Изобретение относится к прокатному производству и может быть исполь- зс5вано при прокатке сортовых профилей.
Целью изобретения является увеличение производительности прокатного стана путем снизкения величины углов захвата при прокатке.
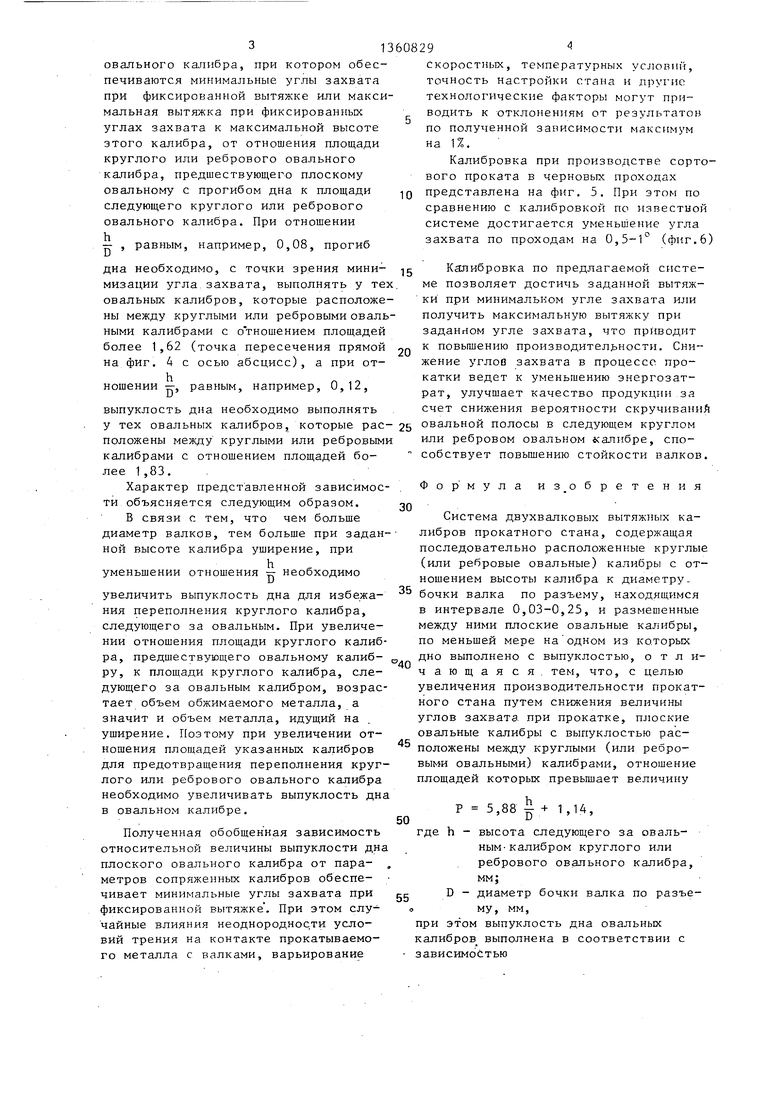
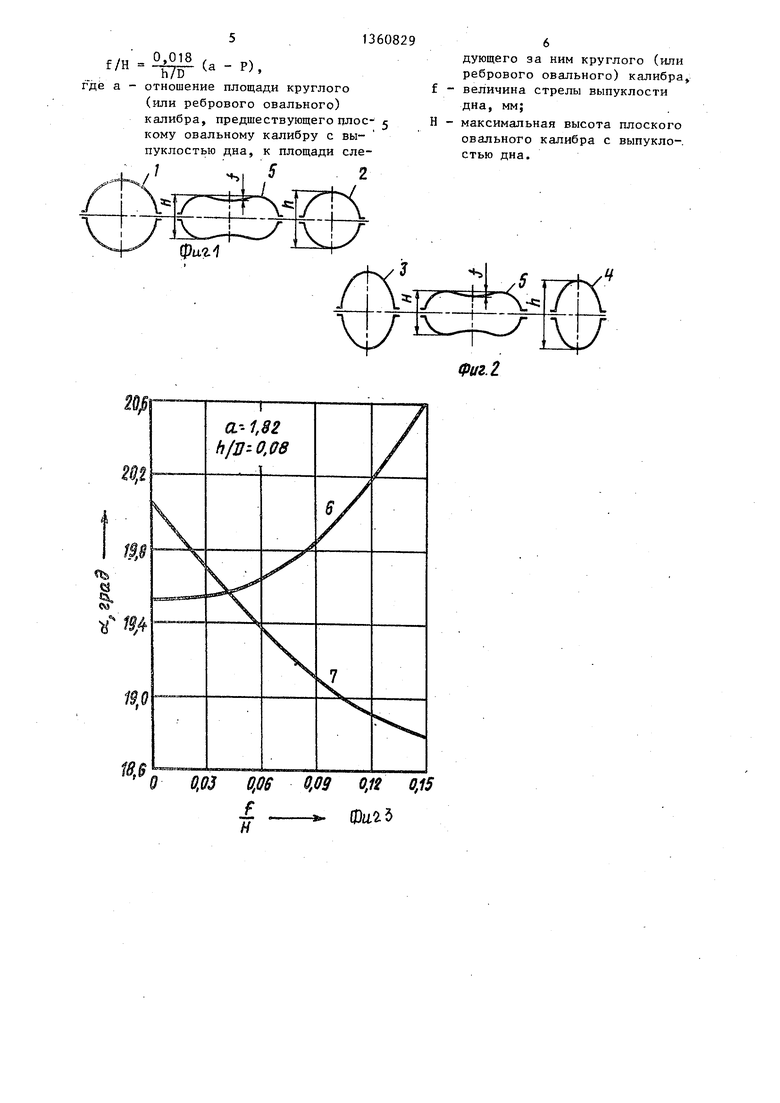
На фиг. 1 показана система вытяжных калибров, состоящая из круглых и овальных калибров; на фиг. 2 - система вытяжных калибров, состоящая из oBajtbHbtx и ребровык овальных калуб- ров; на фиг. 3 - зависимости, углов захвата с в овальном калибре (кривая 6) и в круглом калибре, следующем за овсшьным (кривая 7) от относительной
выпуклости дна плоского овального ка- 20 Р деформируют в следующем либра; на фиг, 4 - зависимость опти- круглом 2 или ребровом овальном 4 ка- мальной выпуклости дна плоского овального калибра (ось ординат) от различных параметров смежных калибров; на фиг. 5 - схема калибровки по предлалибре и т.д.
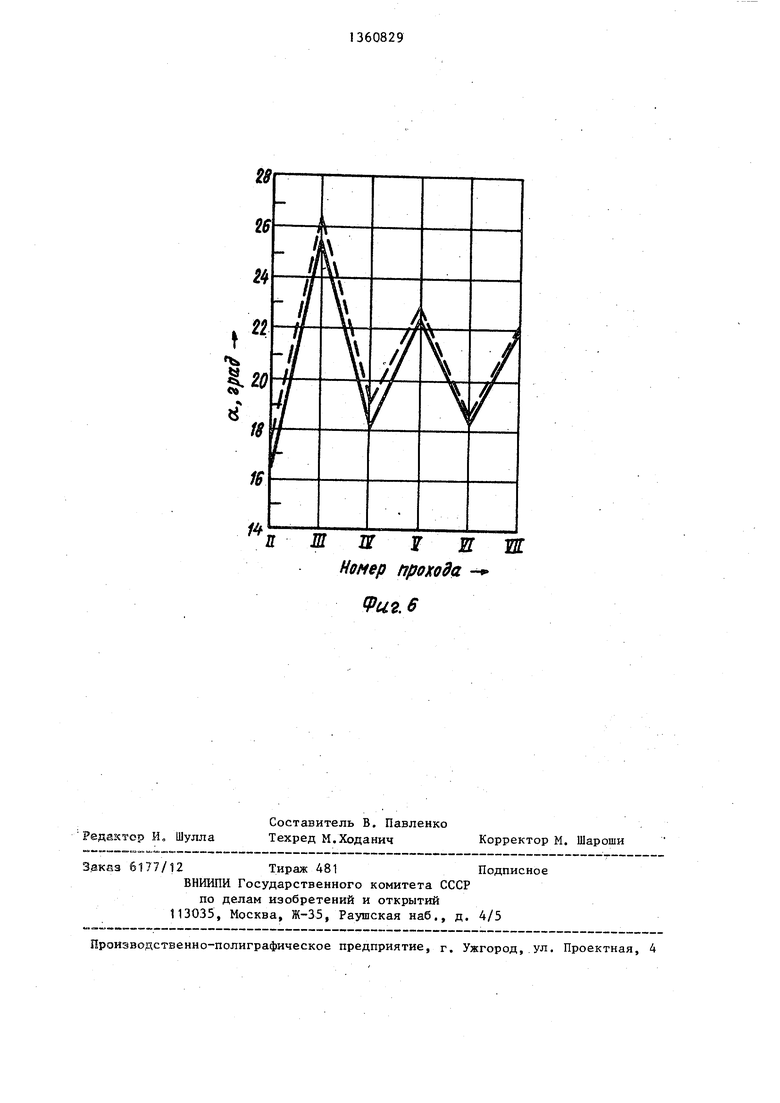
При формоизменении металла при прокатке по системе круг - овал - 25 круг при увеличении величины выпукгаемой Системе; на фиг. 6 - график изменения угла захвата по проходам при использовании калибровки согласно известной (пунктир) и предлагаемой (сплошная линия) системам.
