1
Изобретение относится к устройствам для сварки труб из пластйасс и может быть использовано для сварки пластмассовых труб при прокладке тра трубопроводов или распределительных газопроводов.
Целью изобретения является повышение качества соединения при сварке длинномерных трубопроводов за счет уменьшения напряжений в сварных швах от изгиба,
На фиг,1 показана схема установки для сварки пластмассовых труб; на фиг,2 - вид А на фиг,1; на фиг,3 - сечение Б-Б на фиг.1; на фиг,4 - сечение В-В на фиг.1; на фиг,5 - вид Г на фиг,2; на фиг.6 - вид Д на фиг.5
Установка для сварки полимерных труб содержит крытую платформу, содержащую основание 1, в котором размещаются силовые механизмы и работают операторы, .и верхнюю часть 2, где размещаются трубы, приводной рольганг 3, отсекатель 4, станцию гидропривода 5, две.автономных пары неподвижного 6 и подвижного 7 зажимных хомутов, каждая из которых связана с силовым приводом 8, поддерживающий
3
ролик 95 обеспечивающий, сход с плат- зо теля торцы сжимаются с усилием осадформь в траншею плети, подпружиненный ролик 10 для поддержания свободного трубы5 стол 11 подъема,- обеспечивающий .подъем и удержание зажимных xoi-ryTOB при стыковке труб, отклоняющий ролик 12, служащий для поддержания трубы и укладк ее на наклонный рольганг 13, лебедку 14, служащую для перемещения платформы вдоль траншеи с помощью троса 15, вал 16,, на котором установлены тор- цователь 17 и нагреватель 18, электроагрегат 19, обеспечивающий электричеством все потребители.
Неподвгокный 6 и подвижный 7. зажим- g ходное для работы положение, устанавные хомуты состоят из трех частей: нижнего сектора 20,. левого сектора 21.и правого сектора 22, соединенных откидным болтом 23. Хомуты 6 и 7 установлены на раме 24, имеющей ролики 25о На ра.ме 24 закреплен неподвижный хомут 6 и силовой привод 8, представляющий собой гидроцилиндр,, шток которого соединен с подвижным хомутом 7,.
Рама 24 с хомутами 6 и 7 установлена на направляющей 26 один конец которой шармирно соединен со сто.лом П 5 а другой конец опирается
50
55
ливается на направляющей 26 и следующая труба подается на наклонньп рольганг IS и перемещается до соприкосновения торцов.
После зажатия концов плети и трубы цикл обработки и сварки труб повторяется. Окончив обработку и сварку труб во второй паре зйжимных хомутов, оператор освобождает первую пару хомутов и неремещает их в исходное положение Для загрузки стола II подъема включают лебедку 14,.перемещая установку на новое место. В зависимости от размеров труб в данной
с
10
626512
на регулируемьш по высоте упор 27. Направляющая 26 имеет подпружиненный палец 28, служащий для удержания автономной пары хомутов в исходном положении. Для уменьшения напряжений в сварных гавах наклон направляющей 26 соответствует наклону свариваемых труб.
Установка работает следующим образом.
Первая из свариваемых труб по ко- ,манде оггератора скатывается на при- ,водной рольганг 3, перемещается впе- 5 -ред до упора и отклоняющим роликом 12 укладывается на наклонный рольганг 13, который подает ее на noct для закрепления в хомуте 6 с необходимым вылетом, затем подобным образом подается вторая труба до упора в первую.. Зафиксировав вторую трубу в хомуте 7 силовым механизмом 8, вторая труба отводится на расстояние обеспечивающее ввод торцователя 17, затем трубы сжимаются силовым приводом В, торцы Обрабатываются и на мех;то торцователя вводится нагреватель 18,
После нагрева и вывода нагрева20
25
5
0
ки. Зафиксировав в хомутах сваренные трубы,включают лебедку 14 и установка- перемещается на необходимое расстояние. При этом первая труОа укладывается в траншею, а первая пара зажимных хомутов, удерживающих сваренньш стык под усилием осадки, автоматически перемещаясь, отклоняет ролик Q, который затем автоматически возвращается в исходное положение и поддерживает трубу, которая, сходит с наклонного рольганга 13. Вторая пара з ажимных хомутов подается на стол 11 подъема, поднимается в исходное для работы положение, устанав
ливается на направляющей 26 и следующая труба подается на наклонньп рольганг IS и перемещается до соприкосновения торцов.
После зажатия концов плети и трубы цикл обработки и сварки труб повторяется. Окончив обработку и сварку труб во второй паре зйжимных хомутов, оператор освобождает первую пару хомутов и неремещает их в исходное положение Для загрузки стола II подъема включают лебедку 14,.перемещая установку на новое место. В зависимости от размеров труб в данной
установке может быть две и более автономных пар зажимных хомутов,.
Перемещение установки может производиться как транспортным средством, так и с помощью лебедки 1А,. тро которой может закрепляться за якорь либо за раму канавокопателя.
За счет наличия по крайней мере двух автономных пар подвижного и неподвижного xof-fyTOB, связанных-с силовым приводом, осуществляется одновременная укладка сваренных труб в траншею-и сварка последующ1- х заготовок труб, а также за счет наличия крытой платформы служащей для хранения и механизированной подачи труб на сварку, повышается производительность труда, улучщаются условия труда операторов.
Размещение труб на крытой платформе защищает трубы от отрицательно влияющих атмосферных осадков и солнечных лучей, что в результате повы- шает качество сварного шва, т.е, качество сварки.
