11360850
Изобретение относится к обработке металлов давлением, в частности к .оборудованию профилегибочных станов при изготовлении гнутых профилей.
Целью изобретения является повышение качества профилей за счет уменьшения трения между направляющими проводками и профилем.
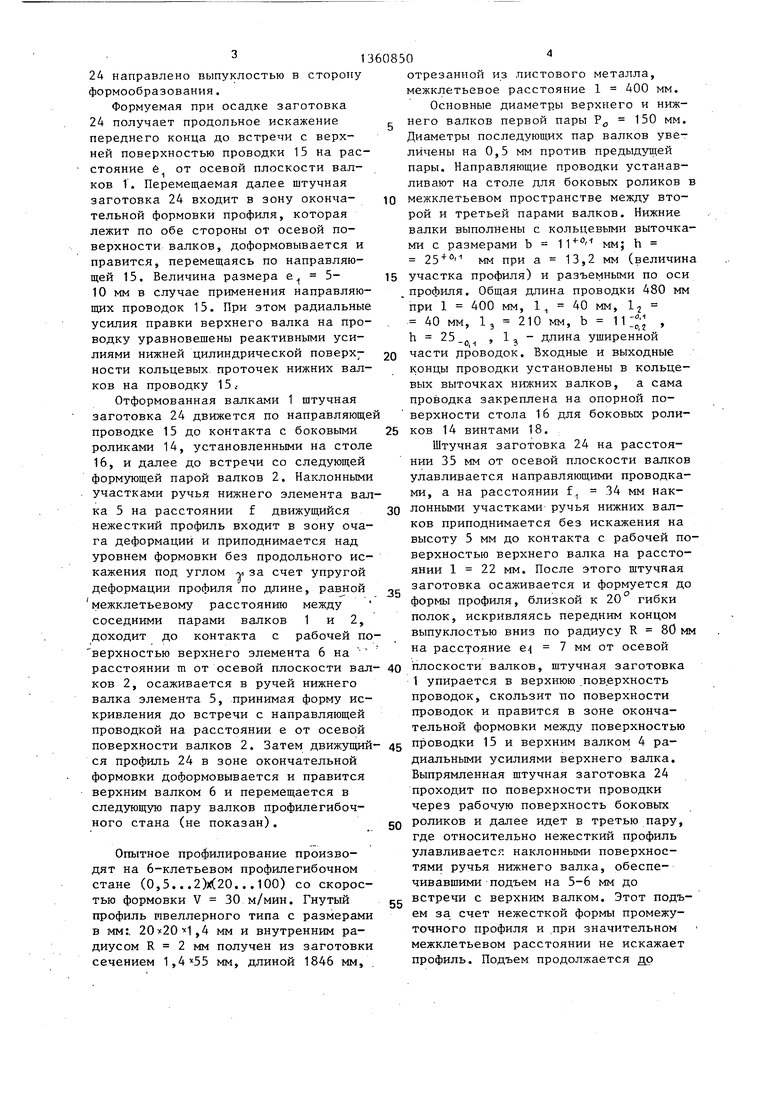
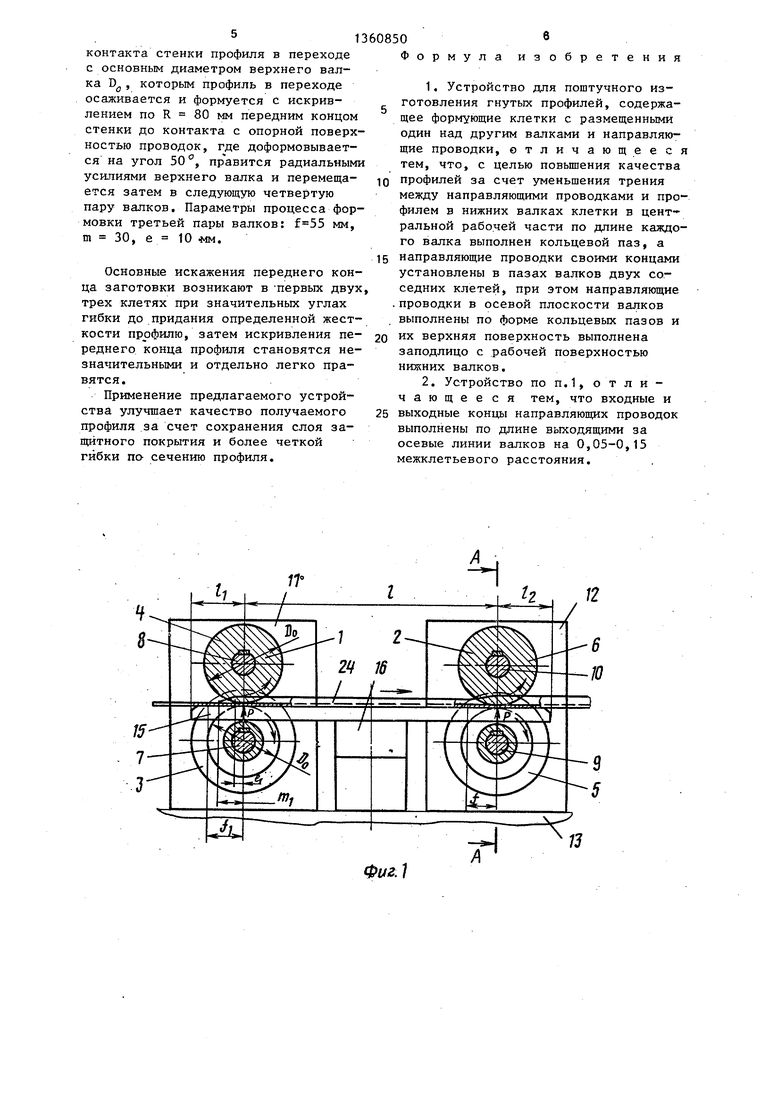
На фиг,1 схематично показано устройство для поштучного изготовления профилей; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема формс5вки входного конца-штучного профиля; на, фиг.4 - формующие клети с направляющими проводками.
Устройство содержит пары валков 1 и 2, состоящие из элементов 3-6, установленных в рабочих валах 7-10
10
разъемами по оси симметрии проточек, например, элемент 5 состоит из левого базового полувалка 21 и правого полувалка 22 с поверхностью 23 разъема.
Устройство устанавливают следующим образом.
Устанавливают сначала базовые полувалки 21 и верхние валки 4 6. Затем устанавливают на верхней поверхности столов 16 проводки 15, которые сначала вводят входными 19 и выходными 20 концами проводок 15 в кольцевые 15 проточки элементов 3 и 5, устанавливают боковые ролики 14 на оси ползунов .17, регулируют столы 16 по высоте и закрепляют проводки 15 винтами 18. Затем устанавливают правые полу30