Система вытяжных калибров состоит из чередующихся круглых 1 и 2 или ребровых овальных 3 и 4 калибров и плоских овальных калибров 5, по мень- „с шей мере один из которых имеет выпуклость дна, причем число калибров неограничено. Калибры, входящие в систему, выполнены с соблюдением следующих условий,. Плоский овальный ка- 40 либр 5 с максимальной высотой Н,расположенный между круглыми или ребровыми овальными калибрами, в случае, если отношение площади предыдущего
лостью дна увеличивается простор для уширения при прокатке овальной полосы в круглом калибре. Исходя из этого, при неизменной вытяжке и заполнении можно уменьшить угол захвата в круглом калибре за счет увеличения ширины и уменьшения высоты раската, входящего в кругльй калибр(фиг. 3, кривая 7). .
При увеличении выпуклости дна овального калибра увеличивается абсолютное обжатие при прокатке круглой полосы в овальном калибре и, следовательно, увеличивается угол захвата в овальном калибре (фиг. 3, кривая 6). Отсюда следует, что существует такой прогиб дна овального калибра, который обеспечивает минимальные углы захвата при фиксированР 5,88 + 1,14,
калибра к площади последующего калиб- 45 ° вытяжке либо максимальную вытяж- ра больше величиныку при заданном угле захвата. В
связи с этим проверяют исследование влияния формы овального калибра 5 на величину углов захвата при прокатке. При этом форма овального калибра описывается безразмерными параметрами, в качестве которых используют отношение ширины овального калибра
