113
Изобретение относится к трубопрокатному производству и может быть использовано, в частности, на станах холодной прокатки труб для уравновешивания сил инерции возвратно-поступательного перемещения рабочей клети.
Целью изобретения является повьше- ние надежности и долговечности работы.
На чертеже представлено пневматическое уравновешивающее устройство. Устройство включает два силовых разгружателя, выполненных в виде пневмоцилиндра 1 с поршнем 2, связанным посредством штока 3 с рабочей клетью 4. Со стороны рабочей клети каждый пневмоцилиндр закрыт передней крышкой 5, предназначенной для фиксации пакета браслетных уплотнений 6 и направляющей втулки 7. В передней крышке пневмоцилиндра имеется расточка для установки сальниковой набивки 8. Упоры 9, снабженные отверстиями для прохода штоков, неподвижно закреплены. На каждом штоке между упором и пневкоцилиндром установлена сальниковая обойма 10. Сальниковая обойма имеет возможность воз вратно-поступательно перемещаться по поверхности своего штока и пред- ставляет собой пакет манжет из мас- лостойкой резины, плотно охватывающих шток,
Устройство работает следующим образом.
В процессе прокатки рабочая клеть 4 и связанные с ней посредством штоков 3 поршни 2 совершают возвратно- поступательные движения в пределах заданного хода Н. Наружная поверхность той части штоков, которая в процессе прокатки оказывается между рабочей клетью и упорами 9 забрызгивается технологической эмульсией, подаваемой в очаг деформации, и маслами, которыми смазываются трубная заготовка и механизмы рабочей клети. При этом отработанная технологическая эмульсия и масла содержат большое количество различных механически примесей. Кроме того, эти участки nsTOKOB покрываются грязью, состоящей из мелкодисперсной металлической пы- ли, которой изобилует наружная по- ,верхность трубной заготовки. При движении рабочей клети от крайней левой точки своего хода вправо сальни
0
5
5 0
g
ковые обоймы 10 совместно со штоками 3, сохраняя относительно последних неподвижность, перемещаются от упоров 9 к пневмоцилиндрам 1. В этот период сальниковые обоймы 10 служат препятствием движущимся с большой скоростью вправо вдоль поверхности штоков каплям технологической эмуль- 0 сии, масла, грязи, содержащим различные механические примеси, и отсекают их от пневмоцилиндров. С момента контакта с передними крышками 5 пневмоцилиндров совместное движение сальниковых обойм и штоков прекращается/ сальниковые обоймы остаются неподвижными относительно пневмоцилиндров, в то время как штоки продолжают перемещаться вправо до достижения рабочей клетью крайней правой точки своего хода. Тем самым с момента контакта с передними крьш1ками пневмоцилиндров.. и до конца хода рабочей клети вправо осуществляется относительное движение сальниковых обойм по поверхности штоков. Плотно охватывая штоки, резиновые манжеты, из которых состоят сальниковые обоймы, очищают в процессе относительногодвижения поверхность штоков от грязи, механических примесей, капель технологической эмульсии и масел, отсекая их от пневмоцилиндров непосредственно у передних крышек. При движении рабочей клети от крайней правой точки своего хода влево сальниковые обоймы совместно со штоками, сохраняя относительно последних неподвижность, перемещаются от пневмоцилиндров к упорам 9. В этот период сальниковые обоймы также служат препятствием,продолжающим двигаться по инерции вправо грязи, каплям технологической эмульсии и масел, отсекая их от пневмоцилиндров. С момента контакта с упорами совместное движение сальниковых обойм и штоков прекращается. Сальниковые обоймы останавливаются и остаются неподвижными относительно упоров, в то время как штоки продолжают перемещаться влево до достижения рабочей клетью крайней левой точки своего хода.
Таким образом, независимо от направления движения рабочей клети на протяжении всего ее хода сальниковые обоймы выполняют функции эффективных отсекателей, которые обеспечивают поступление штоков внутрь пневмоцилинд35
40
45
50
ров с зеркально чистой сухой поверхностью. При этом в отличии от сальниковых набивок, которые устанавливаются в передних крышках пневмоцилинд- ров, сальниковые обоймы не подвергаются интенсивному износу и не работают в условиях повышенных температур. Это достигается за счет того, что сальниковые обоймы на протяжении боль шей части хода рабочей клети Н движутся вместе со штоками. Лишь в крайних точках своего хода при контакте с упорами 9 и крьшками 5 пневмоцилинд ров 1 происходит перемещение сальни- ковых обойм вдоль штоков.
