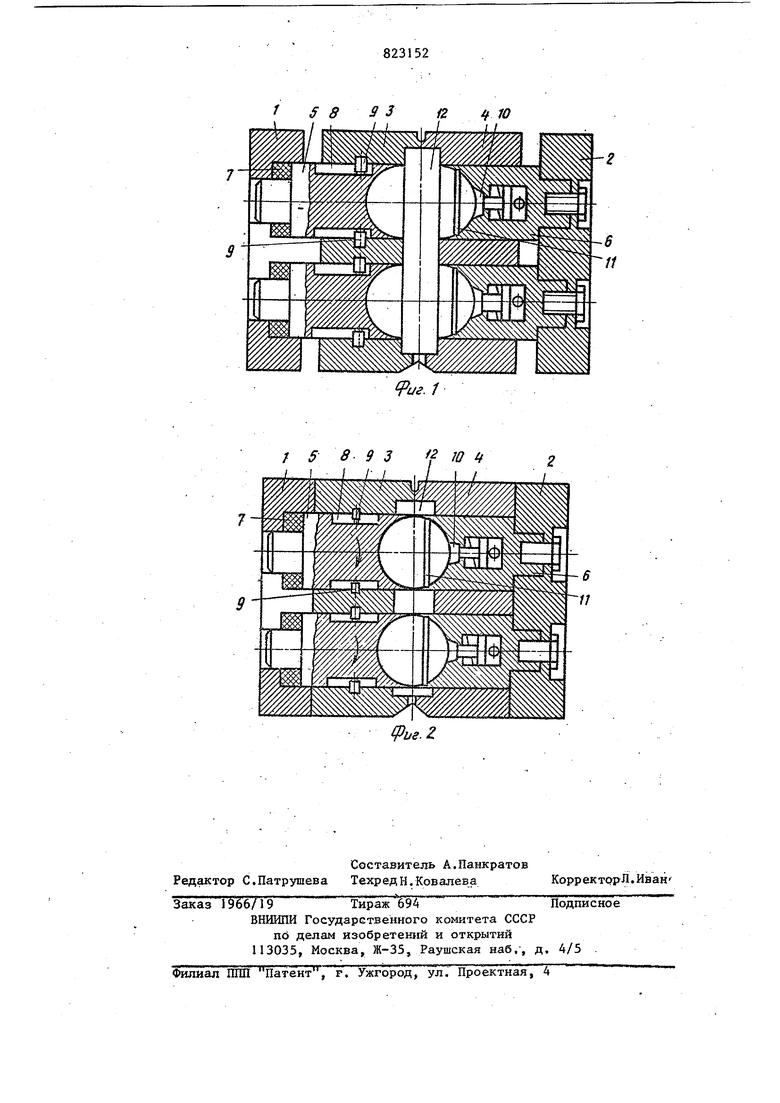
, . Изобретейие относится к обработке пластмасс, более конкретно к формам для раздува трубчатых пластмассовых заготовок. По основному авт. св. № 526512 известна форма для раздува трубчатых пластмассовых заготовок, содержащая монтажныеПЛИТЫ и установленные на них с возможность перемещешш в напр влении смыкания подпружиненные полуформы с расположен в их ср- осных расточках двумя группами проти воположно направленных оформпяки х вкладышей, причем вкладаши одной гру пы жестко закреплены на монтажной плите, а вкладышю другой грзгагш установлены с возможностью осевого перемещения и подпружиненнь fll.; Отделение облоя В известной форме происходит при смыкании яолуформ за счет смыкания и смицения вкладышей. Недостатком известной формы является недостаточная надежность обрезки облоя в, форме, что приводит кобразованию остаточного облоя и до- , полнительиой механической обработке изделия. Цель изобретения повышение на- , дежности обрезки облоя в форме. Цель достигается тем, что- в форме для раздува трубочатых пластмассовых заготовок, содержащей монтажные плиты и установленные на вознежностью перемещения в направлении . смыкания подпружиненные полуформы с расположенными в их соосныз расточках двумя группами противоположно нанравленных оформляющих вкладышей, прич-ём вкЛадьппн одной группы жестко закреплены на монтажной плите,, а-вкладыпш другой группы установленъ с. возможностыо осевого перемещения и подиружиненйы, согласно изобретению, подвижные вкладыши установлены с возмоясностью поворота относительно их продольной оси и выполнены с винтовым пазом, а в соответствующей им полуформе -выполнены направляющие выступы, взаимодействующие с винтовыми пазамя вкладышей, причем на режущей кром (ке вкладьпоей выполнены зубцы. При таком выполнении формы отделе ние облоя обеспечивается за счет поворота вкладышей, что гарантирует на дежное отделение облоя в форме. На фиг, 1 изображена форма в начальный момент смыкания, продольный разрез; на фиг. 2 - форма после ее полного смыкания, продольный разрез. . Форма для раздува трубчатых пластмассовых заготовок содержит монтажHue плиты 1 и 2 и установленные на них с возможностью перемещения в направлении смыкания подпружиненные полуформы 3 и 4 с расположенными в их соосных расточках цвумя группами противоположно направленных вкладышей 5 и 6; причем вкладьши 6 одной группы жестко закреплены на монтажной плите 2, а .