1
Изобретение относится к трубопрокатному производству и касается инструмента для винтовой раскатки тонко. стенных труб на трехвалковых станах.
, Цель изобретения - расширение сортамента прокатываемых тонкостенных труб.
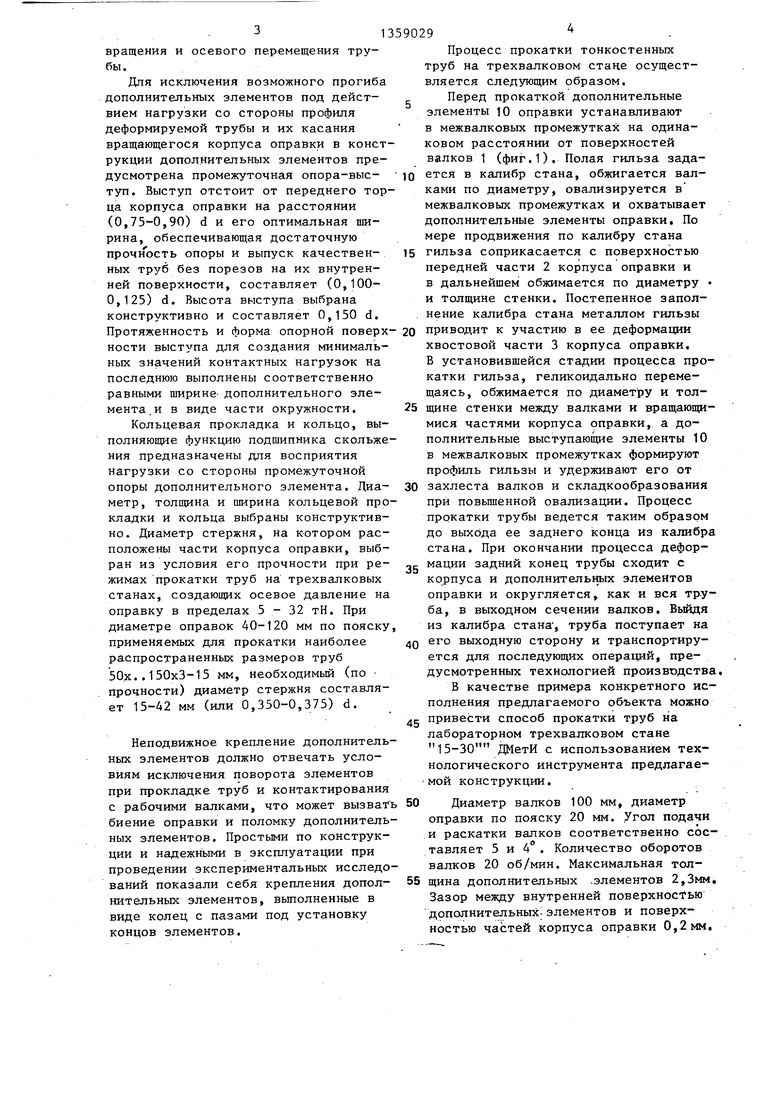
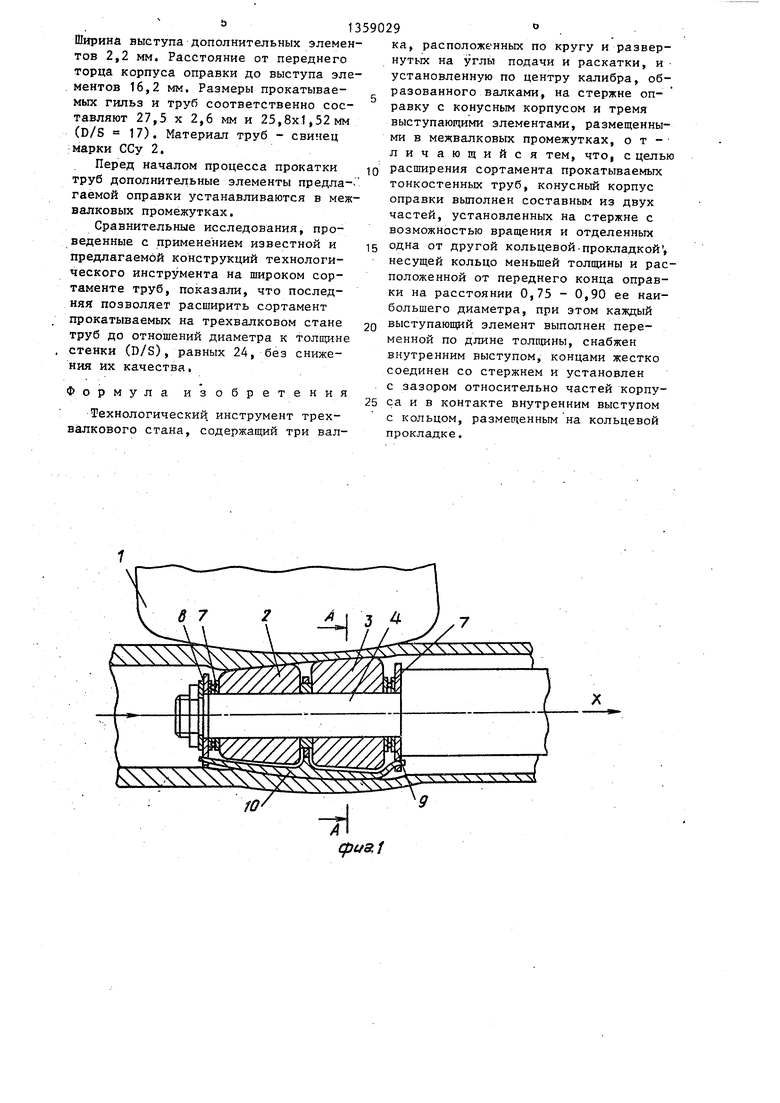
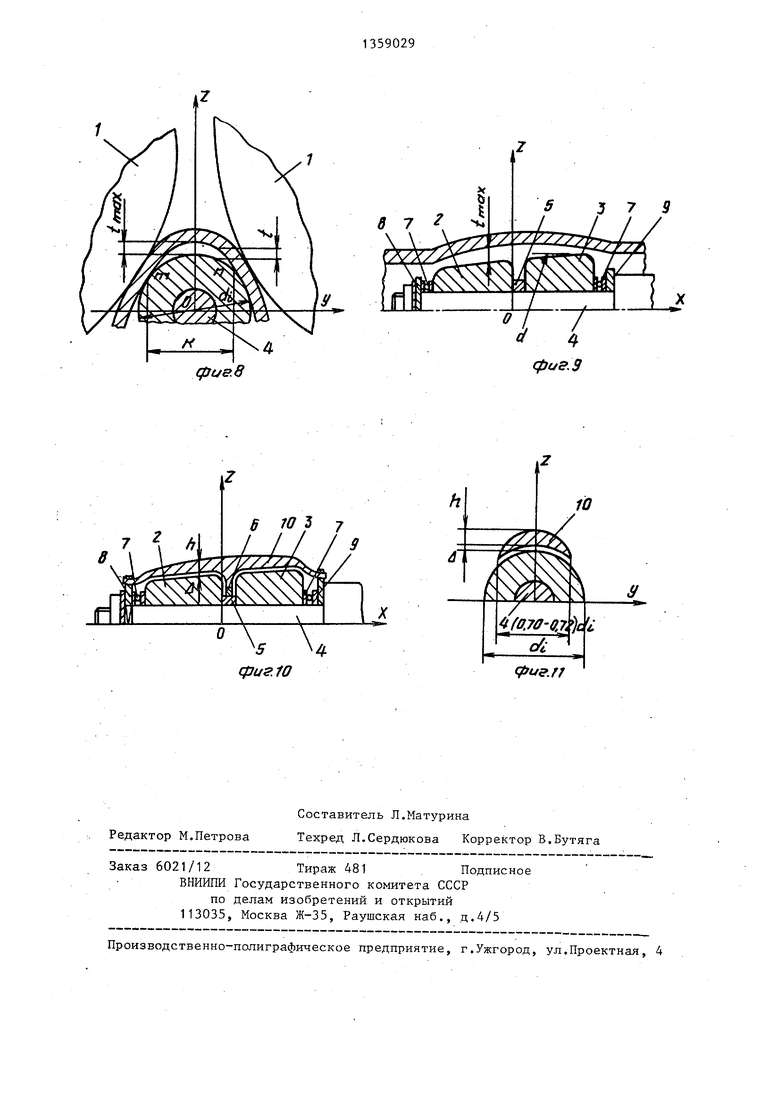
На фиг.1 изображен технологически инструмент; на фиг,2 - разрез А-А на фиг.1; ка фиг.З - конструкция оправки; на фиг.4. - разрез, Д-Д на фиг.З; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - разрез В-В на фиг.З; на
фиг.7 - разрез Г-Г на фиг.З; на фиг.8 очаг деформации, nonejieMHoe сечение; на фиг.9 - то же, в продольном сечении; на фиг. 10 - параметры оправки в продольном сечении; на фиг.11 - параметры оправки в поперечном сечении.