Таким образом, чем больший отрезок хода рабочей клети. Н сальниковые обоймы двигаются совместно со штоками, оставаясь относительно них неподвиж- ными, и чем меньше величина относительного перемещения сальниковых обойм по поверхности штоков, тем меньшему износу подвергаются сальниковые обоймы. Оптимальным с точки зрения соб- людения таких-условий является случай когда пневмоцилиндры находятся от упоров на расстоянии, равном или превышающем сумму величин хода рабочей клети и ширины сальниковой обоймыЬ-(Н+Ь). При таком расположении пневмоцилинд- ров сальниковые обоймы остаются неподвижными относительно штоков на протяжении всего хода рабочей клети и необходимость в установке упоров от- падает. Однако чем дальше пневмо- цилиндр отстоит от рабочей клети, тем больше габариты стана по длине, тем большей прочности , а следовательно, и большего диаметра должны быть штоки пневмоцилиндров. Поэтому пневмоцилиндры располагают максимально близко к лобовине станины. На всех существующих станах ХПТ расстояние между пневмоцилиндрами и лобовиной станины не превьш1ает величины хода рабочей клети Н. В таких случаях не- обходимы упоры, которые останавливают сальниковые обоймы у лобовины станины, не позволяя им двигаться вмес- те со штоками за. лобовину станины в сторону рабочей клети. Условие установки упоров отражает аналитическая запись а Н+Ь. Упоры должны быть расположены как можно ближе к .лобовине. Это обеспечивает совмест- ное движение штоков и сальниковых обойм на максимально возможном отрезке хода рабочей клети. При этом важно, чтобы расстояние между упорами и пневмодилиндрами а превышало ширину сальниковых обойм Ь. Это условие в аналитической форме имеет вид Чем значительней расстояние между упорами и пневмоцилиндрами превышает ширину сальниковых обойм, тем меньше величина относительного перемещения сальниковых обойм вдоль што- ков, тем менее интенсивен их износ Если ширина сальниковых обойм близка по величине расстоянию между упорами и.пневмоцилиндрами, например b х а то сальниковые обоймы окажутся зажа- между упорами и передними крышками. Тем самым, практически на всем ходе рабочей клети осуществляется относительное перемещение сальниковых обойм вдоль штоков, что приводит к интенсивному износу резиновых манжет.
Таким образом, варьируя величинами а и Ь в пределах соотношения Ь а Н +Ь следует доживаться, чтобы расстояние между пневмоцилиндрами и упорами приближалось по величине к ходу.рабочей клети, а ширина сальниковых обойм была как можно меньшей. Величина относительного перемещения сальниковых обойм вдоль штоков должна быть в 5-7 раз меньше хода рабочей клети. Это примерно во столько же раз., уменьшает интенсивность износа сальниковых обойм по сравнению с сальниковыми набивками..С уменьшени- ем величины относительного перемещения сальниковых обойм вдоль штоков значительно уменьшается температура нагрева сальниковых обойм по сравнению с сальниковыми набивками. Кроме то- го, сальниковые обоймы хорошо охлаждаются в процессе движения за счет плообмена с окружающим воздухом.
Применение предлагаемого устройства позволяет увеличить срок службы его основных деталей и узлов по сравнению с известными в 2-5 раз в зависимости от типоразмера стана.