Каждая автономная пара зажимных хомутов в исходном положении устанавливается на направляющую под углом наклона, соответствующем углу наклона свариваемых труб, что уменьшает
0
5
0
5
О
напряжение в сварных швах от изгиба плети.
Формула изобретения
1,Установка для сварки полимерных труб, содержащая платформу, с силовыми механизмами, направляющую с установленными на ней неподвижным хомутом и подвижным, соединенным с сило вым приводом электронагреватель и торцовальньш механизм, отличающая с Я тем, что, с целью повышения качества соединения при сварке длинномерных трубопроводов за счет уменьшения напряжений в сварных швах от изгиба, установка снабжена установленным на основании платформы подъемным столом с установленными на нем регулируемым по высоте упором и по меньшей мере одной парой дополнительных зажимных хомутов, а направляющая одним концом размещена на указанном упоре, а другим шарнирно связана со с;толом, при этом направляющая снабжена подпружиненным пальцем, установленным с возможностью взаимодействия с одной из пар зажимных хомутов.
2,Установка по п.1, отличающая сятем, что платформа вып9лнена крытой.
vjy
Ю
1362651
ВидА
Траншея

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Устройство для сборки и сварки труб в плети | 1977 |
|
SU732108A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СУДНО-ТРУБОУКЛАДЧИК (ВАРИАНТЫ) И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 1999 |
|
RU2230967C2 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1641638A1 |
| СУДНО-ТРУБОУКЛАДЧИК И СПОСОБ ПРОКЛАДКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2229053C2 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1578015A1 |


Изобретение относится к устройствам для сварки труб из пластмасс и может быть использовано для сварки пластмассовых труб при прокладке трасс трубопроводов или распределительных газопроводов..Неподвижный 6 и подвижньп 7 зажимные хомуты- установлены на раме 24.и имеют ролики 25. Рама 24,с хомутами 6 и 7 установлена- на направляющей, один конец которой шарнирно соединен со столом 11, а другой конец опирается на регулируемый по высоте упор 27. Направляющая 26 имеет подпружиненный палец 28, служащий для удержания- автономной пары хомутов в исходном положении. Для уменьшения напряжения в сварных швах наклон направляющей ,26 соответствует наклону свариваемых труб. 1 з.п. ф-лы, 6 ил. (О Baffr 03 С5 ю о Сд 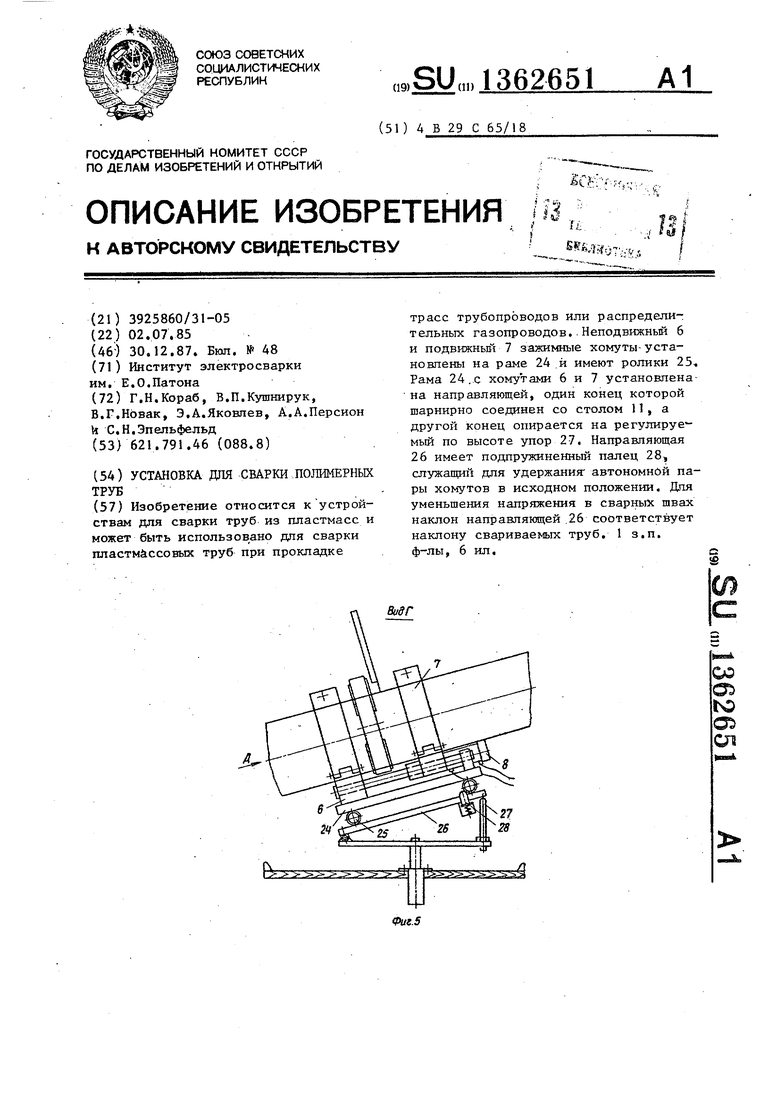
№
x
JL
f l/ XvyyVVX j y VV iyyiча-fc --U HI
.j;.iJF
3E
j
Фиг.З
6lg
Фиг.Ч
ВидД
Редактор М,Бандура
дзив.6
Составитель Л.Грунина
Техред Л.Сердюкова Корректор И, My ска
Заказ 6341/13 Тираж 565 Подписное ВНШШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
