Изобретение относится к станкостроению.
Целью изобретения является расширение технологических возможностей станка путем обеспечения разрезки кольцевых деталей после обработки их точением.
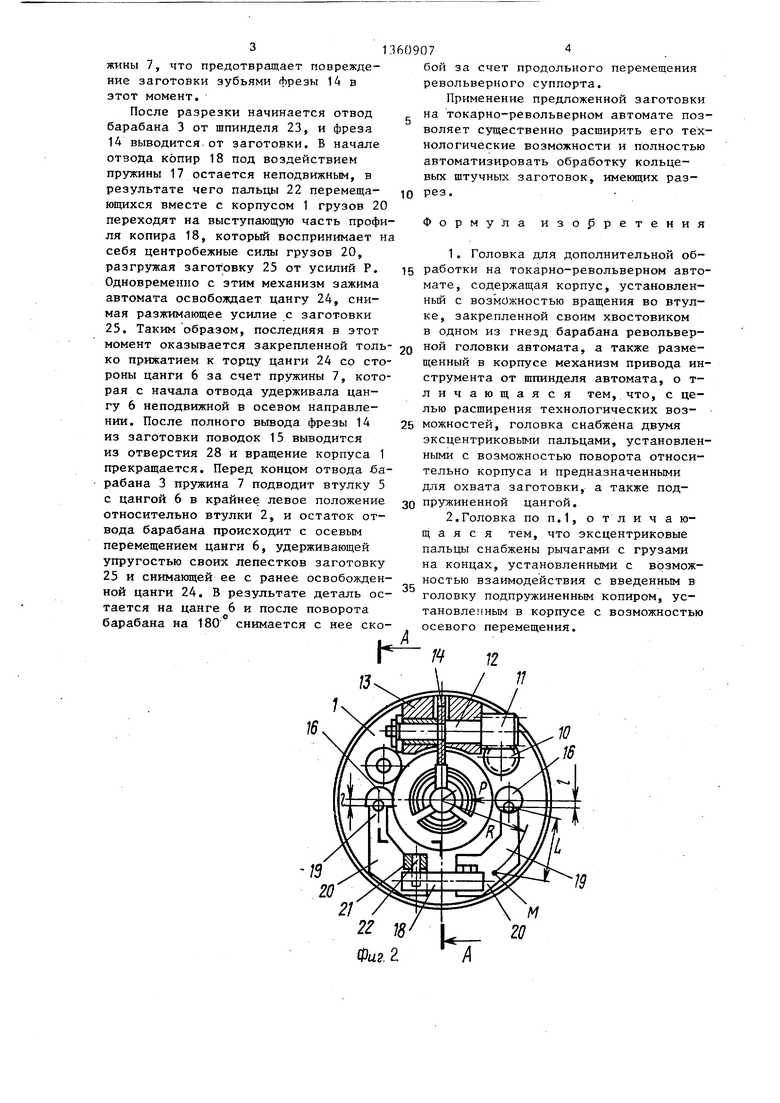
На фиг.1 изображена предлагаемая головка, продольный.разрез; на фиг.2 - вид на головку со стороны шпинделя станка; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез. Б-Б на фиг.З.
Головка содержит корпус 1, смонти рованный с возможностью вращения на втулке 2, закрепленной своим хвостовиком в револьверном барабане 3 автомата. Заодно с втулкой 2 выполнено зубчатое колесо 4. Внутри втулки 2 размещена с возможностью вращения и перемещения вдоль оси втулка 5, несущая цангу 6 и подпружиненная в осевом направлении пружиной 7, В корпусе 1 может вращаться вал 8,. имеющий венец 9, слепленный с колесом 4, и винтовой венец 10, который сопряжен винтовым колесом 11, выполненным заодно со шпинделем 12. Последний установлен с возможностью вращения в опорах 13 корпуса 1 и снабжен фрезой 14, В корпусе 1 установлен подпру- жиненньй, подвижный вдоль своей оси поводок 15, поворотные эксцентриковые пальцы 16 и подпружиненный пружиной 17 подвижный ВДОЛЬ оси Т-образный копир 18, смещенный в радиальном направлении относительно поводка 15о Пальцы 16 несут на себе рычаги 19 с грузами 20 на концах. Последние имеют выступы 21 с пальцами 22, взаимодействующими с копиром 18. Шпиндель 23 автомата содержит цангу 24 с обрабатываемой кольцевой штучной заготовкой 25, закрепленную упорной гайкой 26, имеющей выступ 27 и отверстие 28. Цанга 24 зажимает заготовку 25 изнутри.