соседних клетей 11 и 12, закрепленных 20 валки 22, после чего в валках регули- на станине 13, боковые ролики 14 и направляющие проводки 15, установленные на столах 16 боковых роликов 14. Боковые ролики 14 установлены на раздвижных ползунах 17, а направляющие проводки 15 закреплены винтами 18 к верхней поверхности столов 16. В каждом из валковых элементов 3 и 5 соседних пар валков 1 и 2 на участке профиля шириной и выполнен кольцевой паз шириной b и глубиной h. В эти пазы установлены входной 19 и выходной 20 концы проводок 15, т.е. концы 19 и 20 проводок 15 выполнены по форме сечения кольцевых проточек. Верхняя поверхность проводок 15 касательна к рабочей поверхности ручья нижних валковых элементов 3 и 5. Входные 19 и выходные 20 направляющие проводки выполнены выходящими на 0,05-0,15 межклетьевого расстояния 1. 1 - (0,05-0,15)1 - величина выходящей части входного конца проводки; (0,05-0,15)1 - величина выходящей части выходного конца проводки. Рабо- 45 контакта чая поверхность проводок может быть плоской или симметричной криволинейной. Длина проводки равна . Величина выступающих частей 1 . и 1 . должна б ыть больше величины jiaccTOH- ния от осевой плоскости валков до ловящей части нижнего валка f. Увеличение величины 1 и Ij мешает размещению в межклетьевом пространстве столов для боковьк роликов и др угого . вспомогательного инструмента.
