Изобретение относится к машиностроению, к соединениям металлических деталей с полимерными композиционными деталями.
Цель изобретения - повышение нагрузочной способности соединения.
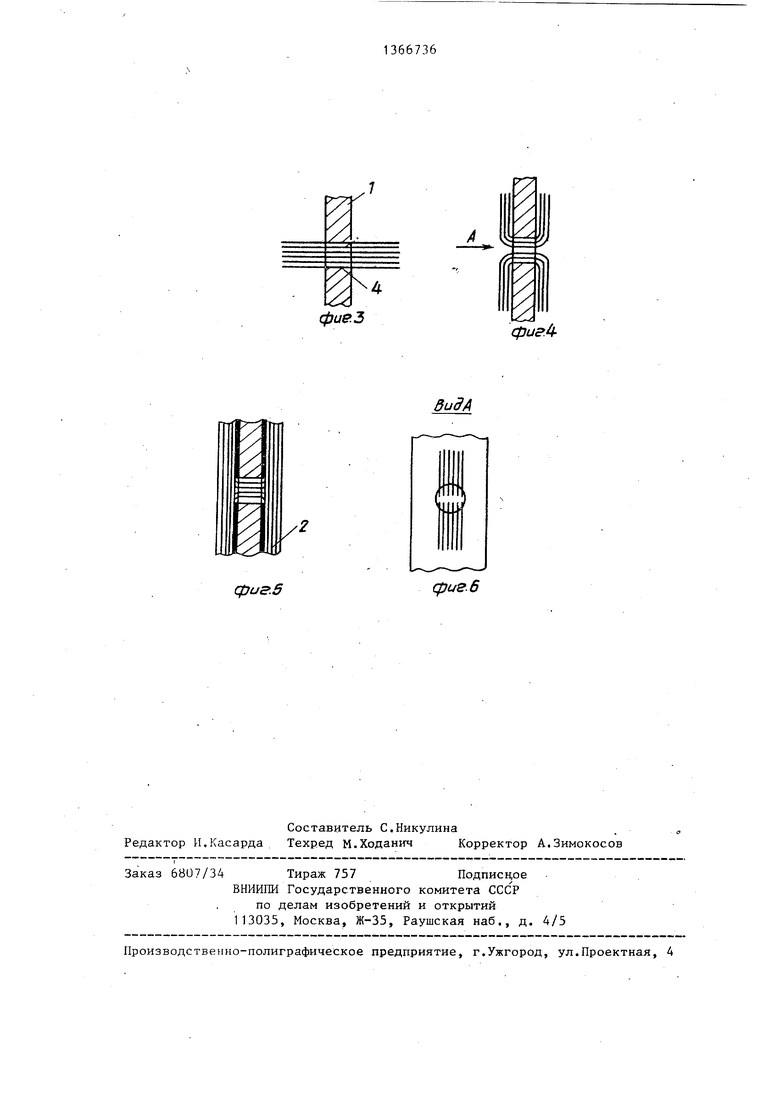
На фиг. 1 изображен крепежньй элемент; на фиг. 2 - вариант выполнения крепежного элемента ,с одной замыкающей- головкой; на фиг. 3 - 5 - последовательность сборки соединения деталей; на фиг. 6 - вид А на фиг. 4.
Соединение металлической детали 1
10
талей, металлической с полимерной композиционной, в которую внедрены волокна крепежного элемента, обеспечивающего силовые взаимодействия деталей совместно со склеиванием.
За счет главных переходов волокон от основной части крепежного элемен-- та, установленного в отверстии металлической детали, к материалу полимерной композиционной детали в соединении при его нагружении имеет место равномерное распределение рабочих напряжений в зоне крепежного элемента.
с полимерной композиционной деталью 2 15 сглаживание концентрации напряжений.
талей, металлической с полимерной композиционной, в которую внедрены волокна крепежного элемента, обеспечивающего силовые взаимодействия деталей совместно со склеиванием.
За счет главных переходов волокон от основной части крепежного элемен-- та, установленного в отверстии металлической детали, к материалу полимерной композиционной детали в соединении при его нагружении имеет место равномерное распределение рабочих напряжений в зоне крепежного элемента.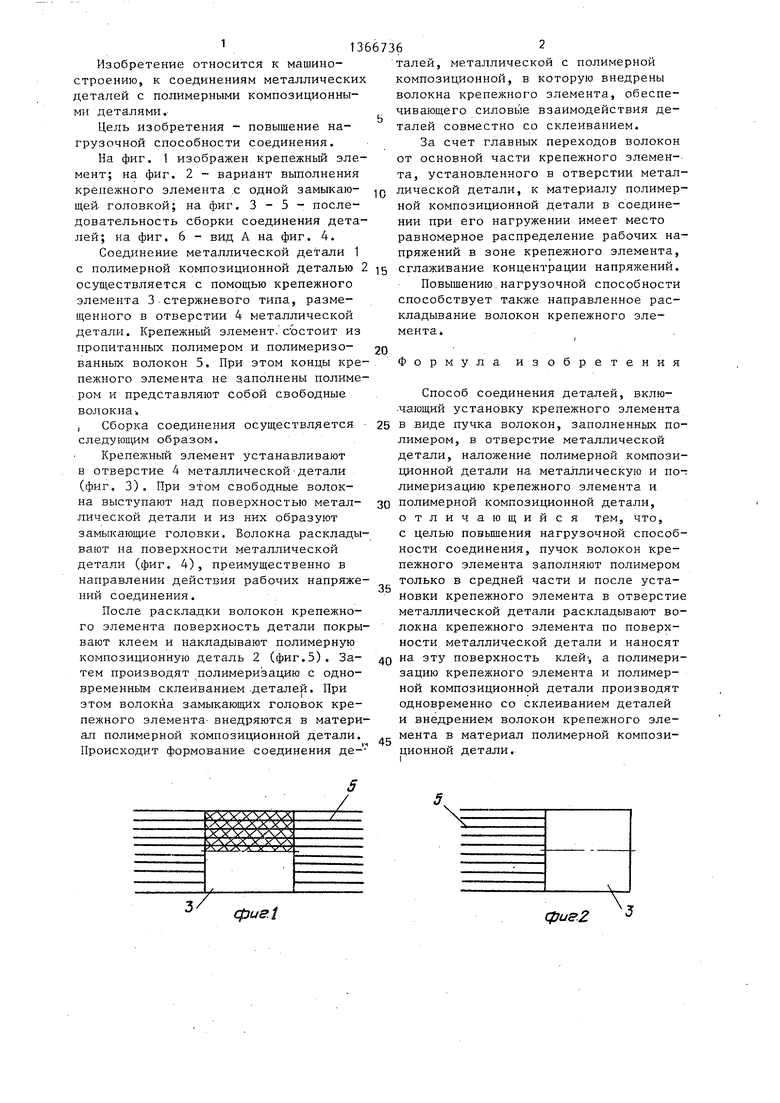
| название | год | авторы | номер документа |
|---|---|---|---|
| Неразъемное соединение деталей и способ его получения | 1989 |
|
SU1723373A1 |
| НОВЫЙ ПРОМЕЖУТОЧНЫЙ УПРОЧНЯЮЩИЙ МАТЕРИАЛ, СОСТОЯЩИЙ ИЗ МНОЖЕСТВА РАЗДЕЛИТЕЛЬНЫХ НИТЕЙ, ПОКРЫТЫХ ТОНКИМ НЕТКАНЫМ МАТЕРИАЛОМ | 2011 |
|
RU2535694C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2001 |
|
RU2219390C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2079765C1 |
| Способ клепки | 1990 |
|
SU1784398A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА, СОДЕРЖАЩЕЙ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ЧАСТЬ ДЛЯ ПРИЛОЖЕНИЯ УСИЛИЯ ИЛИ ЛОКАЛЬНОЕ УТОЛЩЕНИЕ | 2015 |
|
RU2682630C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СИЛОВОГО ЭЛЕМЕНТА | 2021 |
|
RU2791942C1 |
| ЖЕСТКИЙ НА КРУЧЕНИЕ КОЛЬЦЕВОЙ УЗЕЛ СТАТОРА ДЛЯ АВИАЦИОННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2392466C2 |
| ЗАКЛЕПКА И СПОСОБ ПОЛУЧЕНИЯ НЕРАЗЪЕМНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2003 |
|
RU2261374C2 |
| ТРАНСМИССИОННЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2687466C2 |
Изобретение относится к машиностроению, к соединениям металлической детали с полимерной композиционной. Цель изобретения - повьшение нагрузочной способности соединения. Соединение деталей осуществлено полимери- зованным композиционным крепежным элементом (КЭ), установленным в отверстие металлической детали. Свободные от полимера волокна КЗ внедрены в материал полимерной композиционной детали. Повышение нагрузочной способности соединения обеспечивается за счет главного перехода волокон КЭ от его oqнoвнoй части к материалу полимерной композиционной детали за счет внедрения этих волокон в материал полимерной композиционной детали. В соединении нет концентраторов напряжений в зоне КЗ. Нагрузочная способность повышается за счет направленной раскладки волокон КЗ по направлению действия рабочих напряжений. 6 ил. (Л
осуществляется с помощью крепежного элемента 3 - стержневого типа, размещенного в отверстии 4 металлической детали. Крепежньй элемент, состоит из пропитанных полимером и полимеризо- ванных волокон 5. При этом концы крепежного элемента не заполнены полимером и представляют собой свободные волокна-.
, Сборка соединения осуществляется следующим образом.
Крепежный элемент устанавливают в отверстие 4 металлической-детали (фиг, 3). При этом свободные волокна выступают над поверхностью металлической детали и из них образуют замыкающие головки. Волокна раскладывают на поверхности металлической детали (фиг, 4), преимущественно в направлении действия рабочих напряжений соединения.
После раскладки волокон крепежного элемента поверхность детали покрывают клеем и накладывают полимерную композиционную деталь 2 (фиг.5), Затем производят полимеризацию с одновременным склеиванием -деталей. При этом волокна замыкающих головок крепежного элемента- внедряются в материал полимерной композиционной детали. Происходит формование соединения де3/
фиг
Повышению.нагрузочной способности способствует также направленное раскладывание волокон крепежного элемента
Формула изобретения
Способ соединения деталей, вклю- чающий установку крепежного элемента
в виде пучка волокон, заполненных поимером, в отверстие металлической етали, наложение полимерной композиционной детали на металлическую и полимеризацию крепежного элемента и
полимерной композиционной детали, отличающийся тем, что, с целью повышения нагрузочной способности соединения, пучок волокон крепежного элемента заполняют полимером только в средней части и после установки крепежного элемента в отверстие металлической детали раскладывают волокна крепежного элемента по поверхности металлической детали и наносят
на эту поверхность клей , а полимеризацию крепежного элемента и полимерной композиционной детали производят одновременно со склеиванием деталей и внедрением волокон крепежного элемента в материал полимерной компози
ционной детали.
фие2
2
фигЗ
Х
фие.5
4
фиг. 6
| Заклепка | 1979 |
|
SU812993A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| ВИХРЕВОЙ РАСХОДОМЕР | 1998 |
|
RU2121136C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