.Технологический инструмент содержит три валка 1 и оправку с конусным корпусом, составленным из передней 2
,и хвостовой 3 частей, установленных на стержне 4 с возможностью вращения и отделенных друг от друга кольцевой прокладкой 5, несущей кольцо 6с, толщиной, меньшей чем прокладка, которые выполняют фуркцию подшипника скольжения. На с.тержне размещены подшипники 7 и закреплены переднее и заднее крепежные кольца 8 и 9. Оправка имеет три выступающих переменной по длине толщины элемента 10 с внутренним выступом, контактирующим с кольцом, расположенным на кольцевой прокладке. Каждьм выступающий элемент зафиксирован в пазах крепежных колец и установлен с зазором л относительно частей корпуса. Толщина (h) выступаюп;его элемента может быть определена из выражения
D,
.-ч
10
-3
h -(6,24 -7,53).10
(0,19r. +6,19)-3,49l ,0.442 3а-0 65-Д, .
D, -.диаметр калибра в его се- чении плоскостью, перпендикулярной оси оправки и расположенной в месте максимального диаметра последней;
0
s
0
5
0
d - ; максимальный диаметр оправки;.
X - координата сечения калибра плоскостью, перпендикулярной оси абсцисс, проходящей через ось оправки, считая за О точку пересечения последней с задним по ходу прокатки торцом передней части корпуса оправки;
у - координата сечения калибра плоскостью, перпендикулярной оси ординат, перпендикулярной оси оправки;
Д - величина зазора между внутренней поверхностью дополнительных элементов и поверхностью оправки. Это определяет наружную поверхность выступающего элемента оправки.
Высота и ширина внутреннего вые тупа дополнительного выступающего элемента соответственно составляет 0,150 и 0,100 - 0,125 максимального диаметра оправки, длина выступа в сечении плоскостью, перпендикулярной оси оправки, равна ширине дополнительного элемента, которая составляет 0,70-0,72 текущего диаметра оправки в сечении калибра плоскостью, перпендикулярной оси оправки, выраженного через координату сечения по оси абс- , цисс, а наружный диаметр, толщина стенки и ширина промежуточного кольца соответственно равны 0,650 - 0,675; 0,075; 0,100-0,125 максималь- д ного диаметра оправки, и наружный диаметр, толщина стенки и ширина кольцевой прокладки составляет 0,500- 0,525; 0,075; 0,120-0,145 максимального диаметра оправки. Величина за- g зора между внутренней поверхностью дополнительных элементов и поверхностью корпуса оправки составляет 0,010-0,015 максимального диаметра оправки, чтобы не мешать вращению корпуса.
Неподвижные дополнительные выступающие элементы оправки выполняют функцию только формообразующего инструмента и не деформируют трубу по g толщине стенки,т.е. это приводит к. возникновению значительных сил трения , способствующих повышенному износу поверхности элементов и сниже- - нию из-за притормаживания скорости
5
0
вращения и осевого перемещения трубы.
Для исключения возможного прогиба дополнительных элементов под действием нагрузки со стороны профиля деформируемой трубы и их касания вращающегося корпуса оправки в конструкции дополнительных элементов предусмотрена промежуточная опора-выступ. Выступ отстоит от переднего торца корпуса оправки на расстоянии (0,75-0,90) d и его оптимальная щи- рина, обеспечивающая достаточную прочность опоры и выпуск качественных труб без порезов на их внутренней поверхности, составляет (0,100- 0,125) d. Высота выступа выбрана конструктивно и составляет 0,150 d.