Формула изобретения
Пневматическое уравновешивающее устройство стана холодной прокатки труб, содержащее пневмоцилиндры с со- единитейьными элементами на штоках, о тли..ч ающе е ся тем, что, с целью повьш1ения надежности и долго513608326
вечности работы, оно снабжено ста- упора до корпуса цилиндра и установ- ционарными упорами с отверстями-для ленными на штоках вне корпуса цилинд- и сальниковыми обоймами име- ра с возможностью смещения вдоль што- ющими ширину меньше расстояния от ка.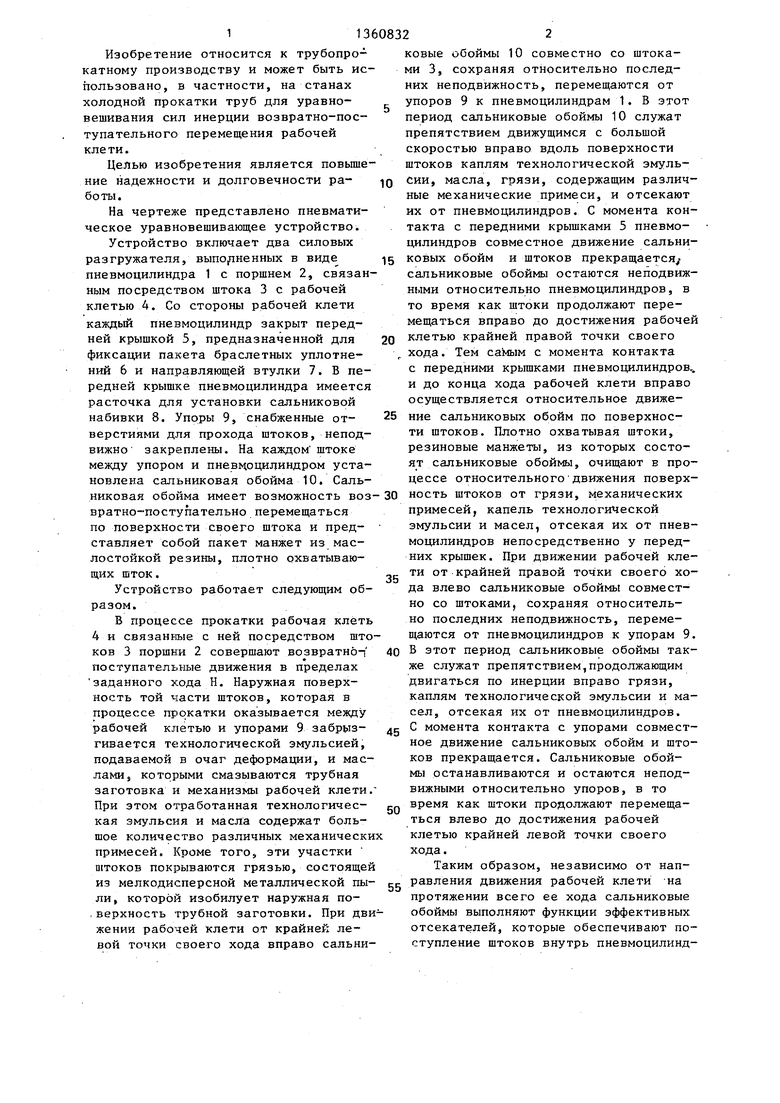
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки,вальцовки и сварки кузовов шахтных вагонеток | 1985 |
|
SU1306676A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Устройство для резки труб | 1980 |
|
SU979036A1 |
| Устройство для прокатки изделий типа стакана | 1989 |
|
SU1791069A1 |
| Прокатно-ковочный стан | 1980 |
|
SU937067A1 |
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ РАБОЧИМИ ВАЛКАМИ | 2013 |
|
RU2613777C9 |
| Устройство для смены валков прокатной клети | 1980 |
|
SU995937A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
Изобретение относится к труПо--- прокатному производству и может быть использовано на станах холодной про-- катки труб для уравновешивания сил инерции возвратно-поступательного . перемещения рабочей клети. Целью изобретения является -повышение надежности и долговечности -работы. УстV У ройство содержит пневмоцилиндры 1 с поршнями 2, связанными штоком 3 с рабочей клетью 4. Между крышкой 5 п невмоцилиндра 1 с уплотнением 6, направляющей втулкой 7 и сальниковой набивкой 8, и неподвижным упором 9, на штоке установлена с возможностью перемещения сальниковая „обойма 10. Сальниковая обойма выполнена в виде пакета манжет из мас- лостойкой резины, плотно охватывающих шток. Она отсекает поток частиц технологической змульсии и масел, загрязненных механическими частицами, от штока и пневмоцилиндра. Б своих крайних положениях сальниковая обоймо удер; -иЕаясь от перемещения, очищает шток от металлических частиц, пыли, масел и технологической эмульсии. Беличина относительного перемещения сальниковой обоймы вдоль штока составляет 14-20% от величины хода клети. 1 ил. (О (Л со О5 о 00 оо to
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ СИЛ ИНЕРЦИИ | 0 |
|
SU298392A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления пластин для коллекторов электрических | 1931 |
|
SU26756A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
