Изобретение относится к технологии холодной обработки металлов поверхностным пластическим деформированием.
Цель изобретения - расширение технологических возможностей способа и повышение точности и производительности обработки.
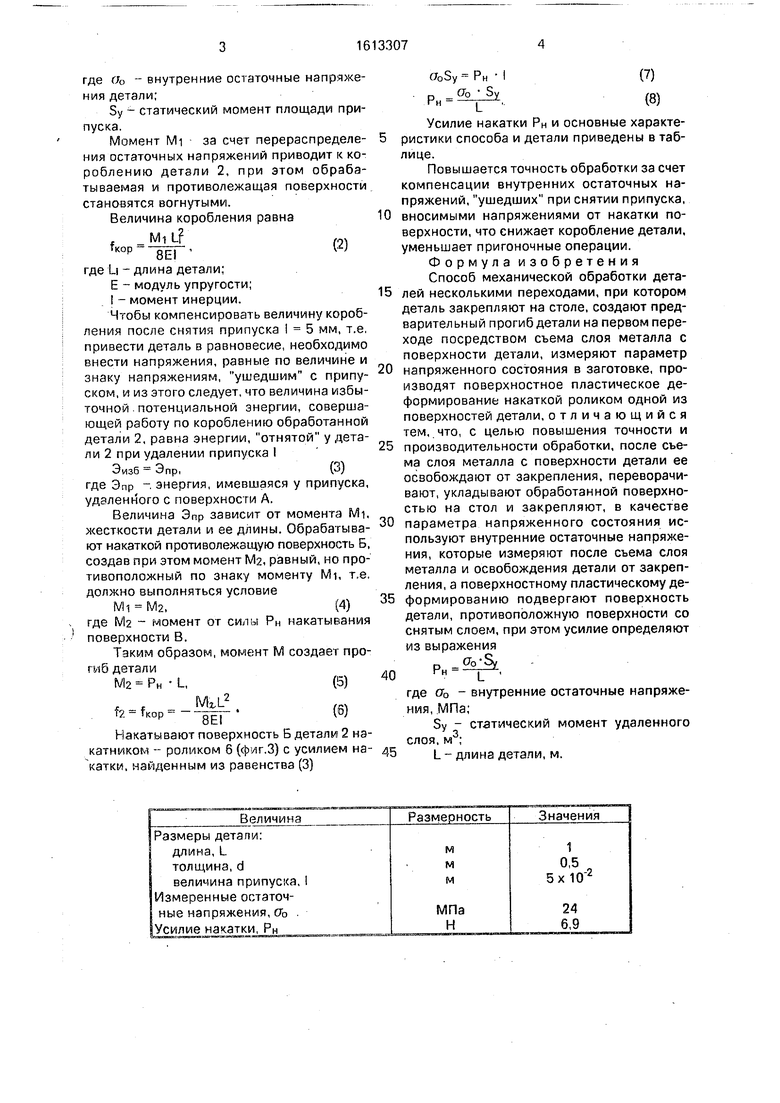
На фиг. 1-3 схематически показана последовательность обработки.
На столе 1 станка закрепляют деталь 2 для механической обработки и снимают припуск I инструментом 3. Сигналы, поступающие с датчика 4 прибора 5, фиксируют перераспределение остаточных напряжений в детали, которое приводит к ее короблению (фиг.2). Затем производят кантовку детали 2 и накатку поверхности Б противолежащей обрабатываемой поверхности А инструментом 6 с усилием накатывания, равным
РН
ObSy
где Оо - внутренние остаточные напряжения в детали;
Sy - статический момент площади удаленного припуска;
L-длина детали.
Пример. Деталь 2 из стали 40Х устанавливают и закрепляют на столе 1 фрезерного станка модели 6РН12 i2f01. Обрабатывают деталь 2 торцовой фрезой 3 с пластинками твердогасплава Т5К10 со снятием припуска i 5 мм. После обработки измеряют внутренние остаточные напряжения детали 2 датчиком 4 прибора 5 ИОН-4 (измеритель остаточных напряжений). После снятия припуска I 5 мм в детали 3 возникает момент неуравновешенных внутренних сил MI, который равен
Mi CToSy,(1)
где 00 - внутренние остаточные напряжения детали;
Sy статический момент площади припуска.
Момент MI за счет перераспределения остаточных напряжений приводит к короблению детали 2, при этом обрабатываемая и противолежащая поверхности становятся вогнутыми.
Величина коробления равна
, Mi iF
iKop
(2)
8EI
где LI - длина детали;
Е - модуль упругости;
I - момент инерции.
Чтобы компенсировать величину коробления после снятия припуска 1 5 мм, т.е. привести деталь в равновесие, необходимо внести напряжения, равные по величине и знаку напряжениям, ушедшим с припуском, и из этого следует, что величина избыточной . потенциальной энергии, совершающей работу по короблению обработанной детали 2, равна энергии, отнятой у детали 2 при удалении припуска I
Эизб - Эпр,Iw
где Эпр . энергия, имевшаяся у припуска, удаленного с поверхности А.
Величина Эпр зависит от момента Mi, жесткости детали и ее длины. Обрабатывают накаткой противолежащую поверхность Б, создав при этом момент М2, равный, но противоположный по знаку моменту Mi, т.е. должно выполняться условие
Mi M2,И)
где Мг - момент от силы Рн накатыЕ(ания поверхности В.
Таким образом, момент М создает про- гмб детали
М2 Рн L,(5)
, f ,..