Протяженность и форма опорной поверх- 20 приводит к участию в ее деформации
ности выступа для создания минимальных значений контактных нагрузок на последнюю выполнены соответственно равными щирине- дополнительного элемента, и в виде части окружности.
Кольцевая прокладка и кольцо, выполняющие функцию подшипника скольжения предназначены для восприятия нагрузки со стороны промежуточной опоры дополнительного элемента. Диаметр, толщина и ширина кольцевой прокладки и кольца выбраны конструктивно. Диаметр стержня, на котором расположены части корпуса оправки, выбран из условия его прочности при режимах прокатки труб на трехвалковых станах, создающих осевое давление на оправку в пределах 5 - 32 тН. При диаметре оправок 40-120 мм по пояску применяемых для прокатки наиболее распространенных размеров труб 50х..150x3-15 мм, необходимый (по прочности) диаметр стержня составляет 15-42 мм (или 0,350-0,375) d.
Неподвижное крепление дополнительных элементов должно отвечать условиям исключения поворота элементов при прокладке труб и контактирования с рабочими валками, что может вызват биение оправки и поломку дополнительных элементов. Простыми по конструкции и надежными в эксплуатации при проведении экспериментальных исследований показали себя крепления дополнительных элементов, вьтолненные в виде колец с пазами под установку концов элементов.
Процесс прокатки тонкостенных труб на трехвалковом стане осуществляется следующим образом.
Перед прокаткой дополнительные элементы 10 оправки устанавливают в межвалковых промежутках на одинаковом расстоянии от поверхностей валков 1 (фиг.1). Полая гильза задается в калибр стана, обжигается валками по диаметру, овализируется в межвалковых промежутках и охватывает дополнительные элементы оправки. По мере продвижения по калибру стана
гильза соприкасается с поверхностью передней части 2 корпуса оправки и в дальнейшем обжимается по диаметру и толщине стенки. Постепенное запол- нение калибра стана металлом гильзы
хвостовой части 3 корпуса оправки. В установившейся стадии процесса прокатки гильза, геликоидально перемещаясь, обжимается по диаметру и толщине стенки между валками и вращающимися частями корпуса оправки, а дополнительные выступающие элементы 10 в межвалковых промежутках формируют профиль гильзы и удерживают его от
захлеста валков и складкообразования при повьшгенной овализации. Процесс прокатки трубы ведется таким образом до выхода ее заднего конца из калибра стана. При окончании процесса деформации задний конец трубы сходит с корпуса и дополнительных элементов оправки и округляется, как и вся труба, в выходном сечении валков. Выйдя из калибра стана , труба поступает на
его выходную сторону и транспортируется для последующих операций, предусмотренных технологией производства, В качестве примера конкретного исполнения предлагаемого объекта можно
привести способ прокатки труб на лабораторном трехвалковом стане 15-30 ДМетИ с использованием технологического инструмента предлагае- мой конструкции.
Диаметр валков 100 мм, диаметр оправки по пояску 20 мм. Угол подачи и раскатки валков соответственно составляет 5 и 4. Количество оборотов валков 20 об/мин. Максимальная толщина дополнительных .элементов 2,3мм. Зазор между внутренней поверхностью дополнительных-элементов и поверхностью частей корпуса оправки 0,2мм,
Ширина выступа дополнительных элементов 2,2 мм. Расстояние от переднего торца корпуса оправки до выступа эле- ментов 16,2 мм. Размеры прокатывае- мьпс гильз и труб соответственно составляют 27,5 X 2,6 мм и 25,8x1,52 мм (D/S 17). Материал труб - свинец марки ССу 2.
Перед началом процесса прокатки труб дополнительные элементы предла- гаемой оправки устанавливаются в межвалковых промежутках.
Сравнительные исследования, проведенные с применением известной и предлагаемой конструкций технологического инструмента на широком сортаменте труб, показали, что последняя позволяет расширить сортамент прокатываемых на трехвалковом стане труб до отношений диаметра к толщине стенки (D/S), равных 24, без снижения их качества.
