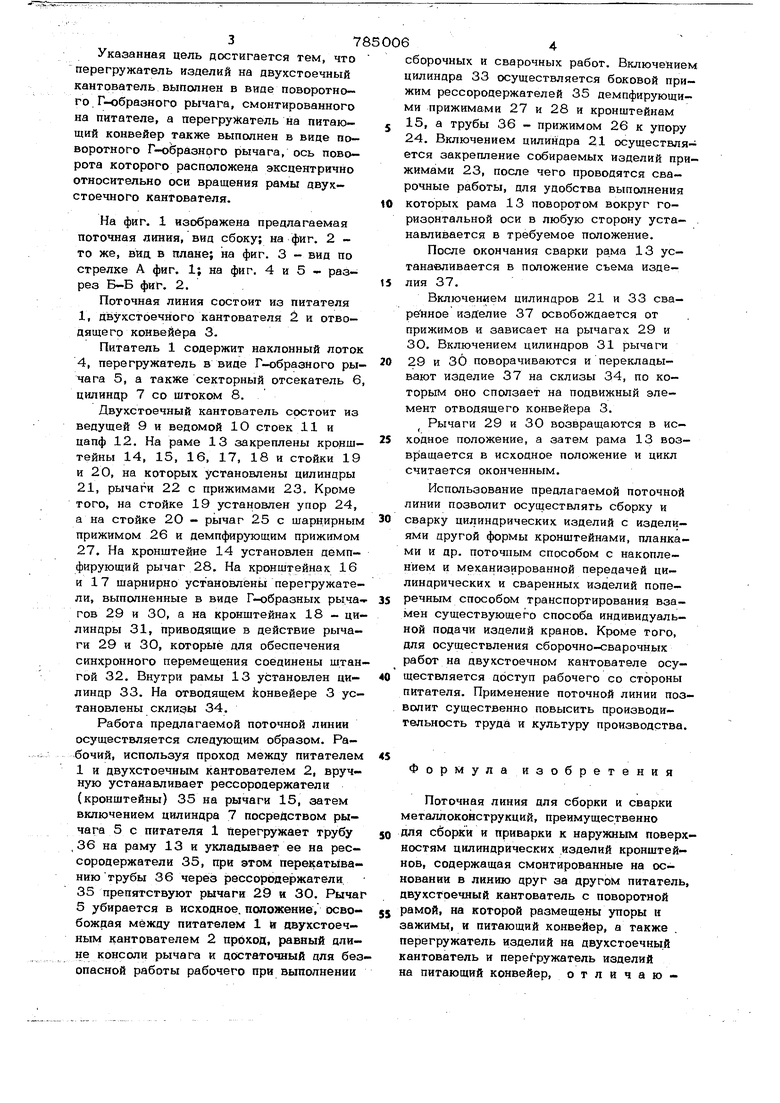
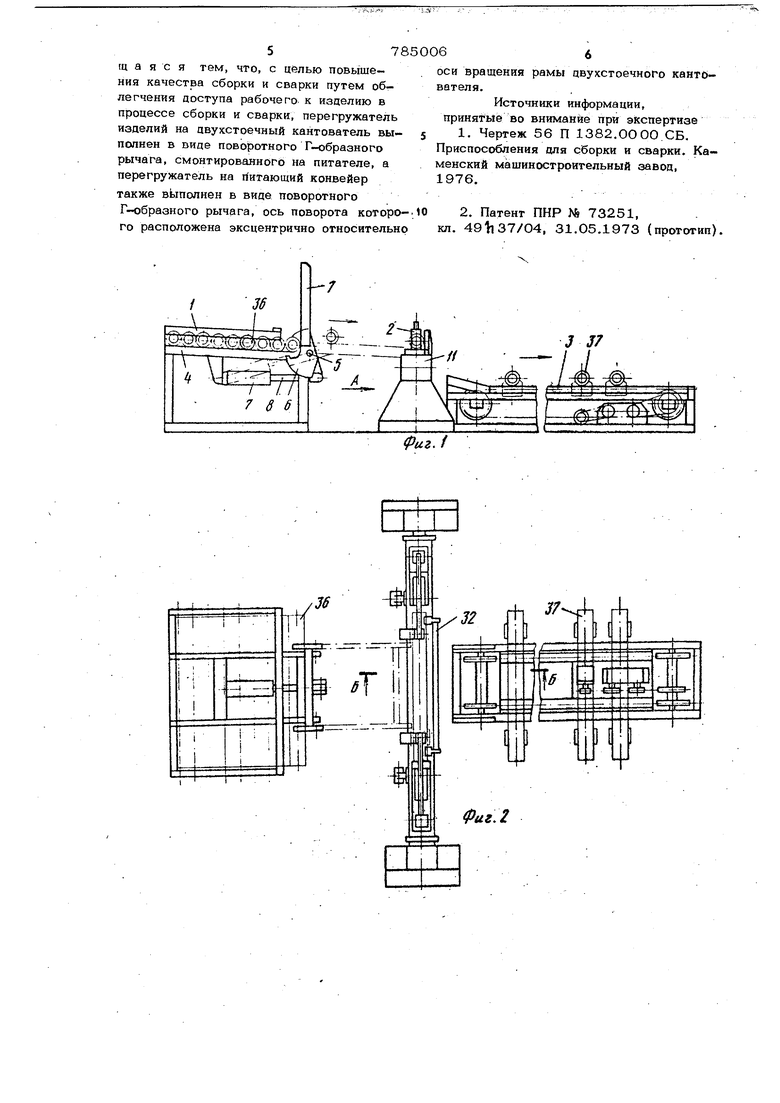
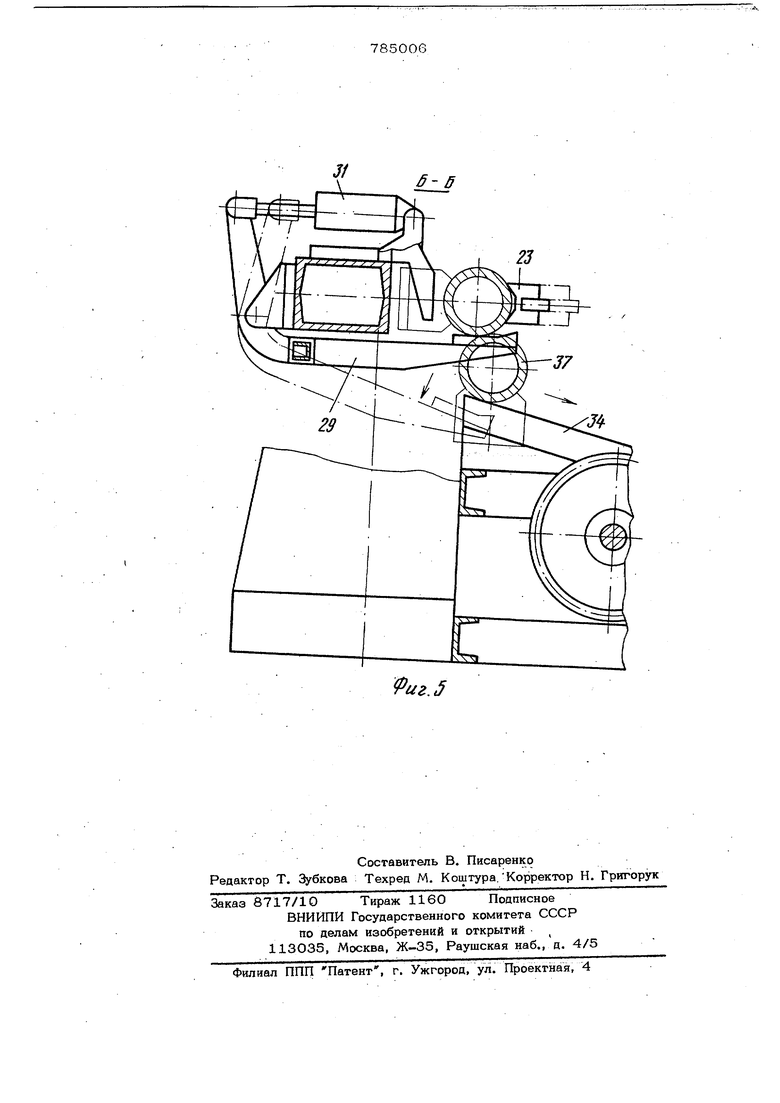
Указанная цель достигается гем, что перегружатель изделий на двухстоечный кантователь выполнен в виде поворотного. Г-образного рычага, смонтированного на питателе, а перегружатель на питающий конвейер также выполнен в виде поворотного Г-о6ра13Нрго рычага, ось поворота которого расположена эксцентрично относительно оси вращения рамы двух- стоечного кантователя. На фиг. 1 изображена предлагаемая поточная линия, вид сбоку; на фиг. 2 то же, вид. в плане; на фиг. 3 - вид по стрелке А фиг. 1; на фиг. 4 и 5 - разрез Б-Б фиг. 2. Поточная линия состоит из питателя 1, двухстоечного кантователя и отводящего конвейбра 3. Питатель 1 содержит наклонный лоток 4, перегружатель в виде Г-образного рычага 5, а также секторный отсекатель 6 цилиндр 7 со штоком 8. Двукстоечный кантователь состоит из ведущей 9 и ведомой 10 стоек 11 и цапф 12. На раме 13 закреплены кронштейны 14, 15, 16, 17, 18 и стойки 19 и 20, на которых установлены цилиндры 21, рычаги 22 с прижимами 23. Кроме того, на стойке 19 установлен упор 24, а на стойке 20 - рычаг 25 с шардирным прижимом 26 и демпфирующим прижимом 27. На кронштейне 14 установлен демпфирующий рычаг 28. На кронштейнах 16 и 17 шарнирно установлены перегружатели, выполненные в виде Г-образных рыча гов 29 и 30, а на кронштейнах 18 - ци линдры 31, приводящие в действие рычаги 29 и 30, которые для обеспечения синхронного перемещения соединены штан гой 32. Внутри рамы 13 установлен цилиндр 33. На отводящем Конвейере 3 установлены склиды 34. Работа предлагаемой поточной линии осуществляется следующим образом. Рабочий, используя проход между питателем 1 и двукстоечным кантователем 2, вручную