Нижние элементы 3 и 5 для облегчения установки проводок 15 в проточке элементов 3 и 5 делают составными с
руют зазор в ручьях и валки закреп- ляют.
При изготовлении гнутых профилей в валках профилегибочного стана дви- 25 жущаяся штучная заготовка 24 входит в формовую пару валков 1 для выполнения заданного формообразования. Перед вхождением в формующую пару валков 1 штучная заготовка 24 улавливается направляющей проводкой 15, установленной в кольцевой паз нижнего элемента 3 с размером Ь, который меньше размера а основного участка профиля. Относительно участка профиля а вьшолняется формообразование получаемого профиля. Движущаяся штучная заготовка 24, перемещаясь по верхней поверхности проводки 15, встречается с наклонными участками ручья нижнего элемента 3 на рассто35
40
янии f от осевой плоскости валков 1, поднимается без искажения формы сечения заготовки за счет нежесткости заготовки над уровнем формовки до
с рабочей поверхностью верхнего элемента 4 на расстоянии m от осевой плоскости валков 1. Рабочим контуром верхнего элемента 4 движущаяся заготовка 24 фиксируется и осаживается на ручей нижнего Элемента 3. При осадке штучной заготовки происходит основное формообразование заготовок 24 в переходе в соответствии с размерами ручья валков 1. Практи- gg чески для нежестких профилей деформирование более точно протекает по схеме, изображенной на фиг.З В первоначальной стадии формообразования |ИСкажение переднего конца заготовки
50
разъемами по оси симметрии проточек, например, элемент 5 состоит из левого базового полувалка 21 и правого полувалка 22 с поверхностью 23 разъема.
Устройство устанавливают следующим образом.
Устанавливают сначала базовые полувалки 21 и верхние валки 4 6. Затем устанавливают на верхней поверхности столов 16 проводки 15, которые сначала вводят входными 19 и выходными 20 концами проводок 15 в кольцевые проточки элементов 3 и 5, устанавливают боковые ролики 14 на оси ползунов .17, регулируют столы 16 по высоте и закрепляют проводки 15 винтами 18. Затем устанавливают правые полу
валки 22, после чего в валках регули- контакта
руют зазор в ручьях и валки закреп- ляют.
При изготовлении гнутых профилей в валках профилегибочного стана дви- жущаяся штучная заготовка 24 входит в формовую пару валков 1 для выполнения заданного формообразования. Перед вхождением в формующую пару валков 1 штучная заготовка 24 улавливается направляющей проводкой 15, установленной в кольцевой паз нижнего элемента 3 с размером Ь, который меньше размера а основного участка профиля. Относительно участка профиля а вьшолняется формообразование получаемого профиля. Движущаяся штучная заготовка 24, перемещаясь по верхней поверхности проводки 15, встречается с наклонными участками ручья нижнего элемента 3 на рассто
валки 22, после чего в валках регули- контакта
янии f от осевой плоскости валков 1, поднимается без искажения формы сечения заготовки за счет нежесткости заготовки над уровнем формовки до
с рабочей поверхностью верхнего элемента 4 на расстоянии m от осевой плоскости валков 1. Рабочим контуром верхнего элемента 4 движущаяся заготовка 24 фиксируется и осаживается на ручей нижнего Элемента 3. При осадке штучной заготовки происходит основное формообразование заготовок 24 в переходе в соответствии с размерами ручья валков 1. Практи- чески для нежестких профилей деформирование более точно протекает по схеме, изображенной на фиг.З В первоначальной стадии формообразования |ИСкажение переднего конца заготовки
24 направлено выпуклостью в сторону формообразования.
