1
Изобретение относится к производству труб поперечно-винтовой прокаткой и может быть использовано для прокатки труб на трехвалковых .станах
Известен технологический инструмент, включающий оправку ,с роликами и калибр, образованный валками, оси роликов расположены на прямых, соединяющих ось заготовки с осями валков l.
Однако получаемые при прокатке на таком инструменте трубы не отличаются высокой точностью вследствие . недостаточно высокой цикличности деформации.
Наиболее близким по технической сущности к предлагаемому является технологический инструмент раскатного стана, включающий три валка, расположенные по кругу и развернутые на углы подачи и раскатки и оправку с тремя коническими роликами. Внутренние ролики расположены на одной оси с рабочими валками
. Такой технологический инструмент обеспечивает раскатку тонкостенных труб с точностью, которая определяется количеством деформационных циклов и точностью радиальной установки осей валков и роликов оправки. В
связи с тем, что раскатка ведется определенным количеством валков и роликов, цикличность деформации является постоянной величиной для данного стана. Кроме того, при раскатке стенки трубы в очаге деформации, величина давления металла на ролик вызывает смещение оси ролика от оси валка в радиа ьном и тангенциальном направлениях. При этом небольшие смещения осей отрицательно сказываются на качестве готовых тру вследствие образования продольной и поперечной разнотолщинности стенк
Цель изобретения - снижение разнотолщинности тонкостенных труб путем увеличения цикличности деформации.
Поставленная цель достигается тем, что в технологическом инструменте раскатного стана, включающем три валка, расположенные по кругу и развернутые на углы подачи и раскатки, и оправку с тремя коническими роликами, установленную по центр калибра, образованного валкий, конические ролики оправки размещены в межвалковых промежутках симметрично относительно валков.
Повышение точности тонкостенных руб достигается тем, что раскатка рубы с уменьшением толщины стенки роисходит в межвалковых промежутках, где каждый ролик образует две еформирующие зоны с каждым из двух рилежащих валков. В результате этого цикличность (дробность) деформации при прокатке всей трубы величивается в два раза.
Кроме того, повышение точности тонкостенных труб обеспечивается созданием схемы трехстороннего сжатия каждого ролика двумя прилежащими валками и оправкой. Это позволяет жестко фиксировать положение роликов в межвалковых промежутках на ол инаковых расстояниях от оси оправки и от осей прилежащих валков, что обеспечивает уменьшение поперечной раэностенности и прокатку ассимметричного профиля трубы.
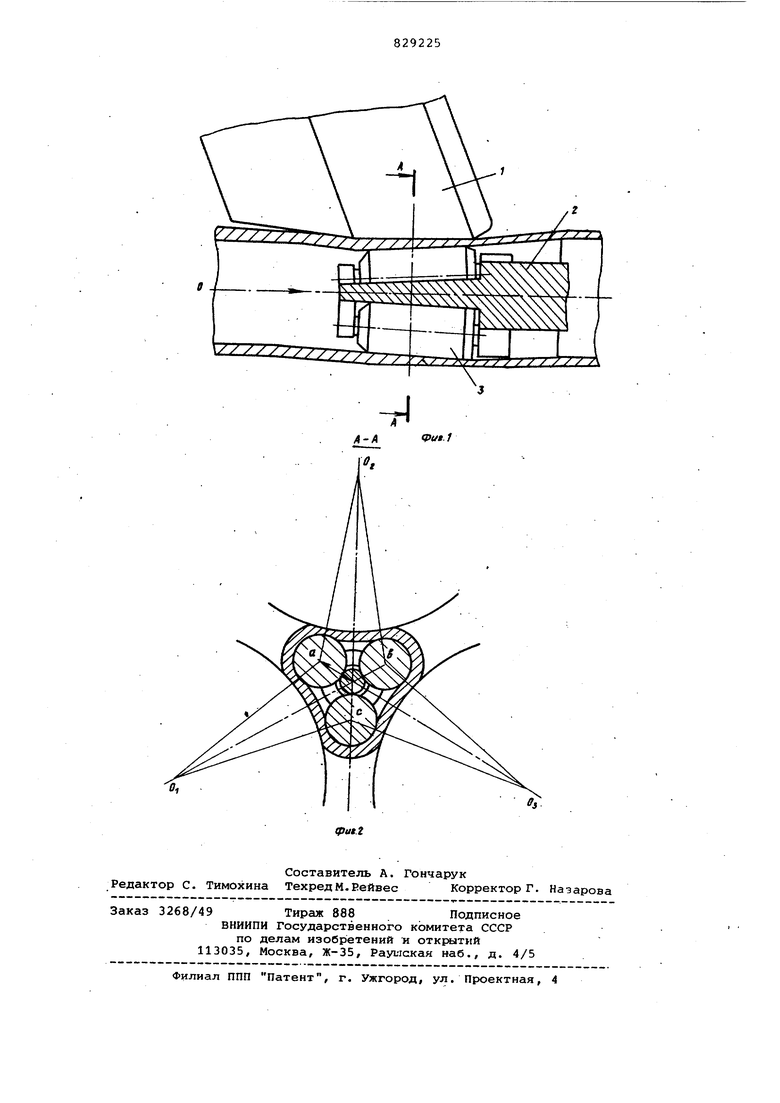
