Изобретение относится к черной металлургии и может быть использовано в устройствах прокатных клете машиностроительных заводов.
Наиболее близким к предлагаемом является прокатный валок клети широкополосного стана, форма образующей бочки которого включает рабочи участок, имеющий параболическую поверхность с радиусом сечения валка менее 0,66 длины рабочего участка и примыкающие к ней с обеих сторон ко нические поверхности. Такое технческое решение позволяет повысить устойчивость раската в валках и снзить поперечную разнотолщинность . на участках равномерной продольной деформации раската 1}.
Однако на участках уширения возникает дополнительная разнотолщинность , повторяющая форму волнистзлх кривых. Кроме того, на этих учас-гках из-за неравномерности деформаций возможно образование трещин по кромкам полосы, что прийодйт к повышенной обрези металла в дальнейшем переделе ,или разрыв-ам полосы под действием натяжений/при прокатке.: ;;.
Цель изобретения - уменьшение расхода прокатываемого-металла путем уменьшения неравйомёрности деформаций поперечной разнотолщинности и трещинообразования проката в зонах уширения.;-
Указанная цель достигается тем, что в прокатном валке клети широкополосного стана, форма образующей бочки которого включает рабочий участок, имеющий параболическую поверхность с радиусом сечения валка менее 0,66 длины.рабочего участка и примыкающие к ней с обеих сторон конические поверхности, перехоДпараболической поверхности в коническую выполнен на расстоянии, опре делаемом отношбниемв/R 0,1-0,15, где S - расстояние от краев рабочего участка валки к его середине; R - радиус среднего сечения бочки валка. : На фиг. 1 изображен прокатный валок для случая/листовой прокатки, когда ширина полосы значительно больше длины дуги захвата (В/2 7 1) на фиг. 2 - то же, ДЛИ случая прокатки В/1 1; на фиг. 3 - узел I на фиг. 1 (место перехода поверхностей) на фиг. 4 - узел 11 на фиг.
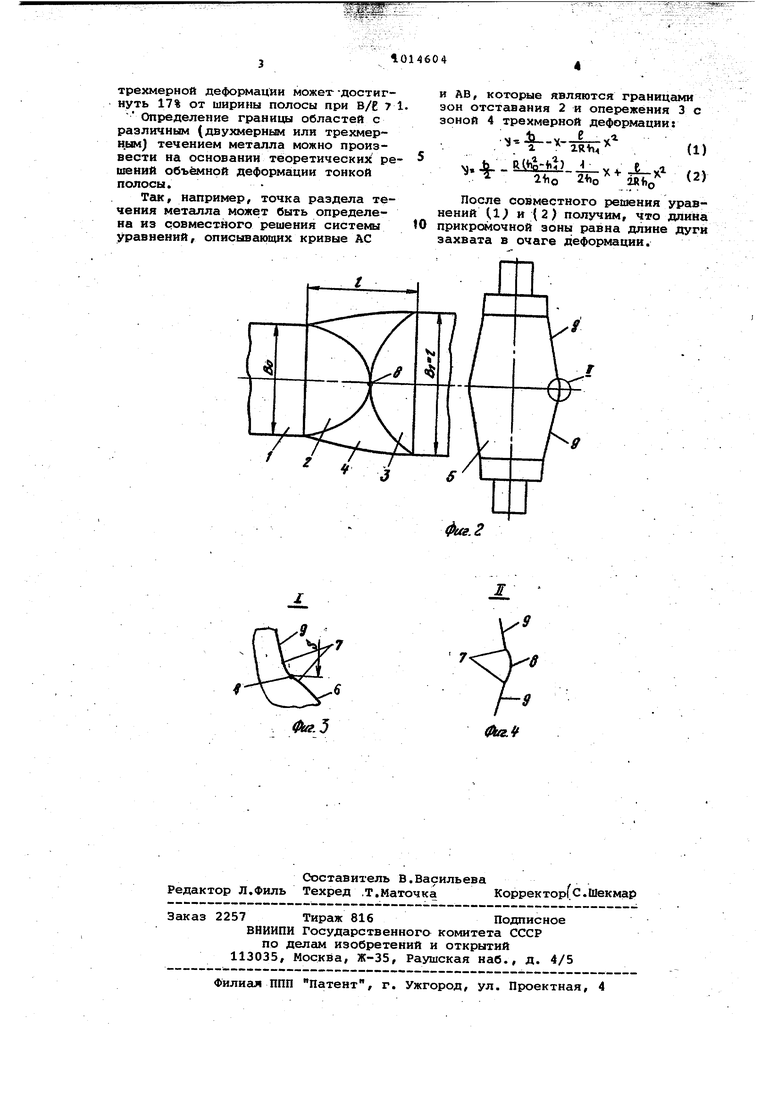
Прокатываемая полоса 1 шириной В, значительно большей длинэ дуги захвата t , имеет три характерные зоны, делящие очаг деформации на зону 2. отставания, зону 3 опережения и зону 4 уширения, в которой происходит поперечное течение металла ..
Длина отрезка 1-1 определяет расстояние между зонами поперечного течения металла. Рабочий валок 5 имет станочный профиль образующей, которая выполнена в виде параболической поверхности 6, переходной кривой 7, на которой расположена точка 8 раздела поверхностей, и прймолинейного конического участка 9. Переходная кривая 7 профиля бочки валка 5 соединяет параболическую поверхность 6 с прямолинейным коническим участком 9 таким образом, чтобы точка 8, лежащая на кривой 7, находилась на расстоянии от кромки полосы, равном S , или на расстоя НИИ от середины полосы, равном nojyoвнне расстояния между точками I-I.
Для прокатывае.мой полосы 1 с зонами очага деформации отставания, опережения и уширения 2-4 в случае/ когда ширина полосы В примерно равн длине дуги захвата С /станочный профиль образующей прокатного валка 5 содержит переходную кривую 7, на которой лежит точка 8 раздела, симметрично от переходной поверхности. 6 расположены прямолинейные конические участки 9,
В случае прокатки полосы шириной, равной длине дуги захват В-йб, зоны 4 уширения смыкаются в центре полосы в точке В -(фиг. 2). Станочная прОфилиройка б(чки валка выполнена в виде прямолинейных конических участков 9, соединенных переходной кривой .7, на которой лежит точка 8, равноудаленная от кромок полосы 1. :
Применение на практике предлагаемого профиля валков позволит улучшить .качество и точность прокатываег х листов и полос путем снижения-поперечной разнотолщинности и. получения ровной кромки. Особенй-р.. эффективно применение тако профилировки .на станах для прокатки специальных сталей и сплавов, имеющих высокий коэффициент жесткости валкОвой системы. Повышение точноети листов и полос в результате применения описанной профилировки позволит увеличить выход годного иа 5-10%.
Обоснование предлагаемого технического решения можно произвести на основании теории течения тонкой полосы в трехмерном случае деформации с уширением и учетом деформаций валков. В результате теоретических и экспериментальных исследований установлено, что прикромочКые деформации оказывают существенное влияние на формирование поперечного профиля полосы и возможность трещинообразования металла. При этом протяженность этих зон