Головка работает следующим образом.
После окончания токарной обработк кольцевой заготовки 25 револьверный барабан 3 поворачивается, выводя головку в рабочую позицию соосно вращающемуся шпинделю 23 и перемещается к последнему. При этом цанга 6 входит, сжимая свои лепестки, в центральное отверстие заготовки, упирается в торец последней, получает от не
0
g
вращение вместе с втулкой 5 и оста-г навливается в осевом направлении таким образом, что дальнейшее перемещение барабана 3 к шпинделю 23 сопровождается сжатием пружины 7, Затем поводок 15 входит в зону выступа 27 и сообщает от гайки 26 вращение корпуса 1 со скоростью шпинделя 23, а в дальнейшем проходит в отверстие 28. Корпус 1 обкатывает венец 9 вала 8 по неподвижному колесу 4 и тем самым сообщает планетарное вращение, которое через винтовой венец 10 и колесо 11 передается шпинделю 12 и фрезе 14. Одновременно при вращении корпуса 1 грузы 20 создают центробежную силу, которая через рычаги 19 стремится повернуть эксцентриковые пальцы 16 вокруг осей их цапф в корпусе 1. Указанный поворот в данный момент ограничивается взаимодействием пальцев 22 выступов 21 с выступающей частью внутреннего профиля копира 18.
5 В таком положении фреза 14 взаимодействует с заготовкой 25 и при продолжающейся подаче барабана 3 производит разрезку ее, проходя в прорезь цанги 24, причем пружина 7 продолжает сжиматься, увеличивая усилие прижима заготовки 25 к торцу цанги 24. Перед окончанием.разрезки передний торец копира 18 встречает гайку 26, и копир 18 останавливается при продолжающейся подаче барабана 3 и сжи5 мающейся пружине 17. Вследствие перемещения корпуса 1 пальцы 22 переходят ,на спад профиля копира 18, и под действием центробежной силы грузов 20 пальцы 16 получают дополнительный поворот вокруг осей своих цапф в корпусе 1, закрепляя дополнительно заготовку 25 на цанге 24 с двух сторон радиальным усилием
0
0
Р
е
де m - масса груза 20 и рычага 19; - угловая скорость вращения
шпинделя 23;
R т радиус расположения центра масс груза 20 и рычага 19; его расстояние от оси цапфы пальца 16; эксцентриситет пальца 16.
L При окончании разрезки заготовка 25 оказывается закрепленной силами Р и усилием максимального сжатия пружины 7, что предотвращает повреждение заготовки зубьями фрезы 14 в этот момент.
После разрезки начинается отвод барабана 3 от шпинделя 23, и фреза 14 выводится от заготовки. В начале отвода копир 18 под воздействием пружины 17 остается неподвижным, в результате чего пальцы 22 перемещающихся вместе с корпусом 1 грузов 20 переходят на выступающую часть профиля копира 18, который воспринимает на себя центробежные силы грузов 20, разгружая загот .овку 25 от усилий Р. Одновременно с этим механизм зажима автомата освобождает цангу 24, снимая разжимающее усилие с заготовки 25. Таким образом, последняя в этот момент оказьтается закрепленной только прижатием к торцу цанги 24 со стороны цанги 6 за счет пружины 7, которая с начала отвода удерживала цангу 6 неподвижной в осевом направлении. После полного вьшода фрезы 14 из заготовки поводок 15 выводится из отверстия 28 и вращение корпуса 1 прекращается. Перед концом отвода барабана 3 пружина 7 подводит втулку 5 с цангой 6 в крайнее левое положение относительно втулки 2, и остаток отвода барабана происходит с осевым перемещением цанги 6, удерживающей упругостью своих лепестков заготовку 23 и снимающей ее с ранее освобожденной цанги 24. В результате деталь остается на цанге 6 и после поворота барабана на 180 снимается с нее ско
бой за счет продольного перемещения револьверного суппорта.