где h - высота следующего за овальным калибром круглого или ребрового овального калибра; диаметр бочки вала по разъему, имеет выпуклость дна, величина которого соответствует зависимости
50
D 55
к его высоте .и отношению величины выпуклостью дна к максимальной высоте овального калибра.
L °д° (а h/D
где а - отношение площади круглого (или ребрового овального 3) калибра 1, предшествующего плоскому овальному калибру 5 с выпуклостью дна к площади следующего круглого (или ребрового овального 4) калибра 2; f - величина стрелы выпуклости дна;
Н - максимальная высота плоского овального калибра с выпуклостью дна.
Система работает следующим образом. Раскат, получаемый в предьщущем овальному калибру 5 круглом 1 или ребровом овальном 3 калибре, кантуют на 90° и деформируют в овальном калибре 5. Полученный раскат кантуют
20 Р деформируют в следующем круглом 2 или ребровом овальном 4 ка
либре и т.д.
При формоизменении металла при прокатке по системе круг - овал - 25 круг при увеличении величины выпук0
с 0
лостью дна увеличивается простор для уширения при прокатке овальной полосы в круглом калибре. Исходя из этого, при неизменной вытяжке и заполнении можно уменьшить угол захвата в круглом калибре за счет увеличения ширины и уменьшения высоты раската, входящего в кругльй калибр(фиг. 3, кривая 7). .