ормула изобретения
Технологический, инструмент трех- алкового стана, содержащий три вал0
ка, расположенных по кругу и развернутых на углы подачи и раскатки, и установленную по центру калибра, образованного валками, на стержне оправку с конусным корпусом и тремя выступающими элементами, размещенными в межвалковых промежутках, от- личающийся тем, что, с целью расширения сортамента прокатываемых тонкостенных труб, конусный корпус оправки выполнен составным из двух частей, установленных на стержне с возможностью вращения и отделенных
5 одна от другой кольцевой.прокладкой , несущей кольцо меньшей толщины и расположенной от переднего конца оправки на расстоянии 0,75 - 0,90 ее наибольшего диаметра, при этом каждый выступающий элемент выполнен переменной по длине толщины, снабжен внутренним выступом, концами жестко соединен со стержнем и установлен с зазором относительно частей корпу5 са и в контакте внутренним выступом с кольцом, размещенным на кольцевой прокладке.
0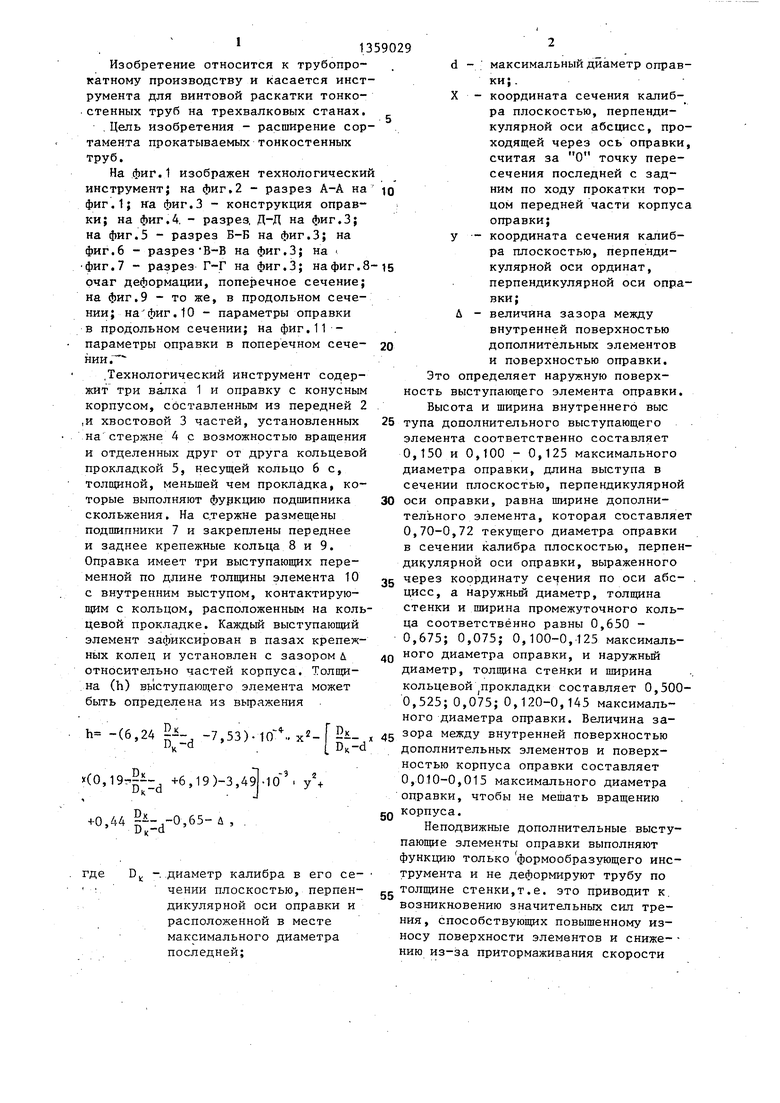
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент раскатного стана | 1979 |
|
SU829225A1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Направляющий инструмент стана винтовой прокатки | 1976 |
|
SU574248A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Способ производства труб | 1976 |
|
SU647024A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
