Известные устройства для штабелевания корзин, например, с бутылками, установленные в поточных линиях производства и состояидие из управляемых пневматическими цилиндрами заслонок для регулирования подачи корзин, штабелеукладчика с периодически поднимаемой штоками пневмоцилиндров кареткой, выполненной с захватами для корзин, и клапанно-золотниковой системы для автоматизации работы, имеют большой производственный цикл штабелевания.
Для исключения этого недостатка предлагаемое устройство выполнено с приводным, горизонтально расположенным транспортером для подачи корзин от конвейера поточной линии к штабелеукладчику и для отвода готового штабеля из штабелеукладчика, а для подачи корзин с конвейера поточной линии на подающий транспортер применена гравитационная площадка.
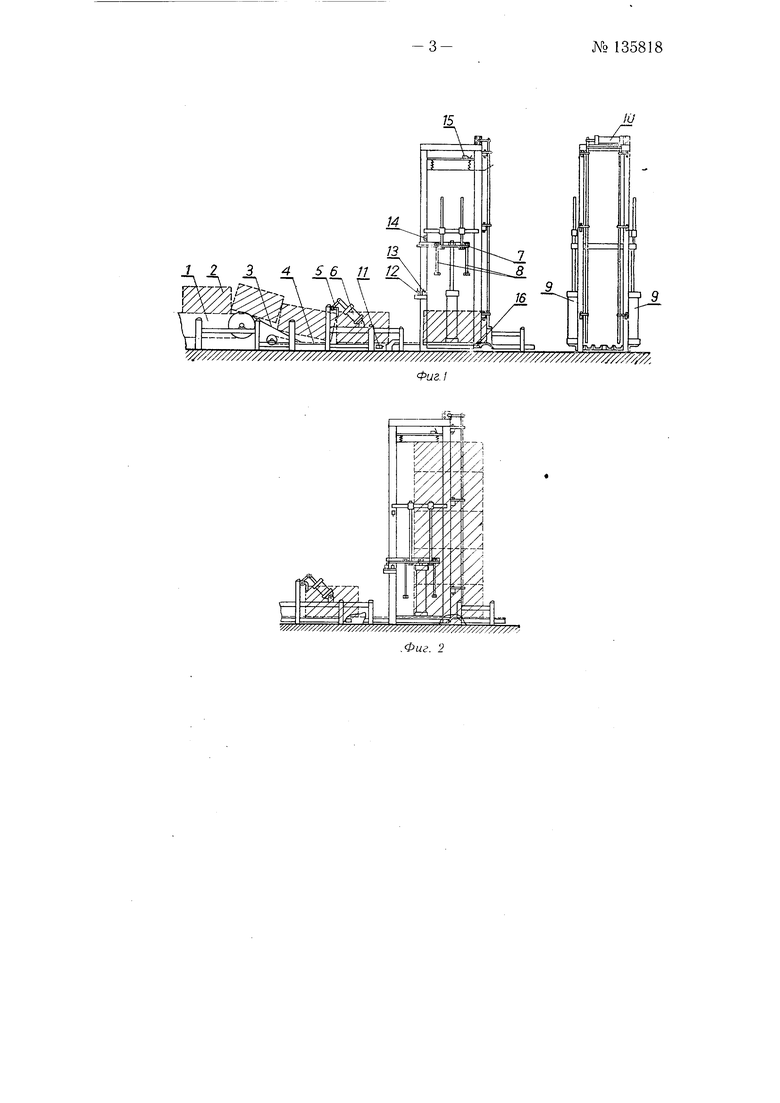
На фиг. 1 показано описываемое устройство в двух проекциях; на фиг. 2-вывод готового штабеля из укладчика.
По транспортеру / поточной линии производства корзины 2 с бутылками поступают через гравитационную площадку (переходной мостик) 3 на приводной, горизонтально расположенный транспортер 4, на котором они отделяются по одной от общего потока остановом 5, управляемым пневмоцилиндром 6, и направляются в штабелеукладчик. Одиночно поступающие в укладчик корзины 2 при помощи смонтированных на каретке 7 захватных устройств 8, поднимаются на требуемую высоту и укладываются в штабель, который затем выводится из укладчика тем же транспортером 4. Устройство работает от пневматического привода, состоящего из цилиндров 9 подъема, цилиндра 10 створок, и системы клапанов //, 12, 13, 14, 15 и 16, встроенных в общую воздушную сеть и кинематическую связь привода.