При увеличении выпуклости дна овального калибра увеличивается абсолютное обжатие при прокатке круглой полосы в овальном калибре и, следовательно, увеличивается угол захвата в овальном калибре (фиг. 3, кривая 6). Отсюда следует, что существует такой прогиб дна овального калибра, который обеспечивает минимальные углы захвата при фиксирован50
55
к его высоте .и отношению величины выпуклостью дна к максимальной высоте овального калибра.
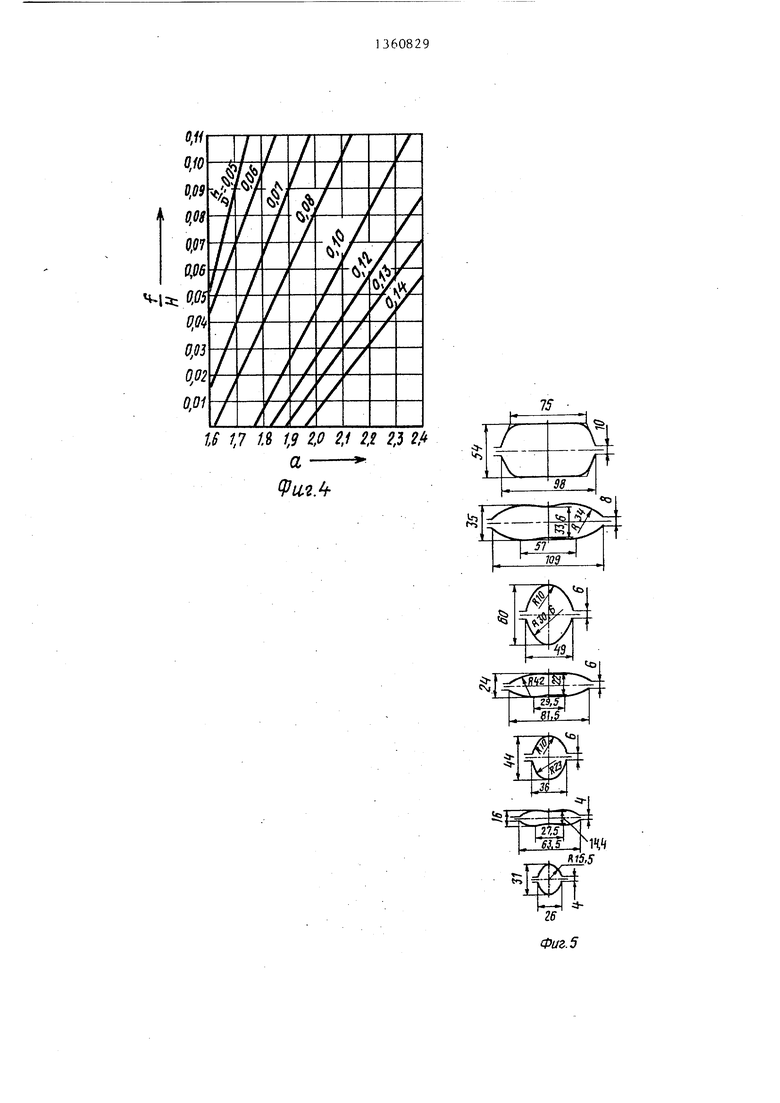
Результаты иссл:едований (фиг. 4) представлены зависимостью отношения величины выпуклости Дна плоского
овального капнбра, при котором обеспечиваются минимальные углы захвата при фиксированной вытяжке или максимальная вытяжка при фиксированных углах захвата к максимальной высоте этого калибра, от отношения площади круглого или ребрового овального ка.пибра, предшествующего плоскому овальному с прогибом дна к площади следующего круглого или ребрового овального калибра. При отношении h D
дна необходимо, с точки зрения минимизации угла,захвата, выполнять у тех овальных калибров, которые расположены между круглыми или ребровыми овальными калибрами с отношением площадей более 1,62 (точка пересечения прямой на фиг. 4 с осью абсцисс), а при отношении -, равным, например, 0,12, выпуклость дна необходимо выполнять
равным, например, 0,08, прогиб
собствует повьшению стойкости валков
у тех овальных калибров, которые рас- 25 овальной полосы в следующем круглом положены между круглыми или ребровыми или ребровом овальном «салибре, спо- калибрами с отношением площадей более 1,83.
