Изобретение относится к обработке металлов давлением, а именно к штам- повой оснастке.
Цель изобретения - расширение тех- нологических возможностей.
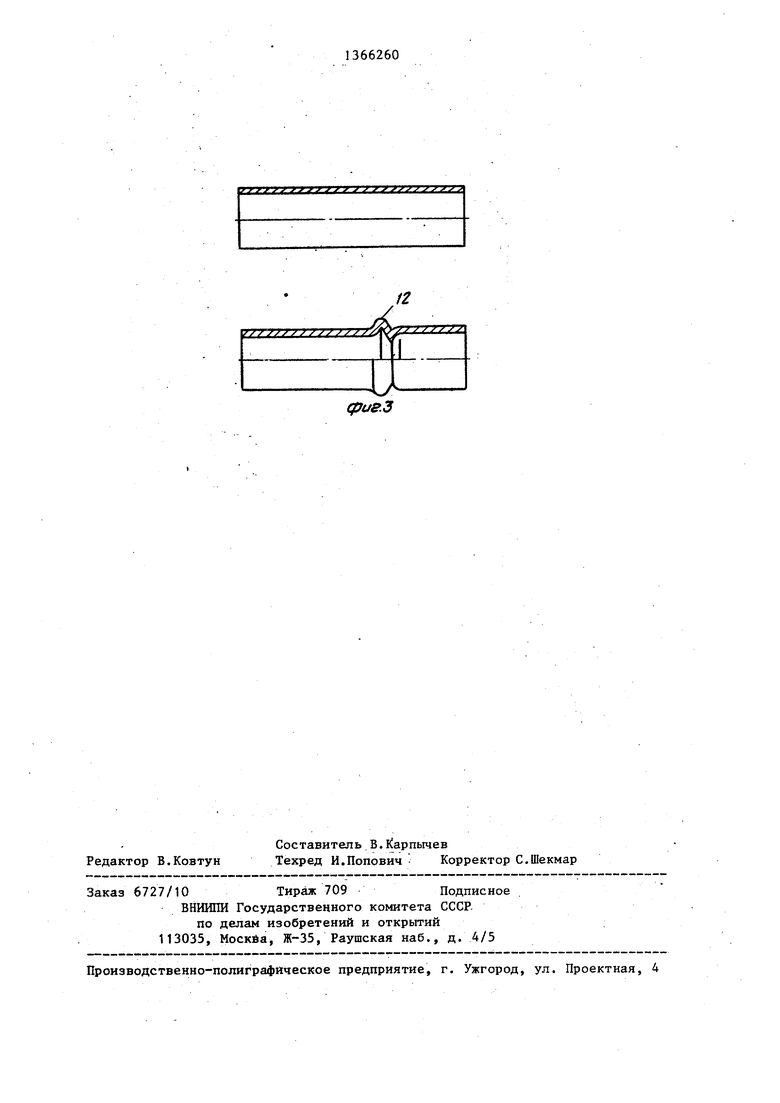
На фиг.1 изображен штамп, разрез по оси пуансона на фиг.2 - то же, вид сверхуJ на фиг.З - заготовка трубчатой детали и готовая деталь с буртиками.
Штамп содержит неподвижную нижнюю плиту 1, на которой закреплен стержень 2, служащий средством фиксации заготовки с диаметром, равным внут- реннему диаметру получаемой трубчатой детали. Нижняя разрезная матрица 3 имеет наружньш конус, соответствующий внутреннему конусу верхней разрезной матрицы 4, установленной на верхней подвижной плите 5, в которой закреплен пуансон 6. Колонки 7 уста - новлены в неподвижной нижней плите 1 и имеют участки -с различными диаметрами по высоте и взаимодействуют с верхней разрезной матрицей 4. Обе части матриц 3 и 4 подпружинены друг относительно друга с помощью пружин 8. Пуансон 6 и верхняя разрезная матрица имеют кольцевые углубления 9, соответствующие формируемым на детали буртикам. Для удаления детали служит сьемник 10.
Штамп работает следующим образом.
Заготовка 11 устанавливается на стержень 2. Матрицы 3 и 4 под действием пружин 8 находятся в разомкнутом состоянии. При ходе верхней подвижной плиты 5 вниз сначала смыкаются секции матрицы 4 за счет разни- цы диаметров колонок 7, затем за счет взаимодействия внутреннего конуса матрицы 4 и наружного конуса матрицы 3 происходит смыкание последней. Формовка осуществляется пуансоном 6 при
закрытом объеме, созданном матрицами 3 и 4 . При ходе верхней плиты вверх открываются секции матрицы 4, затем секции матрицы 3. Деталь с пуансона 6 снимается матрицей 4 за на- ружньй буртик 12, а со стержня 2 съемником 10 в торец детали.