Формуемая при осадке заготовка 24 получает продольное искажение переднего конца до встречи с верхней поверхностью проводки 15 на расстояние 6 от осевой плоскости валков 1. Перемещаемая далее штучная заготовка 24 входит в зону окончательной формовки профиля, которая лежит по обе стороны от осевой поверхности валков, доформовывается и правится, перемещаясь по направляющей 15. Величина размера а. 510 мм в случае применения направляющих проводок 15. При этом радиальные усилия правки верхнего валка на проводку уравновешены реактивными усилиями нижней цилиндрической поверх 20 мости кольцевых проточек нижних валков на проводку 15с
Отформованная валками 1 штучная заготовка 24 движется по направляющей проводке 15 до контакта с боковыми 25 роликами 14, установленными на столе 16, и далее до встречи со следующей формующей парой валков 2. Наклонными участками ручья нижнего элемента валка 5 на расстоянии f движущийся 30 нежесткий профиль входит в зону очага деформации и приподнимается над уровнем формовки без продольного искажения под углом лл за счет упругой деформации профиля по длине, равной .jg
межклетьевому расстоянию между соседними парами валков 1 и 2, доходит до контакта с рабочей по верхностью верхнего элемента 6 на расстоянии m от осевой плоскости вал- 40 ков 2, осаживается в ручей нижнего валка элемента 5, принимая форму искривления до встречи с направляющей проводкой на расстоянии е от осевой
Основные диаметры верхнего и ниж него валков первой пары Р 150 мм Диаметры последующих пар валков уве личены на 0,5 мм против предыдущей пары. Направляющие проводки устанав ливают на столе для боковых роликов межклетьевом пространстве между вто рой и третьей парами валков. Нижние валки выполнены с кольцевыми выточк ми с размерами b мм; h 25 ° мм при а 13,2 мм (величи участка профиля) и разъемными по ос профиля. Общая длина проводки 480 м при 1 400 мм, 1 40 мм, 1 40 мм, 1, 210 мм, b , h , длина уширенной части проводок. Входные и выходные концы проводки установлены в кольце вых выточках нижних валков, а сама проводка закреплена на опорной поверхности стола 16 для боковых роли ков 14 винтами 18.
Штучная заготовка 24 на расстоянии 35 мм от осевой плоскости валко улавливается направляющими проводка ми, а на расстоянии f 34 мм наклонными участками ручья нижних валков приподнимается без искажения на высоту 5 мм до контакта с рабочей п верхностью верхнего валка на рассто янии 1 22 мм. После этого штучная заготовка осаживается и формуется д формы профиля, близкой к 20 гибки полок, искривляясь передним концом выпуклостью вниз по радиусу R 80 м на расстояние е 7 мм от осевой
плоскости валков, штучная заготовка 1 упирается в верхнюю .поверхность проводок, скользит по поверхности проводок и правится в зоне окончательной формовки между поверхностью
поверхности валков 2. Затем движущий- 45 проводки 15 и верхним валком 4 рася профиль 24 в зоне окончательной формовки доформовывается и правится верхним валком 6 и перемещается в следзпощую пару валков профилегибочного стана (не показан).
Опытное профилирование производят на 6-клетьевом профилегибочном стане (0,5...2)х(20...100) со скоростью формовки V 30 м/мин. Гнутый профиль швеллерного типа с размерами в мм:. 20x20 1,4 мм и внутренним радиусом R 2 мм получен из заготовки сечением 1, мм, длиной 1846 мм, ,
50
55
диальными усилиями верхнего валка. Выпрямленная штучная заготовка 24 проходит по поверхности проводки через рабочую поверхность боковых роликов и далее идет в третью пару, где относительно нежесткий профиль улавливается наклонными поверхностями ручья нижнего валка, обеспечивавшими подъем на 5-6 мм до встречи с верхним валком. Этот подъ ем за счет нежесткой формы промежуточного профиля и при значительном межклетьевом расстоянии не искажает профиль. Подъем продолжается до
0
5
0
5 0 g
0
отрезанной из листового металла, межклетьевое расстояние 1 400 мм.