Характер представленной зависимости объясняется следующим образом.
В связи с тем, что чем больше диаметр валков, тем больше при заданФор мула из обретения
30
Система двухвалковых вытяжных калибров прокатного стана, содержащая последовательно расположенные круглы (или ребровые овальные) калибры с от ношением высоты калибра к диаметру- бочки валка по разъему, находящимся в интервале 0,03-0,25, и размешенные между ними плоские овальные калибры, по меньшей мере на одном из которых дно выполнено с выпуклостью, отли чающаяся, тем, что, с целью увеличения производительности прокат ного стана путем снижения величины углов захвата, при прокатке, плоские овальные калибры с выпуклостью рас- положены между круглыми (или ребровыми овальными) калибрами, отношение площадей которых превышает величину
ной высоте калибра уширение, при
h уменьшении отношения р- необходимо
увеличить выпуклость дна для избежания переполнения круглого калибра, следующего за овальным. При увеличении отношения площади круглого калибра, предшествующего овальному калиб- ру, к площади круглого калибра, следующего за овальным калибром, возрастает объем обжимаемого металла, а значит и объем металла, идущий на уширение. Поэтому при увеличении отношения площадей указанных калибров для предотвращения переполнения круглого или ребрового овального калибра необходимо увеличивать выпуклость дна в овальном калибре.
Полученная обобщенная зависимость относительной величины выпуклости дна плоского овального калибра от пара- метров сопряженных калибров обеспечивает минимальные углы захвата при фиксированной вытяжке. При этом случайные влияния неоднородности условий трения на контакте прокатываемого металла с Всялками, варьирование
скоростных, температурных условий, точность настройки стана и другие технологические факторы могут приводить к отклонениям от результатов Ь„
по полученной зависимости максимум
на 1%.
Калибровка при производстве сортового проката в черновых проходах Q представлена на фиг. 5. При этом по сравнению с калибровкой по известной системе достигается уменьшение угла захвата по проходам на 0,5-1° (фиг.6)
Калибровка по предлагаемой системе позволяет достичь заданной вытяжки при минимальном угле захвата или получить максимальную вытяжку при заданном угле захвата, что приводит к повышению производительности. Снижение углов захвата в процессе прокатки ведет к уменьшению энергозатрат, улучшает качество продукции за счет снижения вероятности скручиваний
5
0
собствует повьшению стойкости валков.
5 овальной полосы в следующем круглом или ребровом овальном «салибре, спо-
овальной полосы в следующем круглом или ребровом овальном «салибре, спо-
Фор мула из обретения
Система двухвалковых вытяжных калибров прокатного стана, содержащая последовательно расположенные круглые (или ребровые овальные) калибры с отношением высоты калибра к диаметру- бочки валка по разъему, находящимся в интервале 0,03-0,25, и размешенные между ними плоские овальные калибры, по меньшей мере на одном из которых дно выполнено с выпуклостью, отличающаяся, тем, что, с целью увеличения производительности прокатного стана путем снижения величины углов захвата, при прокатке, плоские овальные калибры с выпуклостью рас- положены между круглыми (или ребровыми овальными) калибрами, отношение площадей которых превышает величину
50
55
Р 5,88 + 1,14,
где h - высота следующего за овальным- калибром круглого или ребрового овального калибра, мм;
D - диаметр бочки валка по разъе- о му, мм,
при этом выпуклость дна овальных калибров выполнена в соответствии с зависимостью
0,018
(a - P),
отношение площади круглого f - (или ребрового овального) калибра, предшествующего цлос- j Н - кому овальному калибру с выпуклостью дна, к площади следующего за ним круглого (или ребрового овального) калибра, величина стрелы выпуклости дна, мм;
максимальная высота плоского овального калибра с выпуклостью дна.
