1
Изобретение относится к сварке, а именно к конструкции устройства для сборки и сварки труб в плети, преимущественно при возведении тепличных комплексов.
Известно устройство для сборки и сварки труб в плети, преимущественно, при возведении тепличных комплексов, содержащее установленные на основании накопитель труб, рольганг для продольной подачи труб, сварочную головку с вращателем труб, механизм вывода сваренных в плеть труб из зоны сварки, накопитель сваренных в плеть труб 1.
Недостатком известного устройства является то, что оно недостаточно надежно обеспечивает выдачу сваренных в плеть труб из зоны сварки ввиду плохого сцепления механизма вывода с поверхностью сваренной в плеть трубы.
Цель изобретения - повыщение надежности выдачи сваренных в плеть труб из зоны сварки благодаря улучшению сцепления механизма вывода с поверхностью сваренной в плеть трубы.
Это достигается тем, что в предлагаемом устройстве механизм вывода сваренной в плеть трубы из зоны сварки выполнен в виде
клещевого захвата и установленных на основании двух лебедок с тросами, а также двух отрезков дополнительных тросов, перекинутых через блоки лебедок, при этом клещевой захват представляет собой два шарнирно связанных между собой рычага, на одних концах которых выполнены зажимные губки, а противоположные концы соединены с концами отрезков дополнительных тросов, причем середина отрезка каждого дополнительного троса в свою очередь соединена с кон10 цом троса одной из лебедок.
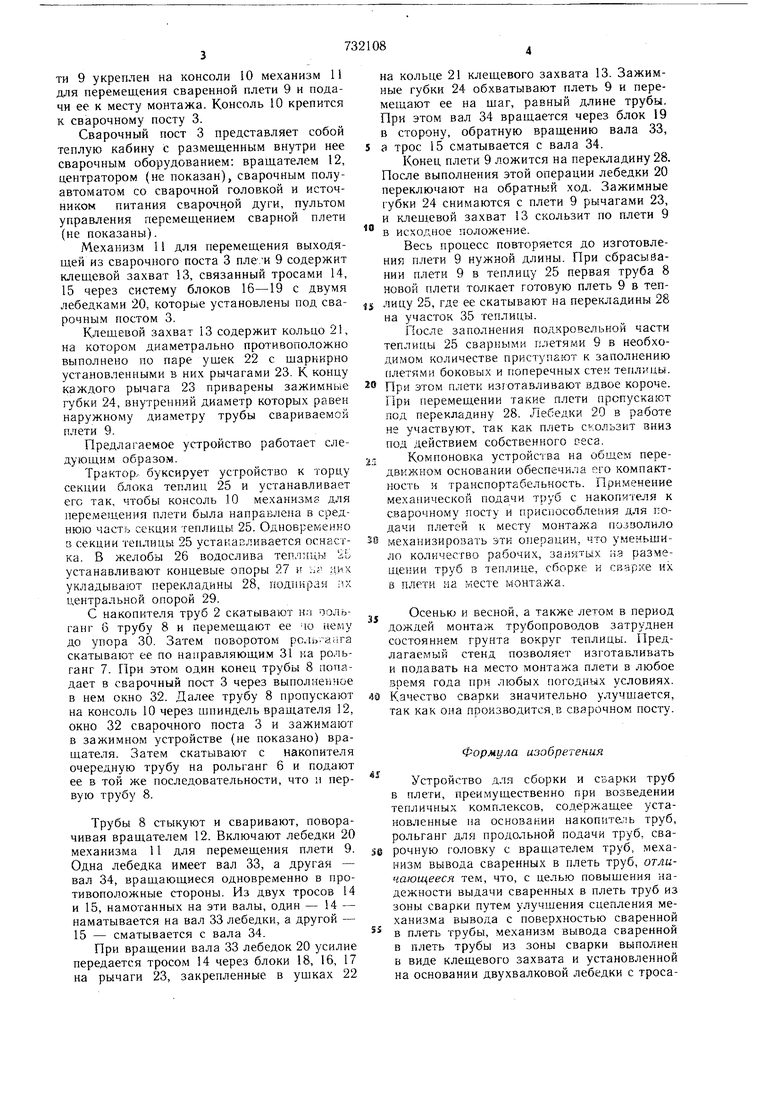
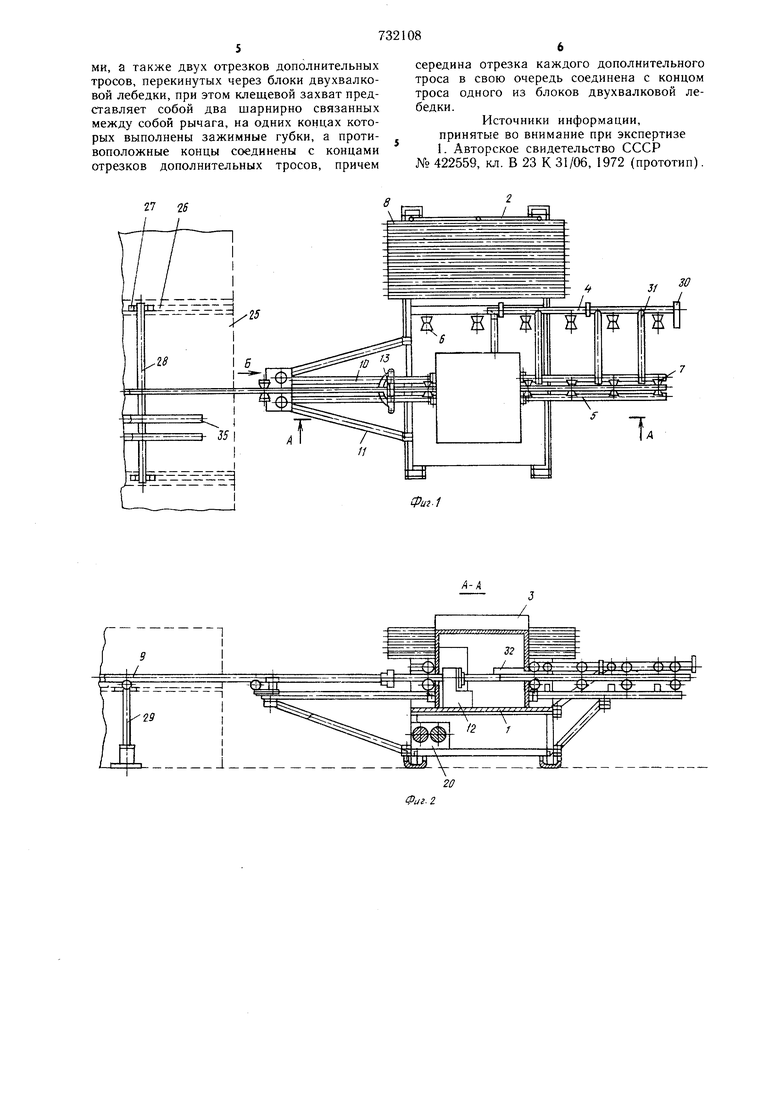
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - механизм для перемещения плети, вид сбоку; на фиг. Ь - вид сверху
15 фиг. 4.