На фиг, 1 схематически изображен технологический инструмент; на фиг.2сечение А-А на фиг. 1.
Технологический инструмент включает три валка 1 и оправку 2 с коническими роликами 3. Перед раскаткой конические ролики 3 устанавливают в межвалковых промежутках на одинаковом расстоянии от оси оправки 2 и от осей прилежащих валков 1, т.е. отрезок 02.Ь ОзЬ и аО ЬО сО. Оси роликов устанавливают на расстоянии от оси оправки, составляющем 1,18-2,0 радиуса ролика. В этом положении осуществляют раскатку трубы.
В процессе раскатки профиль трубы приобретает треугольную форму, которая округляется на выходе из валков, так как выбранная величина смещения оси роликов от оси оправки обеспечивает овализацию профиля в очаге деформации не более 30%.
Использование предлагаемого технологического инструмента позволяет
повысить точность тонкостенных труб путем увеличения цикличности.деформации в два раза, на 10-30%.
Пример. Раскатка труб на трехвалковом стане обеспечивает с согласно ГОСТ 8732-78 на трубы стальные бесшовные общего назначения -с D/S 12,5 допуск по толщине стенки, составляющий 25%.
При раскатке трубы 150x8 мм с D/S 18,7 из гильзы 100x10 мм с D/S 10 ролики оправки устанавливают в межвалковых промежутках на одинаковом расстоянии от осей прилежащих валков, при этом смещение оси ролика от оси оправки в сечении выхода из валков составляет 80 мм. Это обеспечивает уменьшение разностенности прокатываемых труб и позволяет снизить допуск по толщине стенки до 20%.
Предлагаемый технологический инструмент может быть внедрен без дополнительных затрат на модернизацию оборудования.
Формула изобретения
Технологический инструмент раскатного стана, включающий три валка, расположенные по кругу и развернутые на углы подачи и раскатки, и оправку с тремя коническими роликами, установленную по центру калибра, образованного валками, отличающийс я тем, что, с целью снижения разнотолщинности тонкостенных труб путем увеличения цикличности деформации, конические ролики оправки размещены в межвалковых промежутках симметрично относительно валков.
Источники информации, принятие во внимание при экспертизе
1.Кодрон К. Горячая обработка металлов, МАКИЗ, 1929, с.226.
2.Авторское свидетельство СССР № 145514,-кл В 21 В 19/02, 1962.

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Технологический инструмент трехвалкового стана | 1986 |
|
SU1359029A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Способ раскатки длинномерных гильз | 1980 |
|
SU925450A1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| Технологический инструмент стана винтовой прокатки | 1986 |
|
SU1404129A1 |
| Способ производства труб | 1976 |
|
SU647024A1 |
| Способ винтовой раскатки труб | 1977 |
|
SU679266A1 |