00 О) ;О 00 00 00
11369838
Изобретение относится к металлургии, а именно к обработке металлов давлением, и может быть использовано для исследования характера течения металла.
Цель изобретения - упрощение реализации.
На фиг.1 показана схематически поверхность калибра валка, контактировавшая с материалом; на фиг.2 - схема движения точек поверхности об- .рабатьтаемой полосы относительно поверхности валка.
Предлагаемый способ реализуется при прокатке материала, в поверхность которого вводят инородные свидетели в виде частиц большей твердости в сравнении с твердостью материала валка Л, имеющего калибр 2 и ось 3,
При обработке давлением частицы начинают перемещаться совместно с материалом и оставляют следы 4 на инструменте. Например валках. Величина и направление следов характеризуют процесс течения материала.
Рассматривают теоретическое движение точек поверхности, например, обрабатьшаемой полосы в процессе обработки ее давлением относительно поверхности валка. Дпя этого выделяют точки Г и В, лежащие на краях полосы, и точку Б, лежащую на оси симметрии поверхности полосы. При прокатке теоретически разделяют процесс деформирования на зону отставания, зону опережения и расположенное между этими зонами нейтральное сечение.
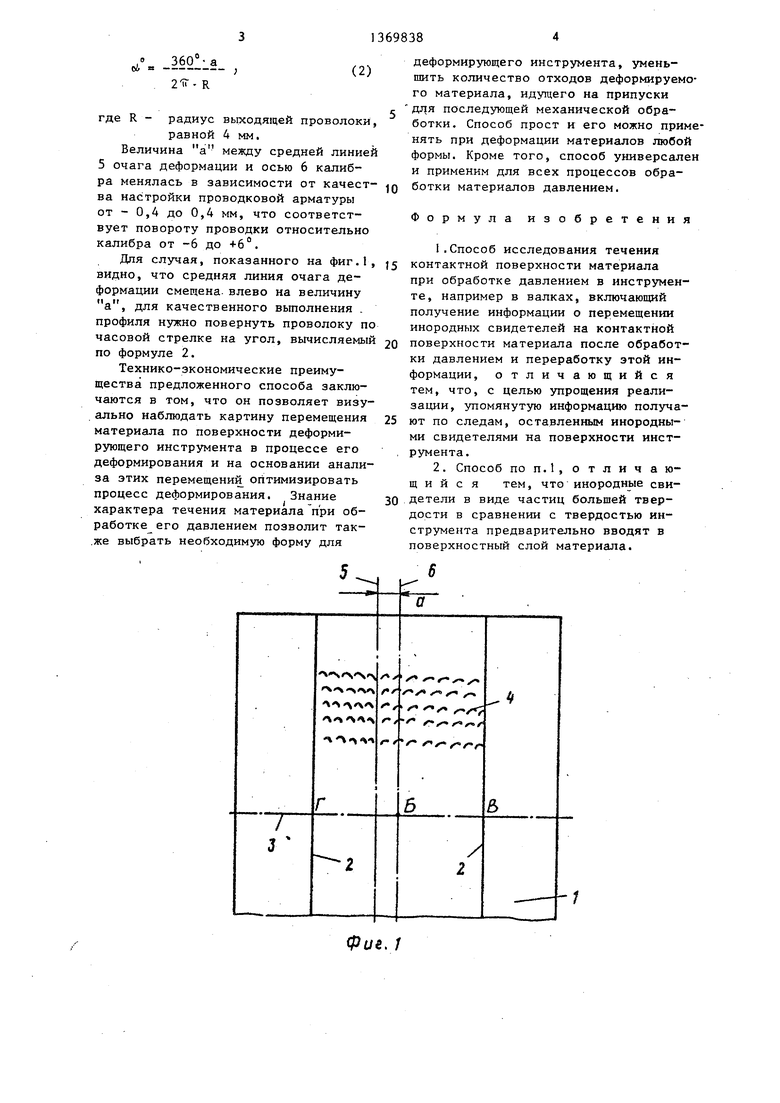
Дпя наглядности рассмотрим движение точек Г, Б, В в проекции на плоскость YOZ.
При движении в зоне отставания скорость точек поверхности полосы можно разложить на две составляющие вдоль оси вращения валка, (в сторону уширения) для точки Б вдоль оси OY, а для точки Г против оси OY, и скорость, противоположную скорости вращения валка. Теоретические кривые движения точек поверхности полосы Jтнocитeльнo поверхности валка в зоне отставания на фиг. 2, Дпя точки Г участок кривой Г Г, для точ ки В участок В в, для точки Б участок кривой Б Б, точка Б находится на средней линии очага деформации, где нет уширения, проекция траекто0
5
0
5
0
рии движения точки Б относительно валка на плоскость YOZ будет прямая, Угол наклона кривых к оси OY будет плавно изменяться от 90° в точке Б до об - вправо от точки Б и до об - влево от точки Б. В зоне опережения составляющая скорости уширения точек поверхности полосы не изменит своего знака, скорость относительно валков переменит знак на противоположный, т.е. будет больше скорости движения поверхности валка. Движение точек поверхности полосы в зоне опережения соответствует для точки Г учасп I гл п ч -п III
ток г Г , для точки Б - Б Б , для точки В это В В . Формы и размеры этих кривых зависят от таких факторов, как обжатие, форма калибра, форма полосы, радиус валков, температура, переднее (заднее натяжение, шероховатость валков и т.д.
Дпя процесса прокатки по полученным кривым можно определить и другие характеристики, например уширение (для материала в точке Г абсолютное уширение равно Yg- Y,) J положение нейтрального сечения, а из положения нейтрального сечения - момент прокатки:
Р-У , .
Ya- Y,
(0
5
0
5
0
5
где p - угол захвата заготовки
валками;
у - угол между вертикальной плоскостью и плоскостью нейтрального сечения; работу сил трения в данной точке, для чего величину контактного следует умножить на длину кривой и т.д.
Пример. В клетях с трехвалко вым калибром бьта прокатана проволока диаметром 8 мм из заготовки диаметром 10 мм .,в два прохода. Материал заготовки ст.70. Частицами, оставляющими следы на поверхности калибра валков, явилась окалина, оставляющаяся на проволоке от предьщу- щих этапов ее обработки.
При реализации способа получают картину течения материала на поверхности калибра валка. При анализе картины течения материала валка определяют величину а смещения средней линии очага деформации относительно оси калибра, что в пересчете на угол поворота входной проводки дает величину, равную
0
.3§2ll5- 2ТГ. R
где R - радиус вькодящей проволоки, равной 4 мм.
Величина а между средней линией 5 очага деформации и осью 6 калибра менялась в зависимости от качества настройки проводковой арматуры от - 0,4 до 0,4 мм, что соответствует повороту проводки относительно калибра от -6 до +6°.
Для случая, показанного на фиг.1, видно, что средняя линия очага деформации смещена, влево на величину а, для качественного выполнения . профиля нужно повернуть проволоку по часовой стрелке на угол, вычисляемый по формуле 2.
Технико-экономические преимущества предложенного способа заключаются в том, что он позволяет визуально наблюдать картину перемещения материала по поверхности деформирующего инструмента в процессе его деформирования и на основании анализа этих перемещений оптимизировать
процесс деформирования. Знание характера течения материала при обработке его давлением позволит так- .же выбрать необходимую форму для
10
jj 20
25
30
деформирующего инструмента, уменьшить количество отходов деформируемого материала, идущего на припуски последующей механической обработки. Способ прост и его можно применять при деформации материалов любой формы. Кроме того, способ универсален и применим для всех процессов обработки материалов давлением.
Формула изобретения
1.Способ исследования течения контактной поверхности материала при обработке давлением в инструменте, например в валках, включающий получение информации о перемещении инородных свидетелей на контактной поверхности материала после обработки давлением и переработку этой информации, отличающийся тем, что, с целью упрощения реализации, упомянутую информацию получают по следам, оставленным инородными свидетелями на поверхности инструмента.