устанавливает рессородержатели (кронштейны) 35 на рычаги 15, затем включением цилиндра 7 посредством рычага 5 с питателя 1 Перегружает трубу , 36 на раму 13 и укладывает ее на рессородержатели 35, при этом перекатыванию трубы 36 через рессородержатели 35 препятствуют рычаги 29 и 30. Рыча 5 убирается в исходное, положение, освобождая между питателем 1 и двухстоечным кантователем 2 проход, равный длине консоли рычага и достаточный для бе опасной работы рабочего при выполнении сборочных и сварочных работ. Включением цилиндра 33 осуществляется боковой прижим рессородержателей 35 демпфирующими прижимами 27 и 28 и кронштейнам 15, а трубы 36 - прижимом 26 к упору 24. Включением цилиндра 21 осуществляется закрепление собираемых изделий прижимами 23, после чего проводятся сварочные работы, для удобства выполнения которых рама 13 поворотом вокруг горизонтальной оси в любую сторону уста- . навливается в требуемое положение. После окончания сварки рама 13 устанавливается в положение съема издеЛИЯ 37. Включением цилиндров 21 и 33 сва- ренное изделие 37 освобождается от прижимов и зависает на рычагах 29 и ЗО. Включением цилиндров 31 рычаги 29 и 30 поворачиваются и перекладывают изделие 37 на склизы 34, по которым оно сползает на подвижный элемент отводящего конвейера 3. Рычаги 29 и ЗО возвращаются в исходное положение, а затем рама 13 воз- вращается в исходное положение и цикл считается оконченным. Использование предлагаемой поточной линии позволит осуществлять сборку и сварку цилиндрических изделий с изделиями другой формы кронштейнами, планками и др. поточным способом с накоплением и механизированной передачей цилиндрических и сваренных изделий поперечным способом транспортирования вза- существующего способа индивидуальной подачи изделий кранов. Кроме того, для осуществления сборочно-сварочных работ на двухстоечном кантователе осу- ществляется доступ рабочего со стороны питателя. Применение поточной линии позволит существенно повысить производительность труда и культуру производства. Формула изобретения Поточная линия для сборки и сварки металлоконструкций, преимущественно для сборки и приварки к наружным поверхностям цилиндрических изделий кронштейнов, содержащая смонтированные на основании в линию друг за другом питатель, двухстоечный кантователь с поворотной рамой, на которой размещены упоры и зажимы, и питающий конвейер, а также перегружатель изделий на двухстоечный кантователь и перегружатель изделий на питающий конвейер, отличающ а я с я тем, что, с целью повышения качества сборки и сварки путем облегчения доступа рабочего к изделию в процессе сборки и сварки, перегружатель изделий на цвухстоечный кантователь выполней в виде поворотного Г-образного рычага, смонтированного на питателе, а перегружатель на йитающий конвейер также выполнен в виде поворотного Г-образного рычага, ось поворота которого расположена эксцентрично относительно
оси вращения рамы двухстоечного кантователя.
Источники информации, принятые во внимание при экспертизе
1.Чертеж 56 П 1382,0000 СБ. Приспособления для сборки и сварки. Каменский машиностроительный завод, 1976.
2.Патент ПНР Л6 73251,
кл. 49li 37/04, 31.05.1973 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Двухстоечный кантователь | 1973 |
|
SU438508A1 |
| Поточная линия для изготовления пространственных сварных конструкций | 1978 |
|
SU770714A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| ПОТОЧНАЯ ЛИНИЯ СБОРКИ И СВАРКИ ТОПЛИВНЫХ БАКОВ | 1973 |
|
SU399351A1 |
Фиг. 2
7850O6 202229
S- б 222ft
игЛ 13
-в
иг.З