Применение предложенной заготовки на токарно-револьверном автомате позволяет существенно расширить его технологические возможности и полностью автоматизировать обработку кольцевых штучных заготовок, имеющих разрез.
Формула изобретения
1. Головка для дополнительной об- работки на токарно-револьверном автомате, содержащая корпус, установлен- ньй с возможностью вращения во втулке, закрепленной своим хвостовиком в одном из гнезд барабана револьверной головки автомата, а также размещенный в корпусе механизм привода инструмента от шпинделя автомата, о т- ли чающаяся тем, что, с целью расширения технологических возможностей, головка снабжена двумя эксцентриковыми пальцами, установленными с возможностью поворота относительно корпуса и предназначенными для охвата заготовки, а также под- пружиненной цангой.
2.Головка по п.1, о тл и ч а ю- щ а я с я тем, что эксцентриковые пальцы снабжены рычагами с грузами на концах, установленными с возможностью взаимодействия с введенным в головку подпружиненным копиром, установленным в корпусе с возможностью осевого перемещения.
7/
Ю 16
га
2620 18/7
6-6 21 18
Фаг А
Редактор Г.Гербер
Составитель Ю.Ельчанин Техред М.Ходанич
Заказ 6181/16 Тираж 970Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско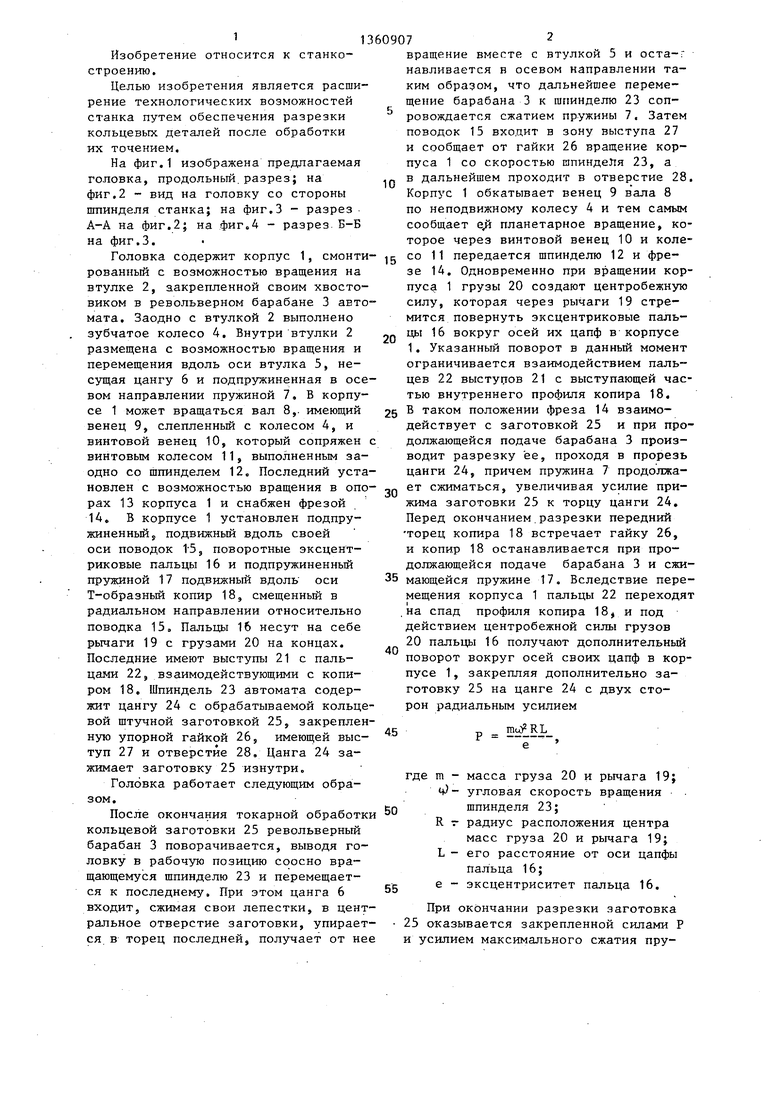