2. Способ поп.1,отличаю- щ и и с я тем, что инородньш свидетели в виде частиц большей твердости в сравнении с твердостью инструмента предварительно вводят в поверхностный слой материала.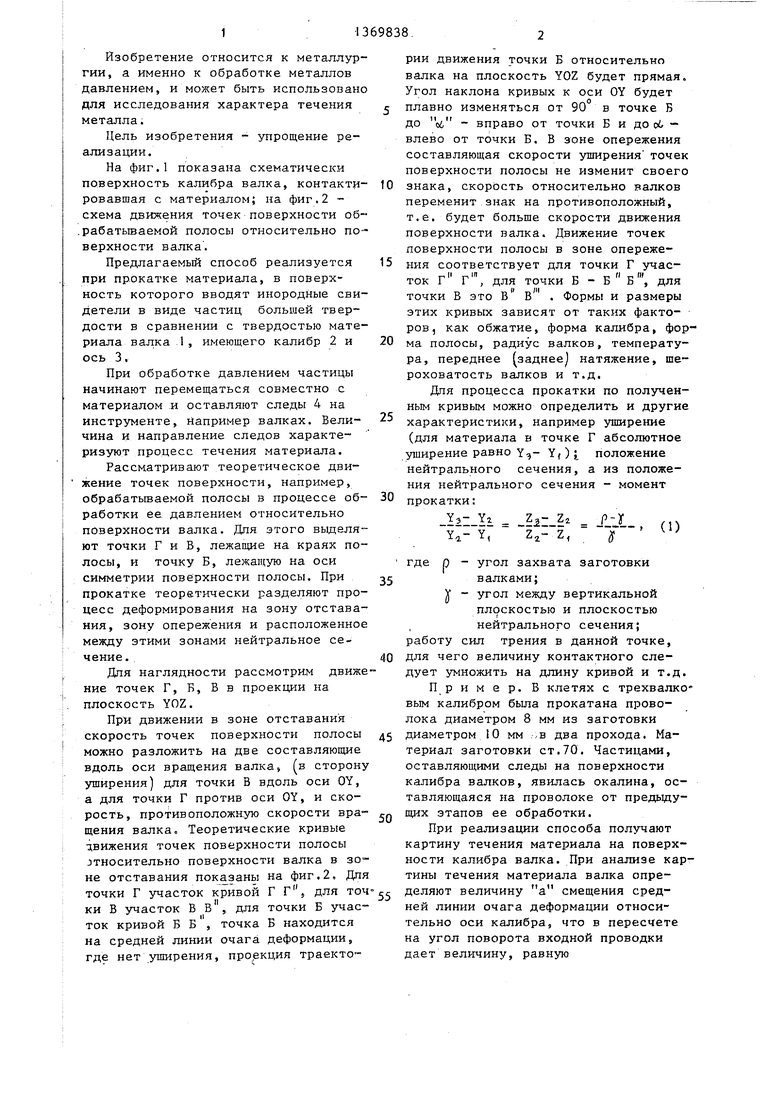
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
| Прокатный валок клети широкополосного стана | 1980 |
|
SU1014604A1 |
| Способ определения параметров очага деформации при прокатке | 1984 |
|
SU1319964A1 |
| Способ прокатки | 1977 |
|
SU738695A1 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
| Комплект валков прокатной клети | 1985 |
|
SU1329854A1 |
| Валок для продольной периодической прокатки | 1978 |
|
SU774630A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
Изобретение относится к металлургии, а точнее к обработке металлов давлением, и может быть использовано для исследования характера теч ения металла. Цель изобретения - упрощение реализации. Способ реализуется при прокатке материала, в поверхность которого вводят инородные свидетели в виде частиц большей твердости в сравнении с твердостью материала инструмента. При обработке материала частицы перемещаются совместно с материалом и оставляют следы на инструменте. Величина и направление следов характери уют процесс течения материала, позволяют определять, например, уширение, положение нейтрального сечения, работу сил трения, а также настройку калибра. 1 з.п. ф-лы, 2 ил. i (Л
Фиг. 1
2j
T-l
Yj
f-
L-Y5
HI
L4.
YA. Фие.2
YS r
| Громов Н.П | |||
| Теория обработки металлов давлением | |||
| М.: Металлургия, 1978, с.278, 280. |
