Известные устройства для сварки труб с продольным швом не позволяют получать но всей длине трубы высококачественный шов ввиду недостаточных усилий сведения кромок заготовки.
Особенность настоящего изобретения заключается в том, что, с целью получения шва с высоким качеством металла по всей длине трубы большого диаметра, применено устройство, рабочие элементы которого совершают криволинейное движение и перемещаются в направляющих клети сварочного стана с определенным радиусом кривизны.
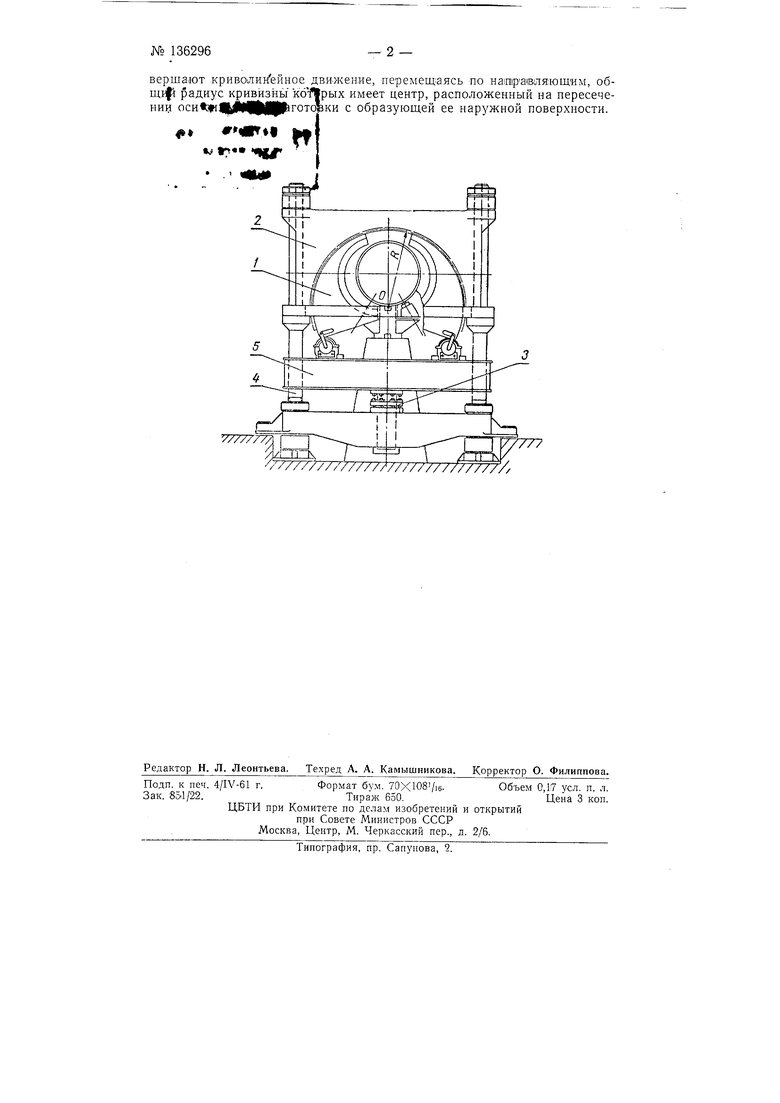
На чертеже приведено устройство калибра сварочного стана.
Оно состоит из профилированных рабочих элементов /, которые соверщают криволинейное движение, перемещаясь по направляющим 2 клети стана. Направляющие имеют кривизну радиусом R с центром в точке О, лежащей на пересечении оси симметрии заготовки с образующей линией наружной поверхности трубы. Рабочие элементы, охватывая заготовку и воздеЙ1СТ-вуя на нее для сближения и Осадки «ромак, cлeдyJ ют за по перечным перемещением наружной поверхности свариваемой заготовки, что предупреждает скольжение данной поверхности относительно калибра.
Клети стана выполнены в виде вертикальных прессов с нижним гидравлическим цилиндром 3 прямого хода, который перемещает по колоннам 4 траверсу 5, в результате чего рабочие элементы калибра приводятся в движение без применения каких-либо других механизмов.
Сварка прямощовных труб производится методом оплавления с нагревом кромок трубной заготовки токами высокой частоты.
Предмет изобретения
Устройство калибра сварочного стана для производства прямощовных труб, отличающееся тем, что, с целью получения качественного шва при сварке труб большого диаметра, рабочие элементы калибра совершают криволинейное движение, пepeмeщiaяcь по нагар-ав-ляющим, общт радиус кривизныкбЛрых имеет центр, расположенный на пересечении оси даЩ КЦвЁЬготорки с образующей ее наружной поверхности.
М
lftr
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный стан холодной прокатки конических труб для велосипедных вилок | 1961 |
|
SU144134A1 |
| Станок для правки труб | 1958 |
|
SU120117A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Трубосварочный агрегат | 1978 |
|
SU667269A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| Способ изготовления прямошовных сварных труб и трубосварочный стан для его осуществления | 1988 |
|
SU1523210A1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| Сварочный стан установки для изготовления труб электродуговой сваркой | 1970 |
|
SU335878A1 |