Изобретение относится к электродуговой сварке в приборостроении и может быть использовано для металлизации печатных плат, а также в сварочных аппаратах.
Цель изобретения - улучшение качества наплавки и повышение производительности труда.
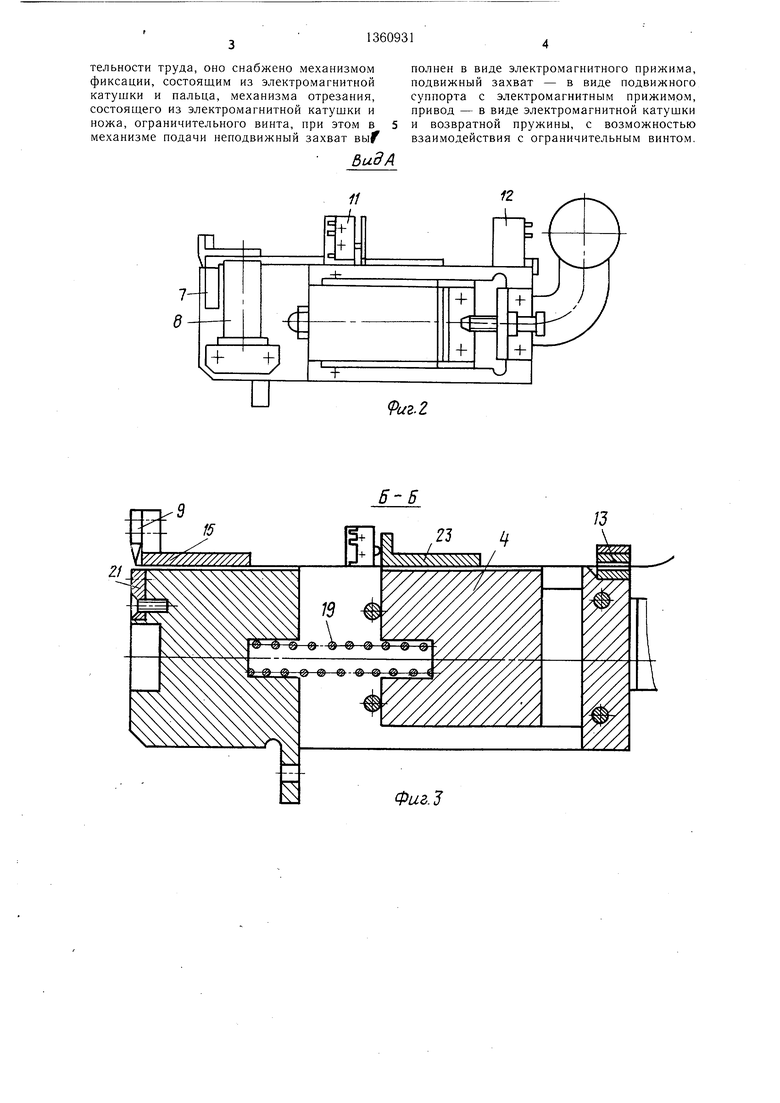
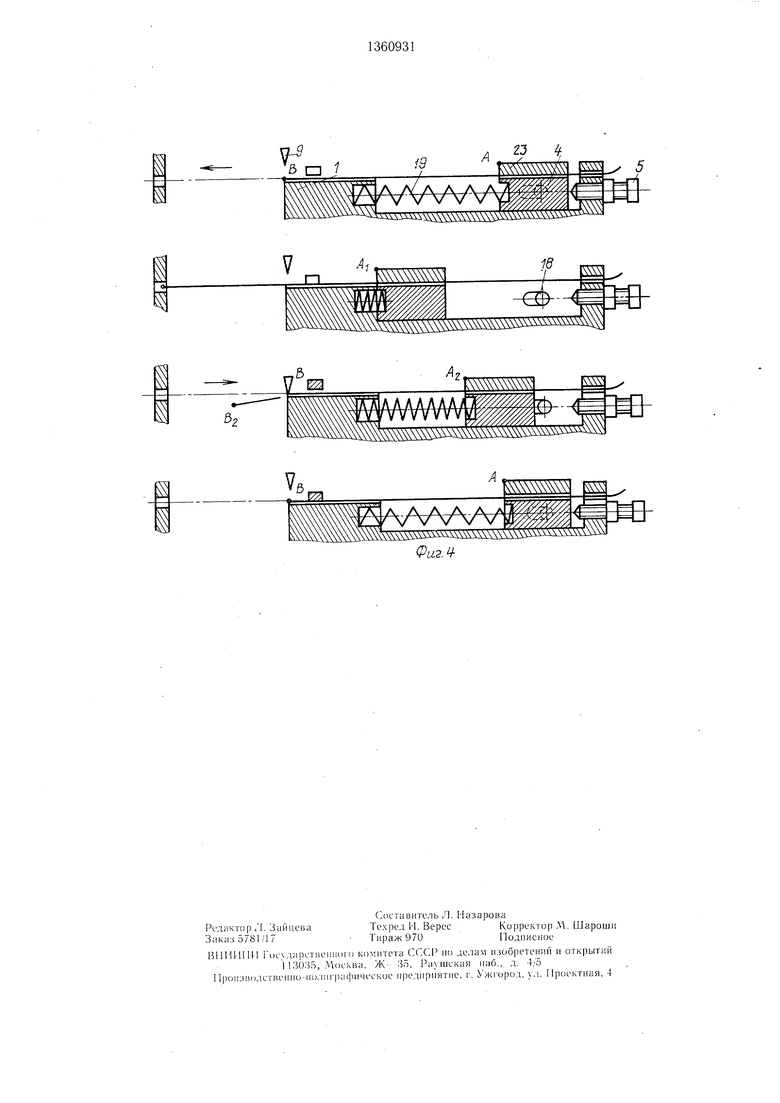
На фиг. 1 показано устройство для импульсной подачи проволоки, обш,ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - схема работы устройства.
Устройство для импульсной подачи проволоки содержит корпус 1. С одной стороны корпуса 1 установлена электромагнитная катушка 2, закрепленная на кронштейне 3, для установочного перемеш,ения ходового суппорта 4. Установочный винт 5 на кронштейне 6 закреплен на корпусе 1. Микропереключатель 7 и электромагнитная катушка 8 с ножом 9, установленным на якоре 10, установлены на корпусе 1.. Микропереключатели 11 и 12 и входная фильера 13 установлены сверху на корпусе 1. С другой стороны корпуса 1 установлены электромагнитная катушка 14 с задержиБаюш,им захватом 15 с возможностью прижима проволоки к корпусу 1 и микропереключатель 16, а также электромагнитная катушка 17 с пальцем 18 с возможностью остановки ходового суппорта 4, подпружиненного возвратной пружиной 19. Катушка 20 и подкладка 21 установлены по бокам корпуса 1. Электромагнитная катушка 22 с подающим захватом 23 и микропереключателем 24 установлены на суппорте 4. Якорь-кронштейн 25 установлен на суппорте 4.
Работа устройства осуществляется следующим образом.
В исходно.м состоянии, когда проволока заправлена с катушки 20 через фильеру 13 в канавку корпуса 1 и суппорта 4 до упора в нож 9, подается напряжение на электромагнитную катушку 22. Под действием электромагнитных сил катушки подающий захват
23,соприкасаясь с сердечником катушки 22, прижимает проволоку к ходовому суппорту 4, при этом срабатывает микропереключатель
24,который включает подачу напряжения на электромагнитную катушку 2, жестко установленную на кронштейне 3. Под действием электромагнитных сил катущки 2 якорь- кронштейн 25, установленный на ходовом суппорте 4, прижимаясь к катушке 2, увлекает за собой суппорт 4, сжимая пружину 19 до упора подающего захвата 23 в микропереключатель 11, одновременно перемещая электродную проволоку за счет при-, жатия ее подающим захватом 23 к суппорту 4 из исходного положения на шаг, заданный установочным винтом 5, в рабочее положение зоны наплавки отверстия малого диаметра. Микропереключатель 11 включает подачу напряжения на электромагнитную катущку 14, у которой под действием электромагнитных сил задерживающий захват 15, прижимаясь к сердечнику катущки, прижимает электродную проволоку к корпусу 1 и при этом включает микропереключатель 16. Микропереключатель 16 через задерживающий захват 15 включает подачу рабочего тока и напряжения на электродную проволоку. При снятии напряжения с электромагнитных катушек 2 и 14 задерживаюший захват 15 отпускает электродную проволоку, и суппорт 4 вместе с прижатой к нему подающим захватом 23 элекродной проволокой возвращается под действием возвратной пружины 19 до упора в палец 18, который задерживает ход суппорта 4 на расстояние, равное величине длины отрезаемой проволоки.
В этот момент срабатывает микропереключатель 12 и включает подачу напряжения на электромагнитную катущку 8. Под действием электромагнитных сил катушка 8
притягивает якорь 10 с установленным на нем ножом 9 и отрезает на подкладке 21 кончик электродной проволоки. При этом срабатывает микропереключатель 7. При снятии напряжения с электромагнитной катушки 22 подающий захват 23 отпускает проволоку, прижатую к суппорту 4. Включается подача напряжения на электромагнитную катушку 17, которая под действием электромагнитных сил втягивает палец 18 и освобождает возврашение суппорта
4, скользящего по электродной проволоке, под действием возвратной пружины 19 в исходное положение до упора якоря-крон- щтейна 25 в установочный винт 5.
Устройство состоит из небольшого числа простых деталей и технологично в изготовлении, надежно работает в диапазоне 3-8 мм хода подачи, обеспечивает точное центрирование электродной проволоки в отверстие, улучшает качество наплавка стенок .малых отверстий, повыщает производительность труда. Может быть использовано как индивидуально для наплавки стенок малых отверстий (0,3-0,8 мм) печатных плат в приборостроении, так и в других областях народного хозяйства, в электродуговых сварочных аппаратах.
Годовой эконо.мический эффект от внедрения устройства состоит из годового экономического эффекта за счет высвобождения оператора. Устраняющего вручную изогнутый кончик проволоки, и годового экономи- ческого эффекта от уменьшения отбраковки
печатных плат.
Формула изобретения .
Устройство для импульсной подачи проволоки, содержащее корпус, механизм подачи, включающий неподвижный и подвижный захват и электромагнитный привод, отличающееся тем, что, с целью улучшения качества наплавки и повышения производительности труда, оно снабжено механизмом фиксации, состоящим из электромагнитной катушки и пальца, механизма отрезания, состоящего из электромагнитной катущки и ножа, ограничительного винта, нри этом в 5 механизме подачи неподвижный захват вы
ВидА
полней в виде электромагнитного прижима, подвижный захват - в виде подвижного суппорта с электромагнитным прижимом, привод - в виде электромагнитной катушки и возвратной пружины, с возможностью взаимодействия с ограничительным винтом.