Устройство для сборки и сварки труб в плети и подачи их к месту монтажа содержит основание 1, на котором размещены накопитель 2 труб и сварочный пост 3. Меж20 ДУ ними на укрепленных к основанию 1 консолях 4 и 5 установлены соответственно рольганги 6 и 7 для перемещения труб 8 от накопителя 2 к сварочному посту 3. За сварочным постом 3 по ходу движения плети 9 укреплен на консоли 10 механизм И для перемещения сваренной плети 9 и подачи ее к месту монтажа. Консоль 10 крепится к сварочному посту 3.
Сварочный пост 3 представляет собой теплую кабину с размещенным внутри нее сварочным оборудованием: вращателем 12, центратором (не показан), сварочным полуавтоматом со сварочной головкой и источником питания сварочной дуги, пультом управления перемещением сварной плети (не показаны).
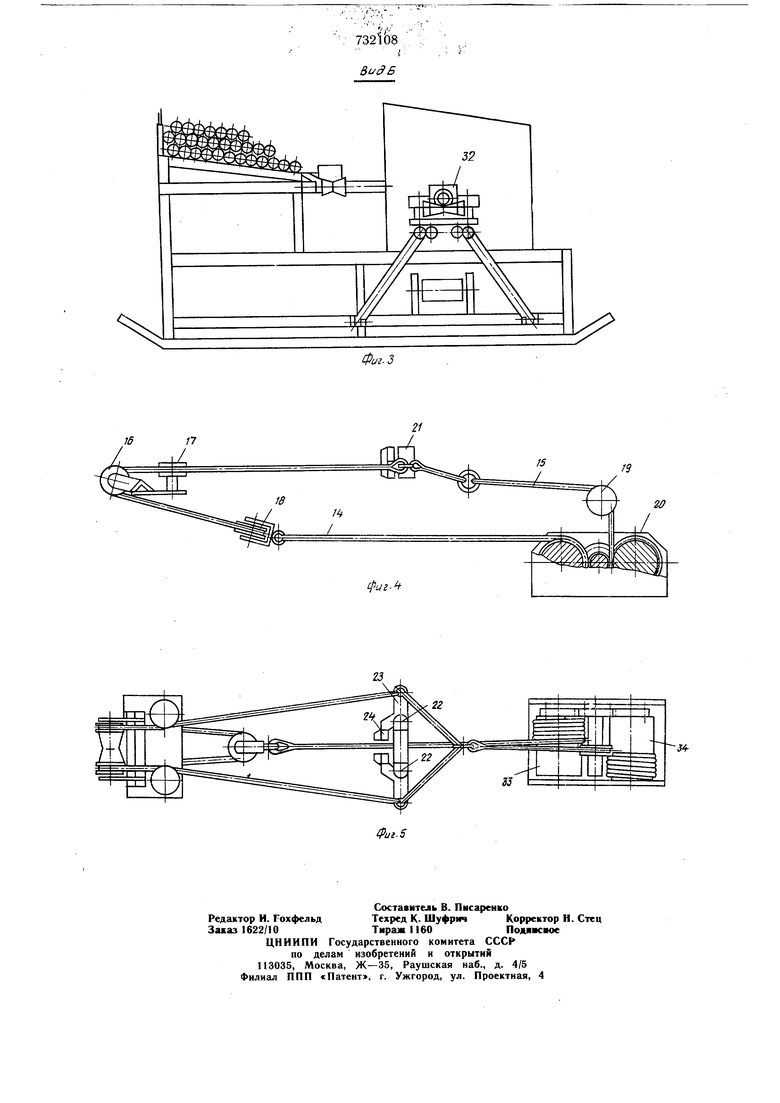
Механизм 11 для перемещения выходящей из сварочного поста 3 пле.и 9 содержит клещевой захват 13, связанный тросами 14, 15 через систему блоков 16-19 с двумя лебедками 20, которые установлены под сварочным постом 3.
Клещевой захват 13 содержит кольцо 21, на котором диаметрально противоположно выполнено по паре ушек 22 с шаркирно установленными в них рычагами 23. К концу каждого рычага 23 приварены зажимные губки 24, внутренний диаметр которых равен наружному диаметру трубы свариваемой плети 9.
Предлагаемое устройство работает следующим образом.
Трактора буксирует устройство к торцу секции блока теплиц 25 и устанавливает его так, чтобы консоль 10 механизма для перемещения плети была направлена в среднюю часть секции теплицы 25. Одновременно в секции теплицы 25 устаь авливается оснастка. В желобы 26 водослива теп/пгцы /,Ь устанавливают концевые опоры 27 и ;.; jinx укладывают перекладины 28, подпирая ;ix центральной опорой 29.
С накопителя труб 2 скатывают на тольганг б трубу 8 и перемещают ее чо нему до упора 30. Затем поворотом рол5 а;1га скатывают ее по направляющим 31 ка рольганг 7. При этом один конец трубы 8 попадает в сварочный пост 3 через выполнет юе в нем окно 32. Далее трубу 8 пропускают на консоль 10 через шпиндель вращателя 12, окно 32 сварочного поста 3 и зажимают в зажимном устройстве (не показано) вращателя. Затем скатывают с накопителя очередную трубу на рольганг 6 и подают ее в той же последовательности, что и первую трубу 8.
Трубы 8 стыкуют и сваривают, поворачивая вращателем 12. Включают лебедки 20 механизма 11 для перемещения плети 9. Одна лебедка имеет вал 33, а другая - вал 34, вращающиеся одновременно в противоположные стороны. Из двух тросов 14 и 15, намотанных на эти валы, один - 4 - наматывается на вал 33 лебедки, а другой - 15 - сматывается с вала 34.
При вращении вала 33 лебедок 20 усилие передается тросом 14 через блоки 18, 16, 17 на рычаги 23, закрепленные в ущках 22
на кольце 21 клещевого захвата 13. Зажимные губки 24 обхватывают плеть 9 и перемещают ее на щаг, равный длине трубы. При этом вал 34 вращается через блок 19 в сторону, обратную вращению вала 33,
а трос 15 сматывается с вала 34.
Конец плети 9 ложится на перекладину 28. После выполнения этой операции лебедки 20 переключают на обратный ход. Зажимные губки 24 снимаются с плети 9 рычагами 23, и клепхевой захват 13 скользит по плети 9
в исходное положение.
Весь процесс повторяется до изготовления плети 9 нужной длины. При сбрасыбании плети 9 в теплицу 25 первая труба 8 новой плети толкает готовую плеть 9 в теплицу 25, где ее скатывают на перекладины 28 на участок 35 теплицы.
После заполнения подкровельной части теплицы 25 сварными плетями 9 в необходимом количестве приступают к заполнению плетями боковых и поперечных стек теплицы.
При этом плетк изготавливают вдвое короче. При перемещении такие плети пропускаю-т .под перекладину 28. Лебедки 20 в работе не участвуют, так как плеть скользит вниз под действием собственного сеса.
Компоновка устройства на общем передвижном основании обеспечила его компактность и транспортабельность. Применение механической подачи труб с накопителя к сварочному посту и приспособления для подачи плетей к месту монтажа позволило
механизировать эти операции, что уменьшило количество рабочих, занятых из размещении труб в теплице, сборке и свурке их в плети на месте монтажа.
Осенью и весной, а также летом в период дождей монтаж трубопроводов затруднен состоянием грунта вокруг теплицы. Предлагаемый стенд позволяет изготавливать и подавать на место монтажа плети в любое время года при любых погодных условиях.
Качество сварки значительно улучщается, так как она производится.в сварочном посту.
Формула изобретения
Устройство для сборки и сварки труб в плети, преимущественно при возведении тепличных комплексов, содержащее установленные на основании накопитель труб, рольганг для продольной подачй труб, сварочную головку с вращателем труб, механизм вывода сваренных в плеть труб, отличающееся тем, что, с целью повышения надежности выдачи сваренных в плеть труб из зоны сварки путем улучшения сцепления механизма вывода с поверхностью сваренной
в плеть трубы, механизм вывода сваренной в плеть трубы из зоны сварки выполнен в виде клещевого захвата и установленной на основании двухвалковой лебедки с тросами, а также двух отрезков дополнительных тросов, перекинутых через блоки двухвалковой лебедки, при этом клещевой захват представляет собой два шарнирно связанных между собой рычага, на одних концах которых выполнены зажимные губки, а противоположные концы соединены с концами отрезков дополнительных тросов, причем
середина отрезка каждого дополнительного троса в свою очередь соединена с концом троса одного из блоков двухвалковой лебедки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 422559, кл. В 23 К 31/06, 1972 (прототип).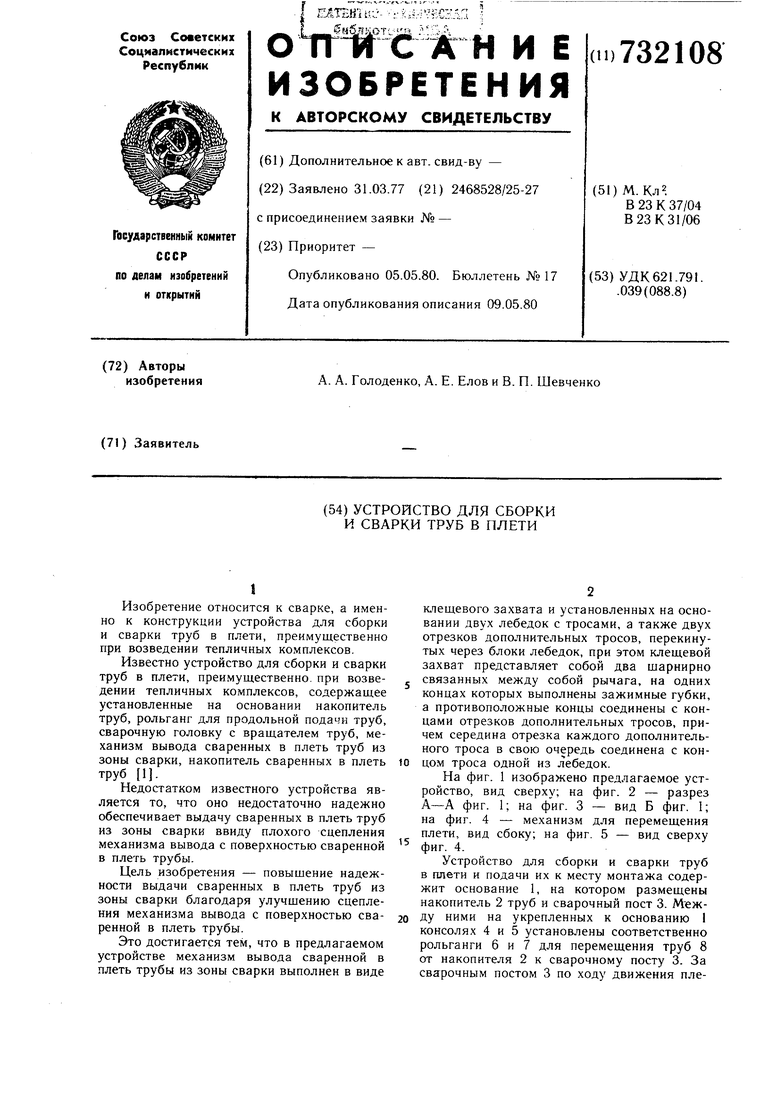
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1966 |
|
SU179173A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ БЕЗОТХОДНОЙ ЗАГОТОВКИ АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU408730A1 |
| Установка для сварки полимерных труб | 1985 |
|
SU1362651A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Трубоукладочное судно | 1990 |
|
SU1773794A1 |
-J