Основные диаметры верхнего и нижнего валков первой пары Р 150 мм. Диаметры последующих пар валков увеличены на 0,5 мм против предыдущей пары. Направляющие проводки устанавливают на столе для боковых роликов в межклетьевом пространстве между второй и третьей парами валков. Нижние валки выполнены с кольцевыми выточками с размерами b мм; h 25 ° мм при а 13,2 мм (величина участка профиля) и разъемными по оси профиля. Общая длина проводки 480 мм при 1 400 мм, 1 40 мм, 1 40 мм, 1, 210 мм, b , h , длина уширенной части проводок. Входные и выходные концы проводки установлены в кольцевых выточках нижних валков, а сама проводка закреплена на опорной поверхности стола 16 для боковых роликов 14 винтами 18.
Штучная заготовка 24 на расстоянии 35 мм от осевой плоскости валков улавливается направляющими проводками, а на расстоянии f 34 мм наклонными участками ручья нижних валков приподнимается без искажения на высоту 5 мм до контакта с рабочей поверхностью верхнего валка на расстоянии 1 22 мм. После этого штучная заготовка осаживается и формуется до формы профиля, близкой к 20 гибки полок, искривляясь передним концом выпуклостью вниз по радиусу R 80 мм на расстояние е 7 мм от осевой
плоскости валков, штучная заготовка 1 упирается в верхнюю .поверхность проводок, скользит по поверхности проводок и правится в зоне окончательной формовки между поверхностью
0
5
диальными усилиями верхнего валка. Выпрямленная штучная заготовка 24 проходит по поверхности проводки через рабочую поверхность боковых роликов и далее идет в третью пару, где относительно нежесткий профиль улавливается наклонными поверхностями ручья нижнего валка, обеспечивавшими подъем на 5-6 мм до встречи с верхним валком. Этот подъем за счет нежесткой формы промежуточного профиля и при значительном межклетьевом расстоянии не искажает профиль. Подъем продолжается до
контакта стенки профиля в переходе с основным диаметром верхнего валка D, которым профиль в переходе осаживается и формуется с искривлением по R 80 мм передним концом стенки до контакта с опорной поверхностью проводок, где доформовывает- ся на угол 50 °, правится радиальными усштиями верхнего валка и перемеща- ется затем в следующую четвертую пару валков. Параметры процесса формовки третьей пары валков: мм, m 30, е 10 «м.
Основные искажения переднего конца заготовки возникают в -первых двух трех клетях при значительных углах гибки до придания определенной жесткости профилю, затем искривления пе- реднего конца профиля становятся не- значительньми и отдельно легко правятся.
Применение предлагаемого устройства улучшает качество получаемого профиля за счет сохранения слоя за- пщтного покрытия и более четкой гибки па сечению профиля.
Формула изобретения
1.Устройство для поштучного изготовления гнутых профилей, содержащее формующие клетки с размещенными один над другим валками и направляющие проводки, отличающеес тем, что, с целью повьшения качества профилей за счет уменьшения трения между направляющими проводками и профилем в нижних валках клетки в центральной рабочей части по длине каждого валка выполнен кольцевой паз, а направляющие проводки своими концами установлены в пазах валков двух соседних клетей, при этом направляющие
.проводки в осевой плоскости валков выполнены по форме кольцевых пазов и их верхняя поверхность выполнена заподлицо с рабочей поверхностью нижних валков.