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| Токарно-револьверный автомат | 1979 |
|
SU887061A1 |
| Загрузочное устройство к токарноревольверному | 1974 |
|
SU515624A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU394167A1 |
| Загрузочное устройство для токарно-револьверных станков | 1984 |
|
SU1171279A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016704C1 |
Изобретение относится к станкостроению и может быть использовано при комплексной обработке деталей на токарно-револьверных станках. Це(088.8) Станочные при- : Машиностроение, лью изобретения является расширение технологических возможностей станка путем обеспечения дополнительной обработки деталей после точения. Корпус 1 головки при выходе ее в позицию обработки после поворота револьверного барабана 3 станка посредством поводка связывается через гайку 26 со шпинделем 23 станка и вращается вместе с ним, при этом передается движение фрезе 14. Наличие цанги и эксцентриковых пальцев с рычагами и грузами позволяет вести обработку заготовки 25 и осуществить снятие ее после изготовления с цанги 24. 1 з.п. ф-лы, 4 ил. 2 25 Ю в 7 9 Фиг.1 (Л 00 05 О со 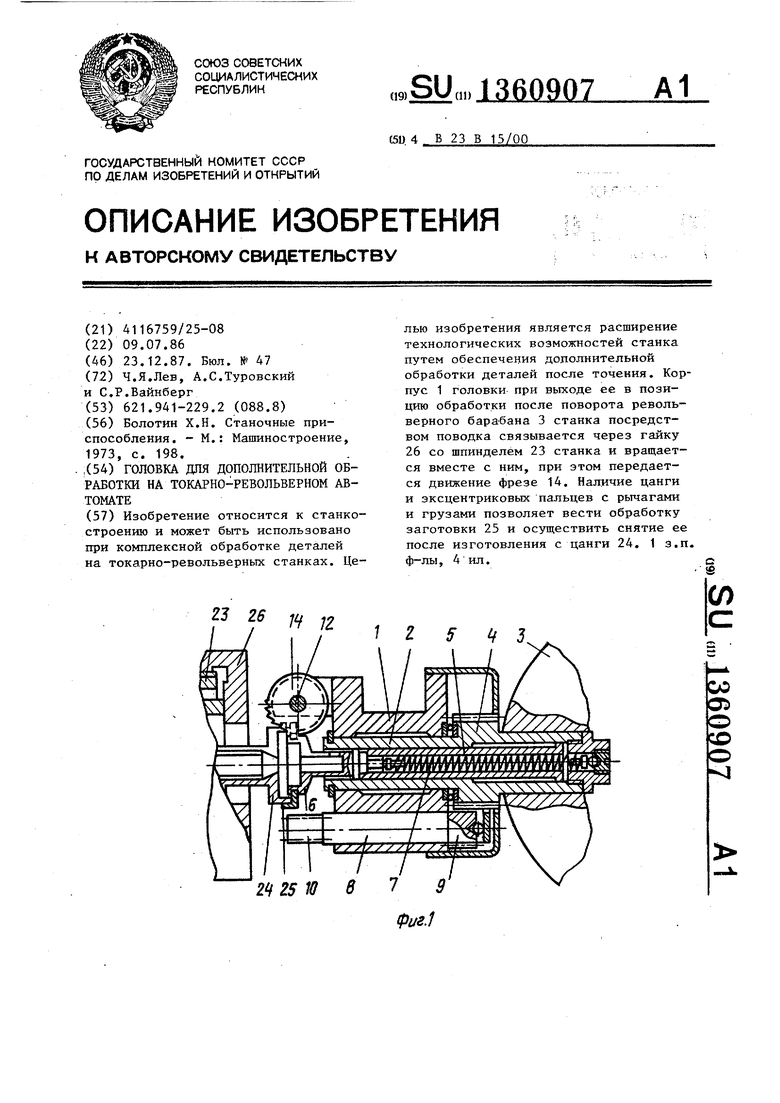
| Болотин Х.Н | |||
| способления | |||
| - М | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