Формула изобретения
1 . Штамп для формовки полых деталей ступенчатой формы, содержащий подвижную верхнюю плиту, неподвижную нижнюю плиту с разрезной матрицей, секции которой имеют конические участки, а также связанные с верхней плитой пуансон, и средство фиксации положения заготовки, отличаю- щ и ,й с я тем, что, с целью расширения технологических возможностей, он снабжен дополнительной секционной разрезной матрицей, связанной с верхней плитой, а также установленными на нижней плите ступенчатыми по высоте колонками, при этом секции дополнительной разрезной матрицы выполнены со стороны имеющейся разрезной матрицы с внутренними коническим участками, ответными коническим участкам секций последней, и установлен с возможностью взаимодействия с ними по указанным участкам, дополнительная разрезная матрица смонтирована с возможностью взаимодействия со ступенчатыми колонками, а средство фиксации положения заготовки вьтолнено в виде стержня, расположенного на нижней плите соосно пуансону.
2.Штамп ПОП.1, отличающийся тем, что он снабжен установленным на нижней плите съемником.
3.Штамп поп.1,отличающ й-й с я тем, что секции каждой матрицы подпружинены между собой.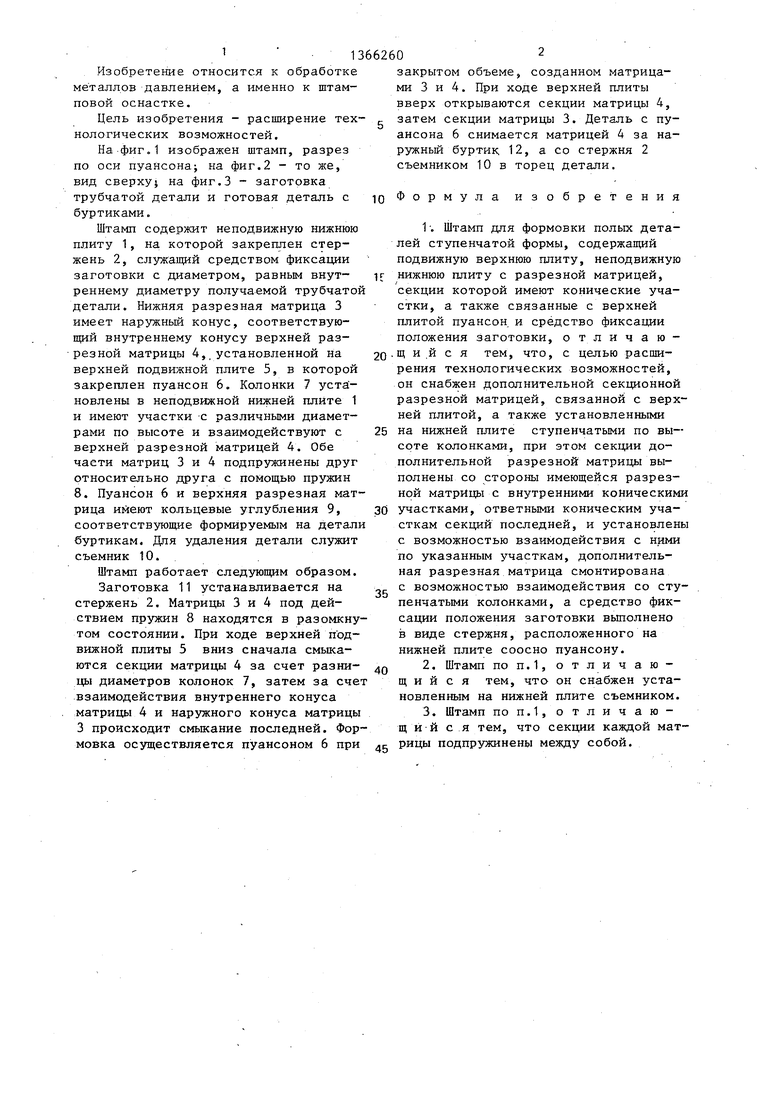
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |

Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке. Целью изобретения является расширение технологических возможностей. Цель достигается за счет наличия в штампе двух разрезных матриц, секции кот.орых имеют конические участки взаимодействия, а также ступенчатых по высоте колонок. Это обеспечивает поочередное смыкание секций матриц при деформировании заготовки пуансоном. Готовая деталь снимается с пуансона одной из матриц. Фиксация положения заготовки производится стержнем. Для снятия готовой детали со стержня предусмотрен съемник. 2 з.п. ф-лы, 3 ил.
сриг.г
J f f Jcpus-S
| Штамп для формовки внутренних выступов в трубчатой детали | 1982 |
|
SU1117102A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
