со
ел
СО
00
/2
Изобретение относится к обработке металлов давлением, в частности к штампам для отрезки фасонного и сортового проката, а также гнутого профиля.
Целью изобретения является повышение удобства обслуживания путем уменьшения времени на замену пуансона и матрицы и упрош,ение конструкции.
На фиг. 1 изображен отрезной штамп, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Отрезной штамп содержит нижнюю неподвижную плиту 1 и верхнюю подвижную плиту 2. На нижней плите установлены матрицедержатель 3 с матрицей 4, узел 5 направления пуансона относительно матрицы 15 с П-образными пазами 6 и призма 7, поддерживающая заготовку 8. На верхней плите 2 установлены две контактирующие с пазами 6 узла 5 направления пуансона относительно матрицы планки-пуансонодержатели 9, к
10
ным плоскостям 11 и 12 и закрепляются в соответствующих держателях, чем и выдерживается постоянный зазор между инструментами.
В предлагаемом отрезном штампе исключена необходимость дополнительного регулирований инструментов, так как постоянный зазор между ними обеспечен взаимным расположением держателей инструментов. Кроме того, использование пуансонодержателя в качестве направляющих упрощает конструкцию и уменьшает ее металлоемкость.
Формула изобретения
1. Отрезной щтамп, содержащий нижнюю неподвижную плиту с закрепленным на ней матрицедержателем, - матрицу, установленную в матрицедержателе, верхнюю подвижную плиту с закрепленным на ней пуансонодержателем с пуансоном и узел накоторым прикреплен пуансон 10. Вертикаль- 20 правления пуансона относительно матрицы, ные опорные плоскости 11 и 12 сопряжения отличающийся тем, что, с целью повышения пуансона 10 с планками-пуансонодержате- удобства обслуживания путем уменьшения
времени на замену пуансона и матрицы, режущие кромки пуансона и матрицы расположены соответственно в плоскостях конлями 9 и матрицы 4 с матрицедержателем 3 расположены со стороны соответствующих режущих кромок и отстоят друг от друга на расстоянии заданной величины зазора Z.
Штамп работает следующим образом.
Заготовка 8 укладывается на призму 7 и матрицу 4 так, что ее конец, свисаю25
такта пуансона с пуансонодержателем и матрицы с матрицедержателем.
2. Штамп по п. 1, отличающийся тем, что, с целью упрощения конструкции, узел направления пуансона относительно матрицы выщий со стороны матрицы, соответствует зо полнен в виде направляющих с П-образнытребуемой замене отрезаемой детали. При включении пресса верхняя плита 2 опускается и пуансон 10 отрезает-заготовку 8. Затем цикл повторяется.
После переточки пуансон и матрица при установке их в штамп прижимаются к опорми пазами, смонтированных на неподвижной плите, а пуансонодержатель - в виде двух планок, наружные плоскости которых установлены с возможностью взаимодействия с образующими П-образных пазов направляющих.
ным плоскостям 11 и 12 и закрепляются в соответствующих держателях, чем и выдерживается постоянный зазор между инструментами.
В предлагаемом отрезном штампе исключена необходимость дополнительного регулирований инструментов, так как постоянный зазор между ними обеспечен взаимным расположением держателей инструментов. Кроме того, использование пуансонодержателя в качестве направляющих упрощает конструкцию и уменьшает ее металлоемкость.
Формула изобретения
времени на замену пуансона и матрицы, режущие кромки пуансона и матрицы расположены соответственно в плоскостях кон25
такта пуансона с пуансонодержателем и матрицы с матрицедержателем.
2. Штамп по п. 1, отличающийся тем, что, с целью упрощения конструкции, узел направления пуансона относительно матрицы выми пазами, смонтированных на неподвижной плите, а пуансонодержатель - в виде двух планок, наружные плоскости которых установлены с возможностью взаимодействия с образующими П-образных пазов направляющих.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗДЕЛИТЕЛЬНЫЙ ШТАМП | 1991 |
|
RU2018392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2013170C1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для гибки листовых заготовок | 1985 |
|
SU1291243A1 |
| Штамп для обработки стенок полых деталей | 1977 |
|
SU774707A1 |
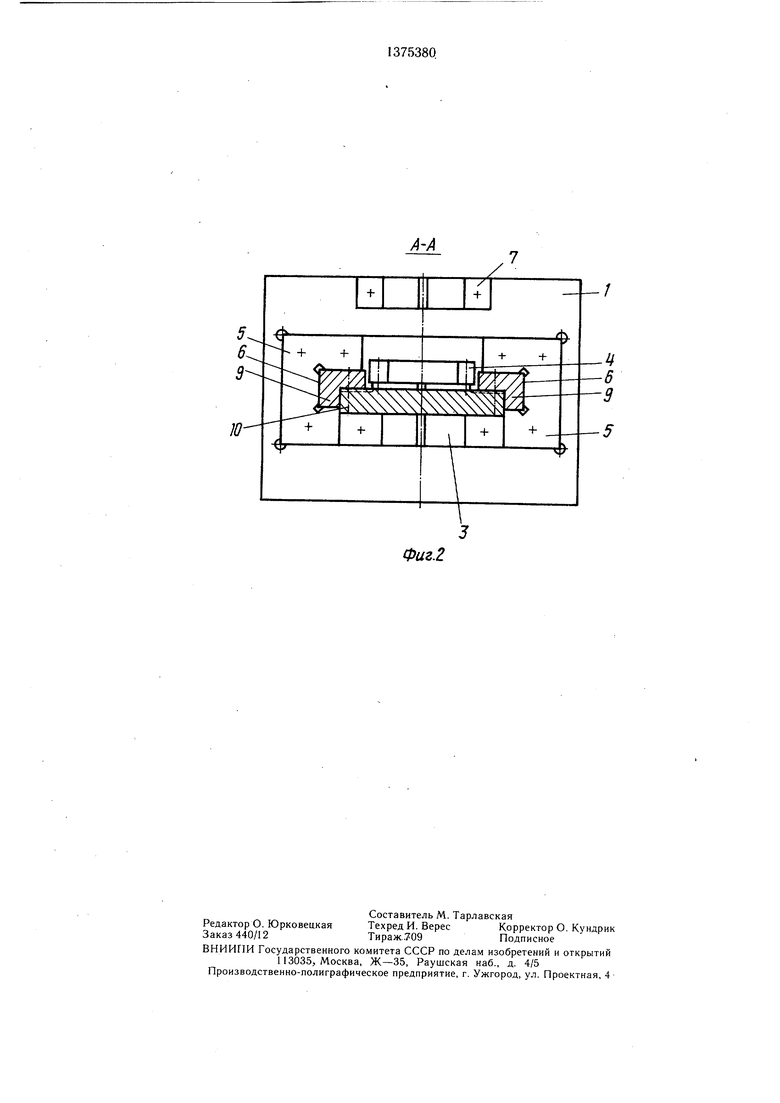
Изобретение относится к обработке металлов давлением, в частности к машинам для отрезки фасонного и сортового проката, а также гнутого профиля. Целью изобретения является ,повышение удобий по и иой м ке иго ебства обслуживания путем уменьшения времени на замену пуансона и матрицы и упро- ш,ение конструкции. В отрезном штампе вертикальные плоскости прилегания матрицы 4 и пуансона 10 к своим держателям расположены со стороны соответствующих режущих кромок и отстоят одна от другой на расстоянии заданной величины зазора Z. Пуансонодержатель 9 выполнен в виде двух планок, каждая из которых сопрягается со стенками П-образных пазов, выполненных в узле 5 направления пуансона относительно матрицы. В отрезном штампе постоянный зазор между инструментами обеспечивается взаимным расположением держателей инструментов. Использование пуансонодержателя в качестве направляющих упрощает конструкцию и уменьшает металлоемкость. 1 з.п. ф-лы, 3 ил. e (Л
| Система универсальных переналаживаемых штампов для холодной листовой штамповки (УПШ), 8-72-18 | |||
| НИИинформ тяжмаш, М., 1972, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