трехмерной деформации может -достигнуть 17% от ширины полосы при В/С 71.
Определение границы областей с различным (двухмерным или трехмерным) течением металла можно произвести на основании теоретических решений объёмной деформации тонкой полосы.
Так, например, точка раздела течения металла может быть определена из qoBMecTHoro решения системы уравнений, описывающих кривые АС
1014604
и АВ, которые являются границами зон отставания 2 и опережения 3 с зоной 4 трехмерной деформации:
-
(1)
lRh4
,.....,, е ,а
(2)
iRftr
После совместного реиюния уравнений (I) и (2) получим, что длина to прикромочной зоны равна длине дуги захвата в очаге деформации.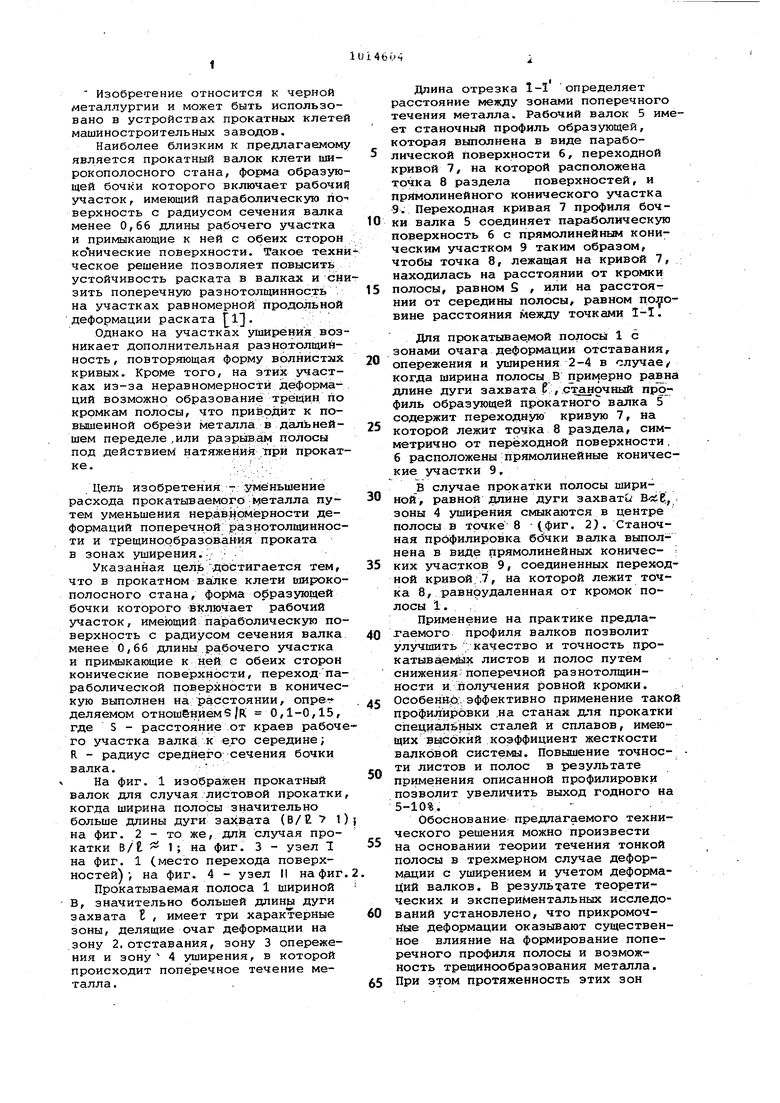
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Рабочий валок листопрокатного стана | 1985 |
|
SU1306611A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ горячей прокатки листовой стали на непрерывных станах | 1989 |
|
SU1662716A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
ПРОКАТНЫЙ ВАЛОК КЛЕТИ ШИРОКОПОЛОСНОГО СТАНА; форма образующей бочки которого включает рабочий участок, имеющий параболическую поверхность с радиусом сечения валка менее 0,6,6 длины рабочего участка и примыкающие к ней с обеих сторон конические поверхности, о т л и - ; чающийся тем, что, с.цельюj уменьшения расхода прокатываемого металла путем уменьшения неравномерности деформаций поперечной разнотолщинности и трещинообраэования проката в зонах уширения,переход параболической поверхности в кони- ; ческую выполнен на расстоянии, определяемом отношением -|- 0,1-0,15,, где S - расстояние от краев рабочего з астка валка к его д середине {( R - радиус среднего сечения (Л ббчки валка. 42 ffi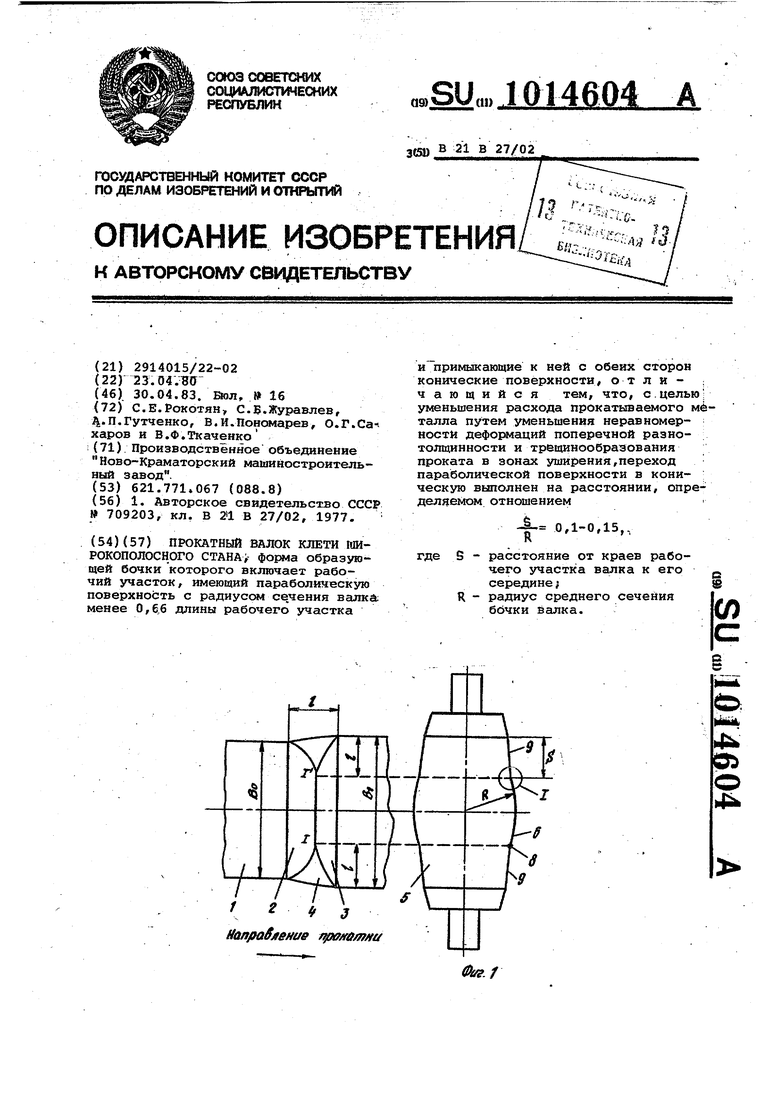
I
f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок прокатного стана | 1977 |
|
SU709203A1 |