2.Устройство по П.1, от л и - чающееся тем, что входные и выходные концы направляющих проводок выполнены по длине выходящими за осевые линии валков на 0,05-0,15 межклетьевого расстояния.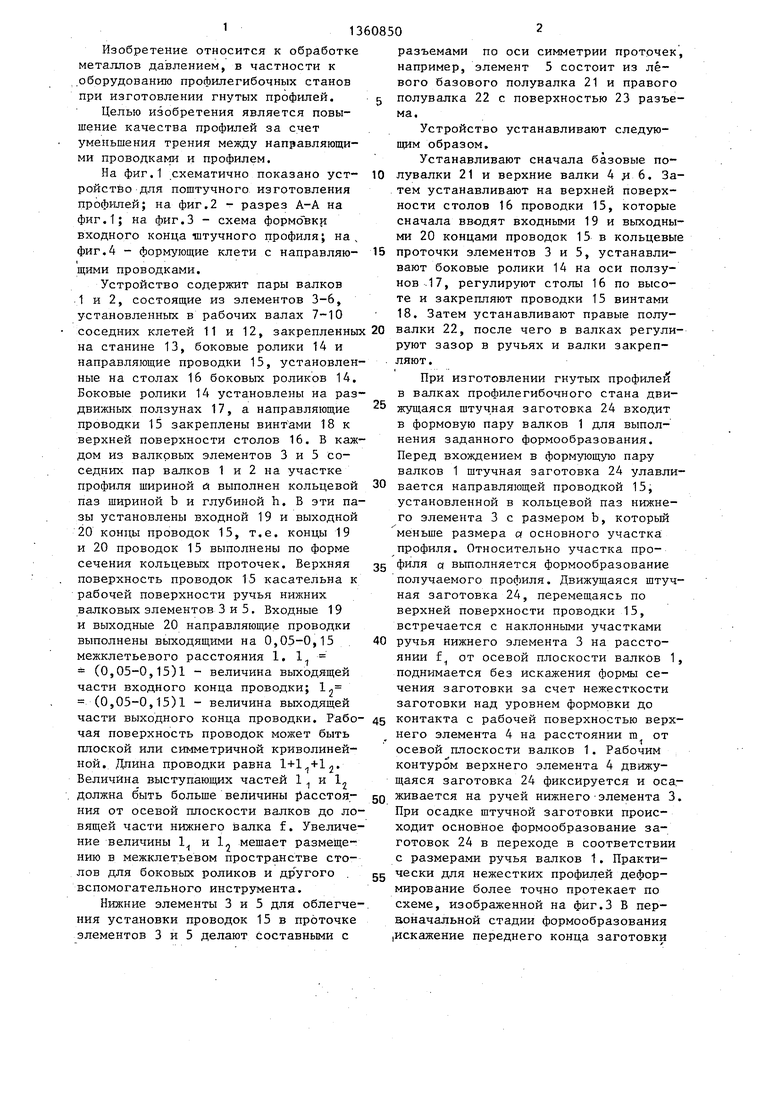
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1263386A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2005 |
|
RU2291014C2 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| Способ изготовления замкнутых профилей коробчатого типа | 1987 |
|
SU1498577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| ВАЛКИ ПЕРЕДНИХ КЛЕТЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА И СПОСОБ ФОРМОВКИ ПРОФИЛЯ В ТЕХНОЛОГИЧЕСКОМ ПЕРЕХОДЕ ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ КАРНИЗА | 2006 |
|
RU2317872C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию профилегибочных станов, и может быть использовано в металлургии при изготовлении гнутых профилей, в сельскохозяйственной и других отраслях машиностроения, Целью изобретения является повьш1ение качества профилей за счет уменьшения трения между направляюш 1ми проводками и профилем. Устройство содержит формующие клети с размеш,енными один над другим валками и направляюшд е проводки. В нижних валках соседних клетей выполнены кольцевые пазы в центральной части по длине валка. Направляющие проводки своими концами размещены в этих кольцевых пазах. Концы проводок выходят за осевые линии валков. Такое выполнение проводок позволяет сохранить покрытие профиля, например цинковое. При формовке профиля.одновременно с приложением формующих усилий к профилю в зоне окончательной формовки перпендикулярно его стенке прикладывают дополнительные реактивные усилия со стороны проводок, направленные в сторону подгибки полок. 1 з.п. ф-лы, 4 ил. i (Л оо О5 о QO ел
Фиг.1
Редактор О.Головач
Фиг.4
Составитель Л.Самохвалова Техред М.ХоданичКорректор С.Черни
Заказ 6178/13Тираж 731Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий. 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Способ изготовления гнутых про-филЕй пРОКАТА | 1977 |
|
SU795620A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