№ 135818- 2Предмет изобретения
1. Устройство для штабелевания корзин, например, с бутылками, установленное в поточной линии производства и состоящее из управляемых пневматическими цилиндрами, заслонок для регулирования подачи корзин, штабелеукладчика с периодически поднимаемой штоками пневмоцилиндров кареткой, выполненной с захватами для корзин, и клапанно-золотниковой системы для автоматизации работы, о т л и ч а ю ш е ес я тем, что, с целью уменьшения цикла штабелевания, оно выполнено с приводным, горизонтально расположенным транспортером для подачи корзин от конвейера поточной линии к штабелеукладчику и для отвода готового штабеля из штабелеукладчика2. Устройство по п. 1,отличаюшееся тем, что для подачи корзин с конвейера поточной линии на подающий транспортер применена граъитационная площадка.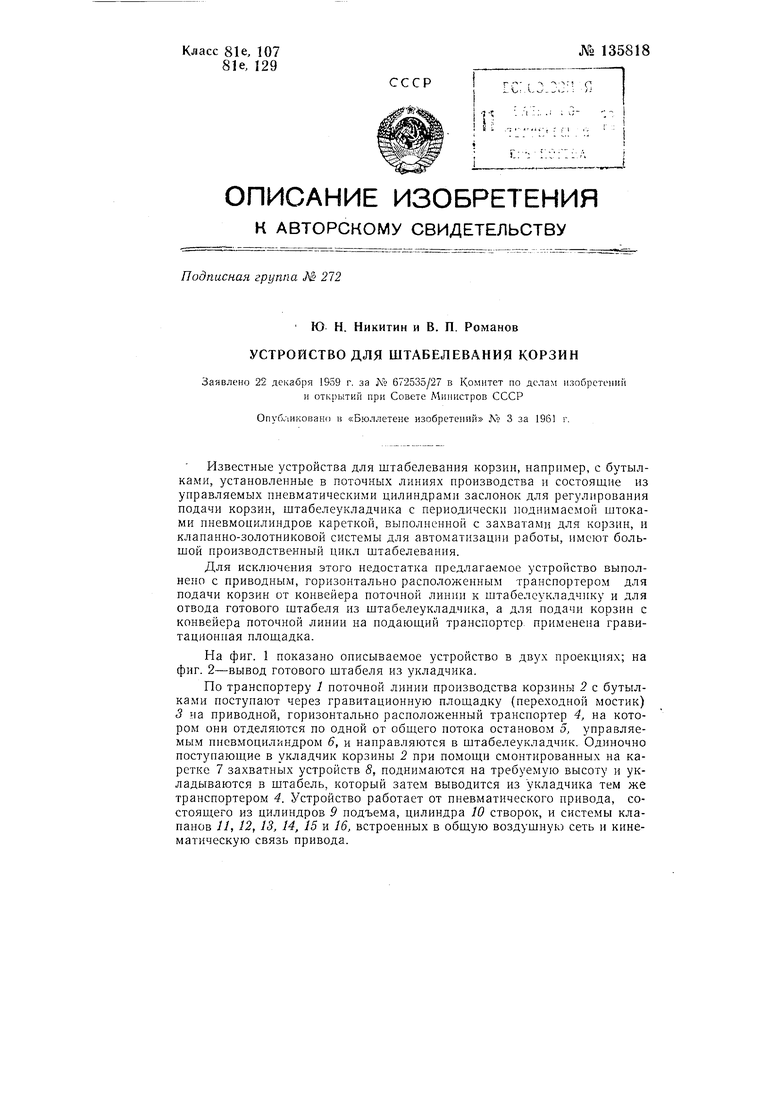

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для штабелевания корзин, например с молочной продукцией | 1958 |
|
SU119831A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
| Машина для разливки цинка в чушки | 1961 |
|
SU145728A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| Штабелеукладчик | 1951 |
|
SU94762A1 |
| Автоматический укладчик силуминовых и алюминиевых слитков в штабель | 1961 |
|
SU142199A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |