1
Изобретение относится к сварке, конкретнее к способам повышения усталостной прочности сварных соединений крупногабаритны.х листовых конструкций, работающих в условиях повторно-статических нагружений.
Известен способ повышения усталостной прочности сварных соединений путем проведения упрочняющей обработки, обеспечивающей интенсивную пластическую деформацию поверхностных слоев металла.
Предлагаемый способ отличается тем, ч го на поверхность листов, прилегающую к свариваемым кромкам, производят предварительную наплавку, которая является частью усиления будущего сварного шва. Окончательную сварку стыкового шва производят после упрочняющей обработки околошовной зоны п прилегающей к ней части шва, образованной предварительной наплавкой.
Кроме того, упрочняющую обработку производят методом холодной прокатки между двумя ролпками или путем чеканки, или путем дробеструйного наклепа.
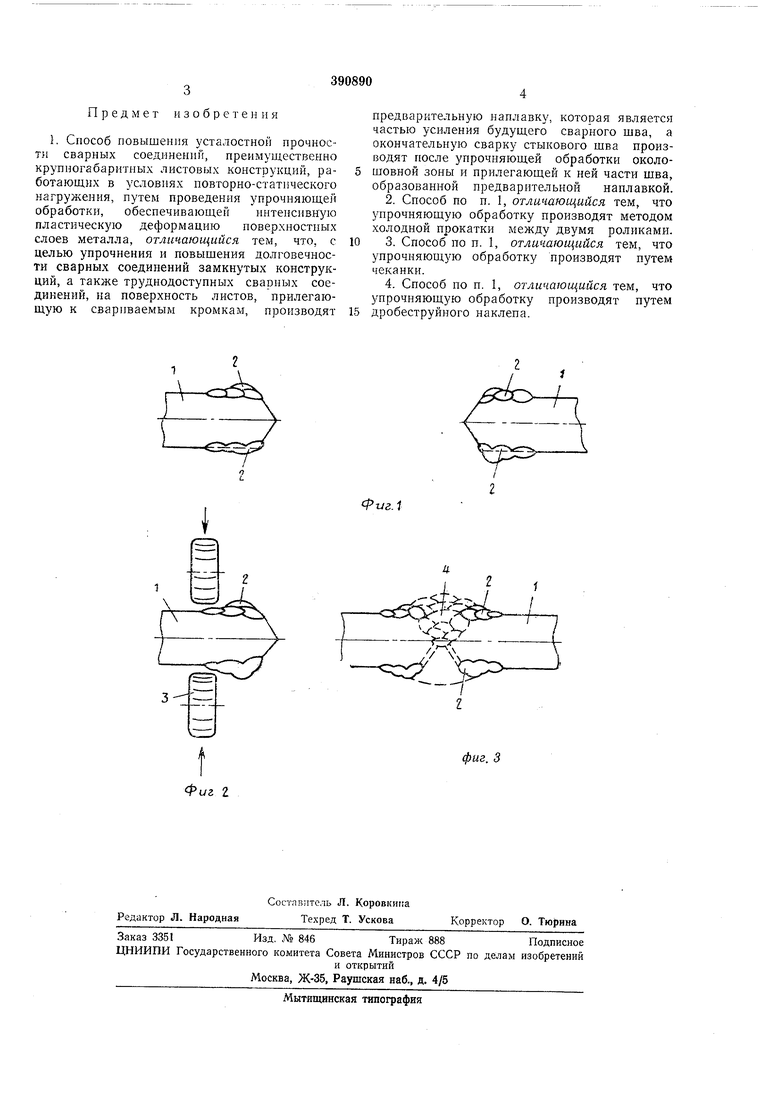
Это повышает усталостную прочность .и долговечность сварных соединений крупногабаритных замкнутых конструкций, а также швов, отстоящих иа значительном расстояиии от края конструкции, где затруднен доступ оборудования для проведения механической обработки внешних и внутренних поверхностных слоев металла шва и околощовной зоны. На фиг. 1 представлена схема предварительиой наплавки на поверхность листов, прилегающую к свариваемым кромкам; на фиг. 2-схема прокатки околошовной зоны и прилегающей к ней части шва между узкими ролпками; на фиг. 3-схема выполнения сварного соединения в целом.
Сварка по предлагаемому способу с упоочнением методом холодной прокатки производится следующим образом.
На поверхность соедипяемых листов / нч определенном расстоянии от кромок производится наплавка слоев 2. Затем околошовкая зона и прилегающая к ней часть шва подвергается прокатке между роликами 5 при давлени1, достаточном для уменьшения концентрации напряжений, создания наклепа и блбгоприятного распределения сжимаюиизх напрчьчепий.
Затем производится окончательная сборка и сварка стыка соединяемых деталей конструкции.
При этом во избежаиие разупрочнения предварительио наклепанных зон сварного соединения окончательную сварку стыкового шва, особенно часть 4 усиления вблизи наклепанных зон, выполняют при малой погонной
энергии сварки.
Предмет изобретения
1. Способ повышения усталостной прочности сварных соединений, преимуи1ественно крупногабаритных листовых конструкций, работающих в условиях повторно-статического нагружения, путем проведения упрочняющей обработки, обеспечивающей интенсивную пластическую деформацию поверхностных слоев металла, отличающийся тем, что, с целью упрочнения и повыщения долговечности сварных соединений замкнутых конструкций, а также труднодоступных сварных соединений, на поверхность листов, прилегающую к свариваемым кромкам, производят
предварительную наплавку, которая является частью усиления будущего сварного шва, а окончательную сварку стыкового щва производят после упрочняющей обработки околошовной зоны и прилегающей к ней части щва, образованной предварительной наплавкой.
2.Способ по п. 1, отличающийся тем, что упрочняющую обработку производят методом холодной прокатки между двумя роликами.
3.Способ по п. 1, отличающийся тем, что упрочняющую обработку производят путем чеканки.
4.Способ по п. 1, отличающийся тем, что упрочняющую обработку производят путем дробеструйного наклепа.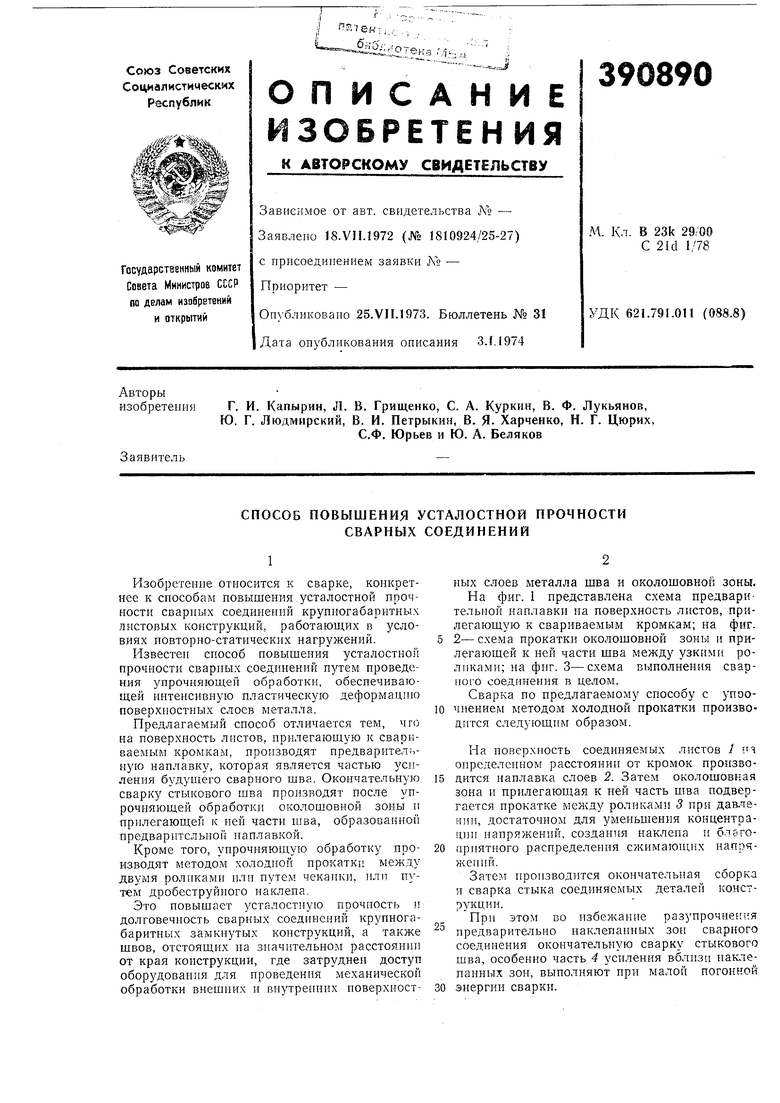
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU260759A1 |
| Способ изготовления сварных соединений | 1986 |
|
SU1389968A1 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИПАТЕНТШ-]1Х^:л'Т .-•?!БИБЛИО--'КЛ I | 1970 |
|
SU264566A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| ЭЛЕКТРОДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1972 |
|
SU349538A1 |
| БИМЕТАЛЛИЧЕСКИЙ СТАЛЬНОЙ ПАКЕТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2234400C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| ПОЛУАВТОМАТ ДЛЯ СВАРКИВСЕСО:О2НАЯ'• •т^ц-'i-n vrW>&">&T-5|;.:1;;паи^-.1ш%^1 БИБЛИОТЕКА | 1970 |
|
SU270150A1 |
(fue.l
Фиг г