Т2 - Укор
Накатывают поверхность Б детали 2 накатником - роликом 6 (фмг.З) с усилием накатки, найденным из равенства (3)
0
5
0
aoSy Рн I(7)
Рн 4..(8)
Усилие накатки Рн и основные характеристики способа и детали приведены в таблице.
Повышается точность обработки за счет компенсации внутренних остаточных напряжений, ушедших при снятии припуска, вносимыми напряжениями от накатки поверхности, что снижает коробление детали, уменьшает пригоночные операции.
Формула изобретения
Способ механической обработки деталей несколькими переходами, при котором деталь закрепляют на столе, создают предварительный прогиб детали на первом переходе посредством съема слоя металла с поверхности детали, измеряют параметр напряженного состояния в заготовке, производят поверхностное пластическое деформирование накаткой роликом одной из поверхностей детали, отличающийся тем,.что, с целью повышения точности и 5 производительности обработки, после съема слоя металла с поверхности детали ее освобождают от закрепления, переворачивают, укладывают обработанной поверхностью на стол и закрепляют, в качестве параметра напряженного состояния используют внутренние остаточные напряжения, которые измеряют после съема слоя металла и освобождения детали от закрепления, а поверхностному пластическому деформированию подвергают поверхность детали, противоположную поверхности со снятым слоем, при этом усилие определяют из выражения ОЬ оу Рн- L
где Сто - внутренние остаточные напряжения, .МПа;
Sy - статический момент удаленного слоя,м ;
0
5
0
5
L - длина детали, м.
/////////
fpuz.l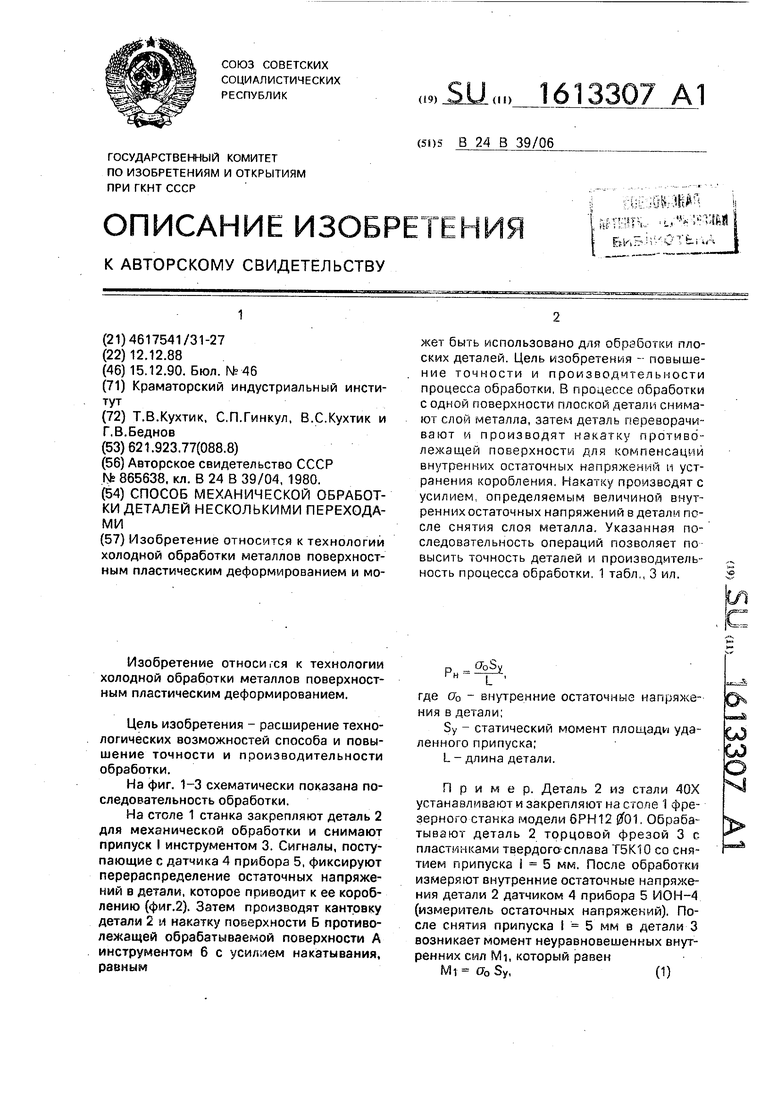
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| Способ механической обработки | 1986 |
|
SU1445868A1 |
| Способ снятия остаточных напряжений в изделиях | 1987 |
|
SU1446167A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1407684A1 |
| Способ определения состояния образца после обработки | 1990 |
|
SU1774227A1 |
| Способ фрезерования | 1986 |
|
SU1468681A1 |
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1373492A1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЗАГОТОВОК | 2001 |
|
RU2198769C2 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
Изобретение относится к технологии холодной обработки металлов поверхностным пластическим деформированием и может быть использовано для обработки плоских деталей. Цель изобретения - повышение точности и производительности процесса обработки. В процессе обработки с одной поверхности плоской детали снимают слой металла, затем деталь переворачивают и производят накатку противолежащей поверхности для компенсации внутренних остаточных напряжений и устранения коробления. Накатку производят с усилием, определяемым величиной внутренних остаточных напряжений в детали после снятия слоя металла. Указанная последовательность операций позволяет повысить точность деталей и производительность процесса обработки. 1 табл., 3 ил.
////////ш ///////
f
I кор. I
ЩигЗ
| Способ механической обработки деталей несколькими переходами | 1980 |
|
SU865638A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