вкладыши 5 другой группы установлены на монтажной плите 1 с возможностью осевого перемещения и подпружиненны при помощи упругогоэлемента 7. . Подвижные вкладьши 5 установлены с возможностью поворота их пррдольной оси и выполнены с винтовым пазом 8, а в соответствующей им полуформе3 выполнены направляющие выступы 9, взаимодействующие с винтовыми пазами 8 вкладьшей 5, На режущей кромке, вкла дышей 5 и 6 выполненызубцы. Во вкладьшах 6 смонтированы подпружиненные пневматические толкатели 10, а в оформляющих полостях выполнены проточ ки 11 для задержки изделия. Полуформы 3 и 4 при смыкании образуют камеру I2 предварительного раздува заготовки., . Форма для раздува трубчатых пластмассовых заготовок работает, следующим образом. Мезвду полуформами 3 и 4 помещают разогретую трубчатую заготовку или дв параллельных листа из термопластичного материала и.производят смыкание формы, этомпережимаетср заготовка и дальнейшее .перемещение полуформ 3 и 4 Прекращается. Происходит раздув заготовки до размеров камеры 12 предварительного раздува в полуформах 3 и 4. При дальнейшем смыкании устройства плиты, 1 и 2 продолжают двигаться навстречу друг другу, в результате чего вкладыши 5 и 6 встречаются и, пережав предварительно раздутую по .конфигурации камеры 4 заготовку, оформляют герметичное полое изделие; причем выступы 9 полуформ взаимодействуют/с винтовыми пазами 8 вкладышей 5, в результате чего вкладьши 5 поворачиваются относительно вкладьшей 6 На отжимной кромке вкладышей 5 зубцы обеспечивают чистое и надежное отделение оформленных изделий от облоя. При размыкании формы изделие остается во вкладышах 6 за счет выполненных в них задерживающих проточек 11. Сброс изделия осуществляется пневматическими толкателями 10, после чего цикл производства повторяется. Формование изделий может произво-i диться как за счет раздува изделий, так и за счет вакуумирования. Формула изобретения 1,Форма доя раздува трубчатых заготовок по авт. св. № 526512 о т личающаяся тем, что, с целью увеличения надежности обрезки облоя в форме, подвижные вкладыши установлены с возможностью поворота относительно их продольной оси и выполнены с винтовым пазом, а в соответствующей их полуформе выполнены направляющие выступы, вэаимодействуюидне с винтовыми пазами вкладьш ей. 2.Форма по п. 1, отличаю щ а я. с я тем, что на ретущей кром-ке вкладышей выполнены зубцы. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР № 526512, кл. В 29 С 5/06, 04.09.74 (прототип).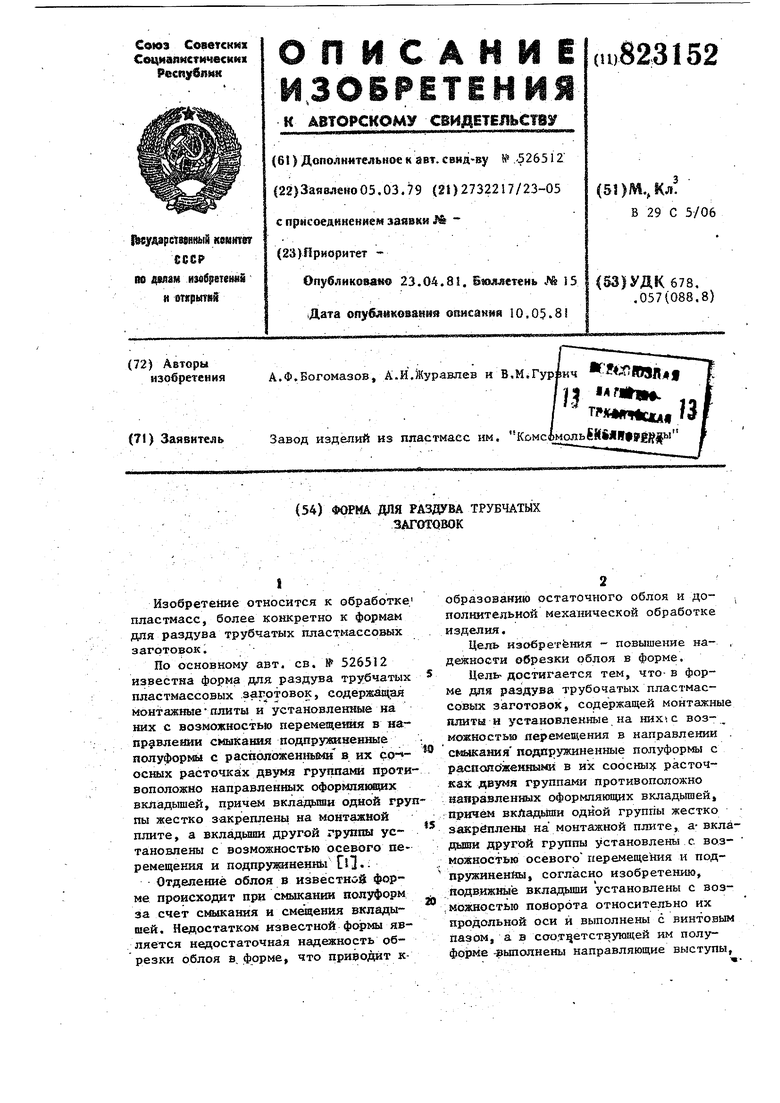
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для раздува трубчатыхзАгОТОВОК | 1978 |
|
SU823151A2 |
| Форма для раздува трубчатых заготовок | 1974 |
|
SU526512A1 |
| Форма для изготовления изделий из пластмасс раздувом | 1989 |
|
SU1775307A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Устройство для производства полых изделий из термопластов | 1975 |
|
SU584747A3 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173260C2 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Способ изготовления ориентированных полых изделий из термопластичного материала и устройство для его осуществления | 1975 |
|
SU578844A3 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |