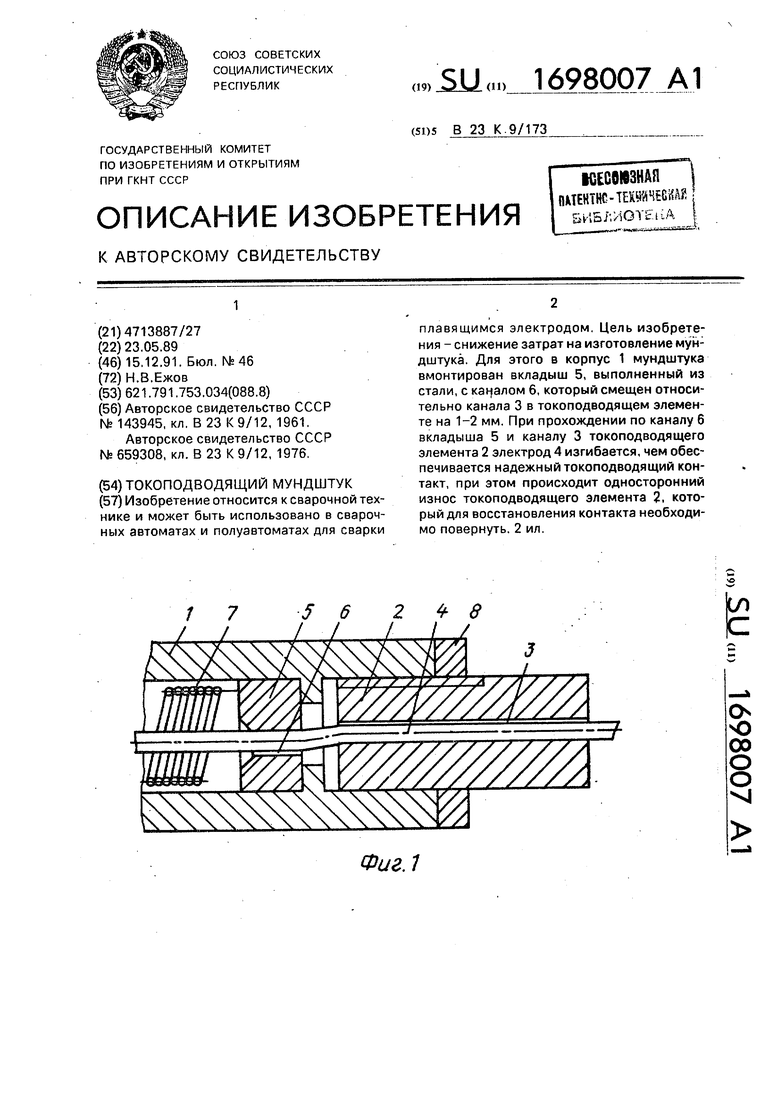
Фиг. 2
| Устройство для дуговой сварки тонколистовых изделий | 1961 |
|
SU143945A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Токопроводящий мундштук к устройствам для дуговой сварки плавящимся электродом | 1976 |
|
SU659308A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