11
9иг.г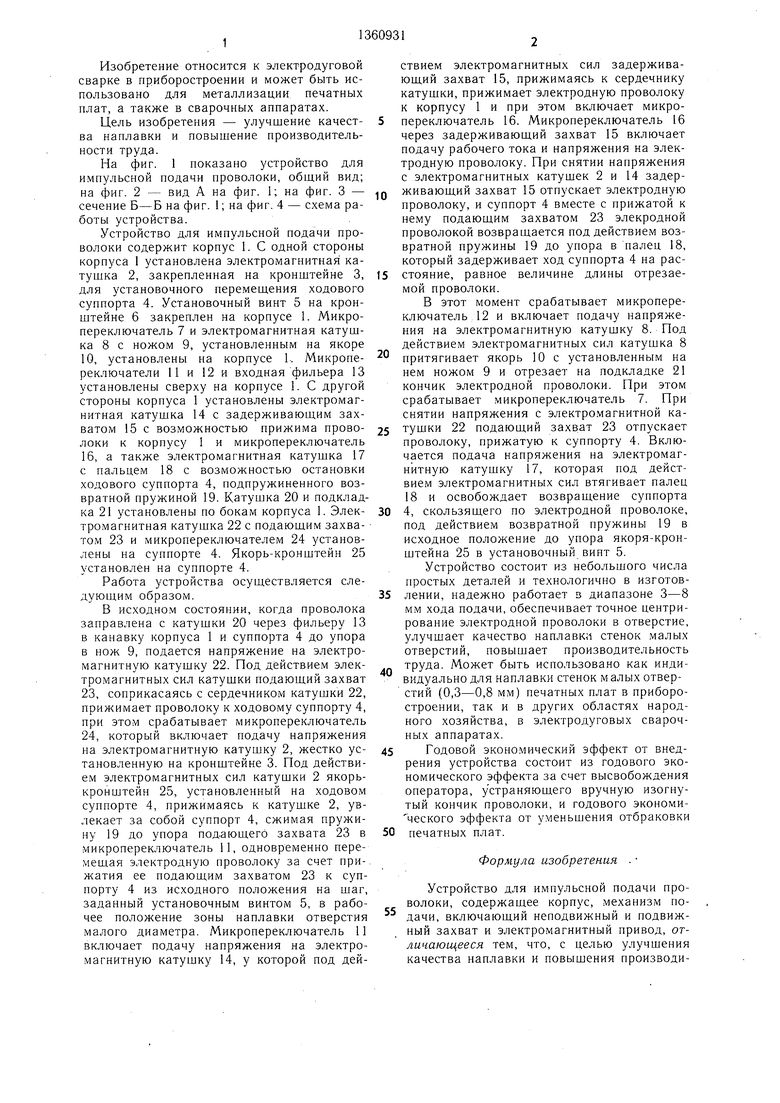
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульсной подачи проволоки | 1988 |
|
SU1521543A1 |
| Устройство для импульсной подачи проволоки | 1988 |
|
SU1593825A2 |
| Устройство для импульсной подачи проволоки | 1987 |
|
SU1447594A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА В ЗОНУ ОБРАБОТКИ | 1990 |
|
RU2028855C1 |
| Станок для заварки стеклозаготовок | 1979 |
|
SU870362A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1981 |
|
SU1000203A1 |
Изобретение относится к электродуговой сварке в приборостроении и может быть использовано для .метализации печатных плат, а также в сварочных аппаратах. Цель изобретения - улучшение качества наплавки и повышение производительности труда. Устройство имеет корпус 1, механиз.м подачи с неподвижным захватом 15 в виде электромагнитного прижима п с подающим захватом 23 в виде суппорта с прижимом и привод в виде магнитной катушки 2. Устройство содержит механизм фиксации, состояший из электромагнитной катушки и пальца, и .механизм отрезания в виде электро.магнитной катушки и пожа. Проволока захватывается суппортом 4 и захватом 23 и выдвигается для проведения сварки. Затем проволока подается в обрат- но.м направлении на ход меньн1е первоначального благодаря ограничителю в виде пальца 18, выдвигаемого на обратном пути суппорта 4. Оставшийся не выдвинутым отрезок проволоки отрезается ножом. Палец 18 убирается, зажим 23 отпускает проволоку, и суппорт 4 подается в исходное положение. Далее процесс повторяется. 4 ил. 11 со (Л 00 Oi о со СО
5-6
Фиг.
19
.
| Устройство для импульсной подачи электродной проволоки | 1980 |
|
SU884906A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для импульсной подачи проволоки | 1983 |
|
SU1127719A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