Изобретение относится к трубопрокатному производству и предназначено для изготовления тонкостенных труб в широком диапазоне вшгто- вой прокаткой. Пель изобретения - расширение сортамента прокатываемых тонкостенных труб. Технологический инструмент трехвалкового стана содержит три валка и оправку. Конусньй корпус оправки состоит из передней 2 и задней 3 частей, установленных с возможностью вращения на стержне 4. На стержне между частями корпуса установлена кольцевая прокладка 5, несущая кольцо 6. Оправка имеет три выступаюрщх злемента 10 переменной по длине толщины и с внутренним выступом, контактируюЕЦ1м с кольцом 6. Концы элементов закреплены в крепежных кольцах 8 и 9, обеспечивающих удержание элементов с зазором отно-, сительно корпуса, который вращается от контакта с трубой в подшипниках 7 относительно стержня. 11 ил. S со СЛ СО О 1Ю .roo-o.r2s )cl f0..)(i - -Ч S в г дзиг.З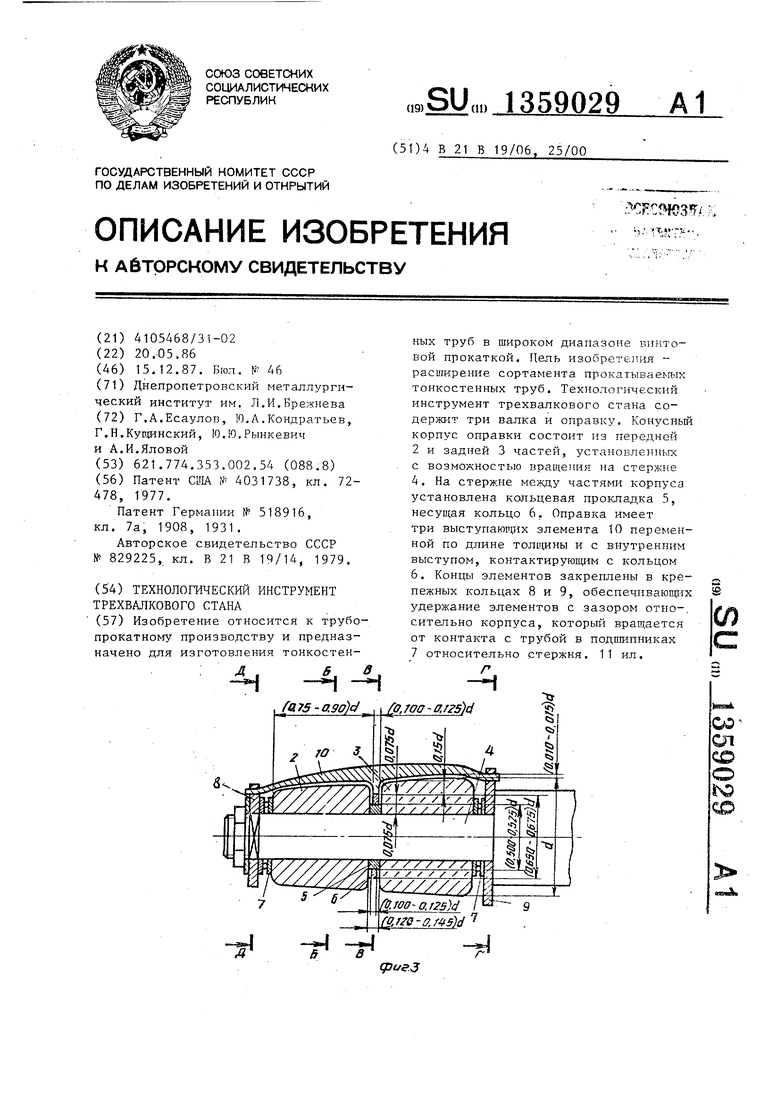
cpt/s 1
cf3u&.2
Д1Д
(риеЛ
6-6
ipus.S
r-r
дзиг.б
cfjuar
gjue.S
фие.д
fi.
б 10 I j
I / /9
//y//ySv /
фиг.Ю
fptje.n
Редактор М.Петрова
Составитель Л.Матурина
Техред Л.Сердюкова Корректор В.Бутяга
Заказ 6021/12 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Патент Германии № 518916, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Технологический инструмент раскатного стана | 1979 |
|
SU829225A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