Фиг. 2
а--1.82 h/и-0.08
I / ;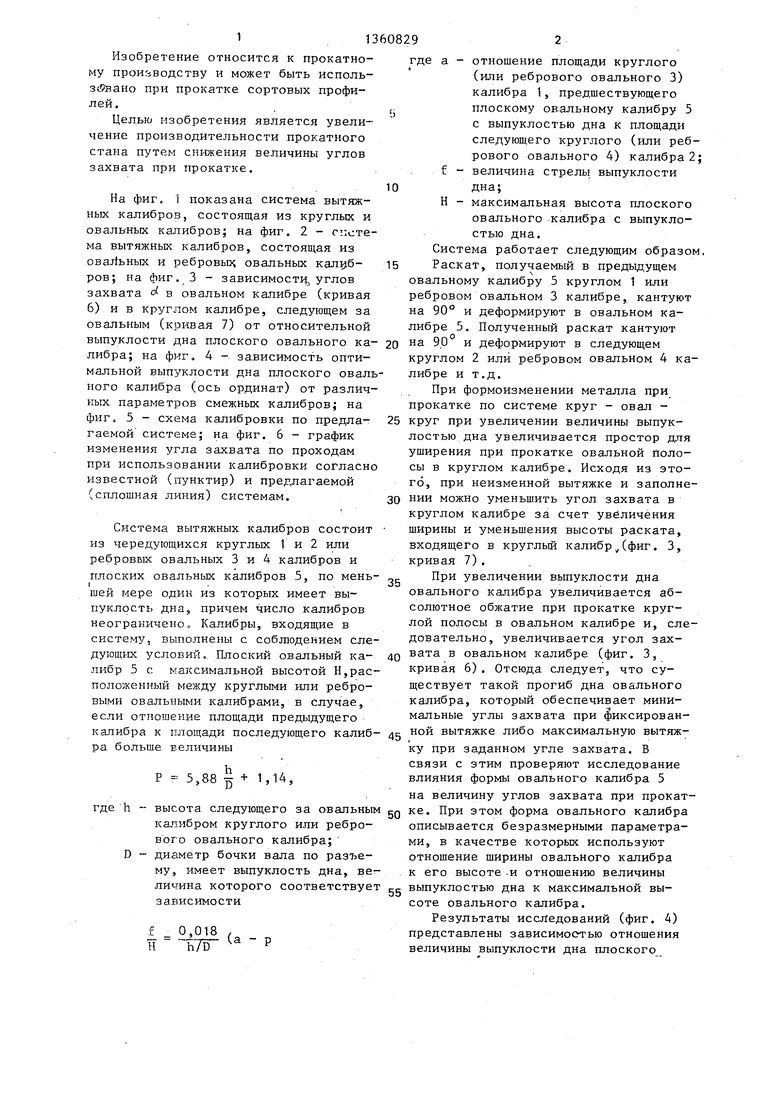
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке сортовых профилей. Цель изобретения.- снижение величины углов захвата при прокатке. Система вытяжных калибров состоит из чередующихся круглых или ребровых овальных калибров, между которыми расположены плоские овальные калибры с выпуклостью дна. При этом относительная вьшуклость дна определяется зависимостью от параметров сопряженных калибров. Снижение величины углов захвата достигается определением условий рационального распределе- ; НИН деформации между калибрами, устанавливакщих получение минимально возможных углов захвата. 6 ил. § (Л со о: о оо to CD
О 0.03 OftS 0.09 ОД 0.15 , фагЬ
и 1,7 /.8 1.9 2.0 2,1 2.2 2,5 2.
fpu.
Ш И УЖ Номер прохода fPu2,6
П
Редактор И Шулла
Составитель В. Павленко Техред М.Ходанич
Заказ 6177/12 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород,.УЛ. Проектная, 4
Корректор М. Шароши
| Сталь, 1980, № 11, с | |||
| Приспособление заменяющее сигнальную веревку | 1921 |
|
SU989A1 |
| Бахтино.в В.Б | |||
| Технология прокатного производства | |||
| - М.: Металлургия, 1983, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
