чертеже не показаны), Прижатие форм к вставке 10 осуществляется нажимными болтами 16, а к плите 2 и опорным брусьям 4 и 5 - прижимами 20, перемещаемыми в Т-образных пазах плиты и
брусьев. Наличие трапецеидальных выступов обеспечивает точную .фикса:ци1о сменных форм, простоту их съема и позволяет использовать формы различных размеров по горизонтали. 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| Многогнездная пресс-форма для литья под давлением | 1980 |
|
SU939167A1 |
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Пресс-форма для литья под давлением | 1976 |
|
SU643230A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1666270A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1344497A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
Изобретение относится к литейному производству, в частности к литью под давлением. Цель изобретения - снижение трудоемкости заменты форм и расширение эксплуатационных возможностей блока. Сменные формы в блок устанавливаются на трапецеидальную вставку 10, закрепленную на нижнем опорном брусе 4 подвижной части блока и на трапецеидальный выступ в верхней части литниковой втулки 2, закрепленной в неподвижной части блока. Центрирование сменных форм и блока осуществляется направляющими колонками (на с S сл 00 05 00 III г ч J«/J ЗЗЮ 12 2S Фаг.
1
Изобретение относится к литейному производствуз в частности к литью под давлением металлов и сплавов,
Цель изобретения - снюкение трудоемкости замены форм и расширение эксплуатационнык возможностей блока. На фиг,1 представлен блок для
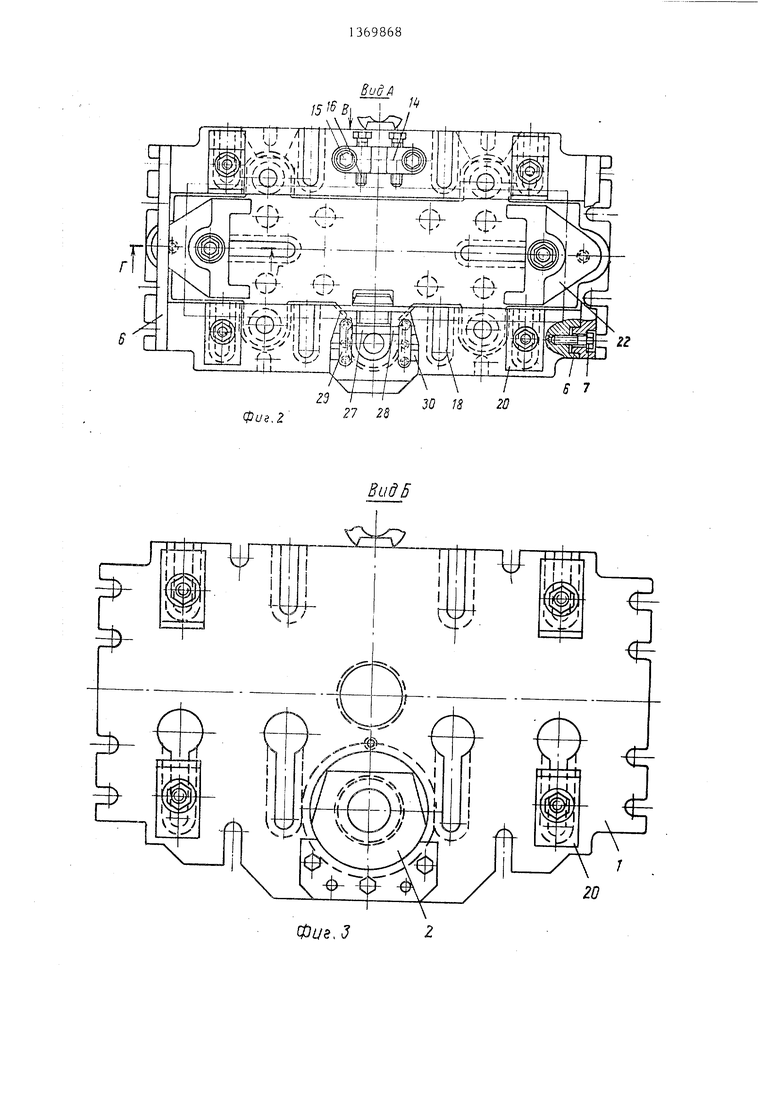
сменной формы, об1ций вид; на фиг„2 - вид Л на фиг.1| на фиг„3 - вид Б на
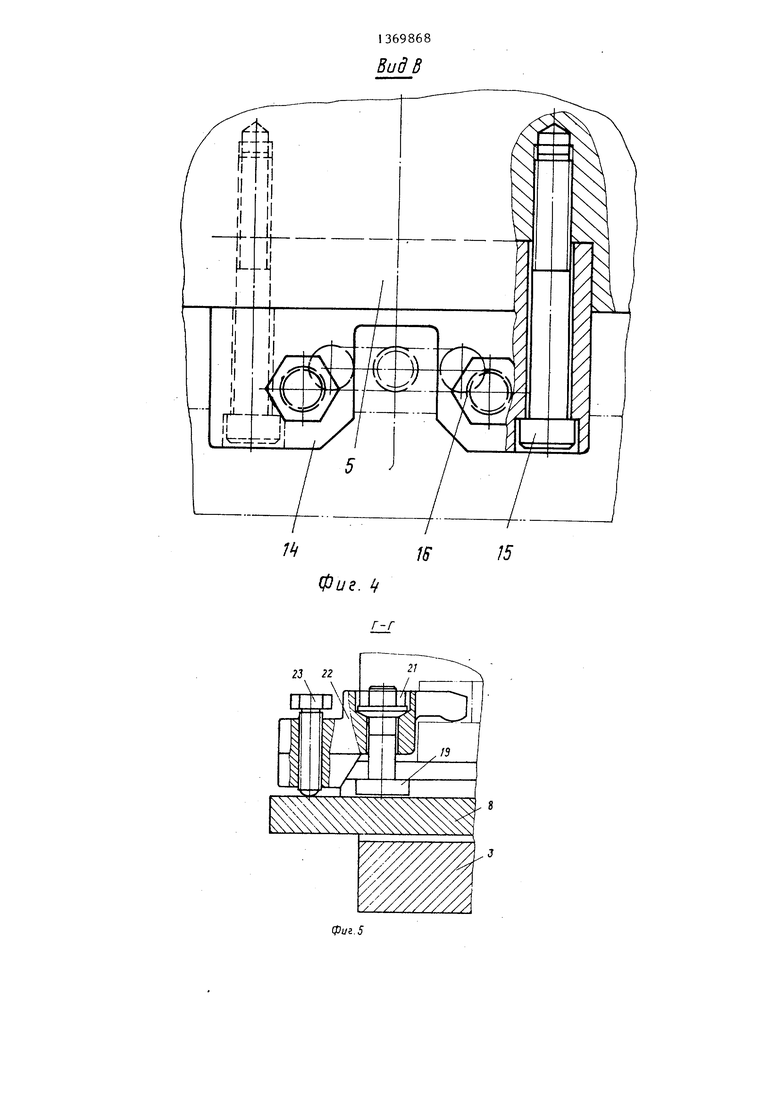
:фиг.1; на фиг,А - вид В на фиг,2;
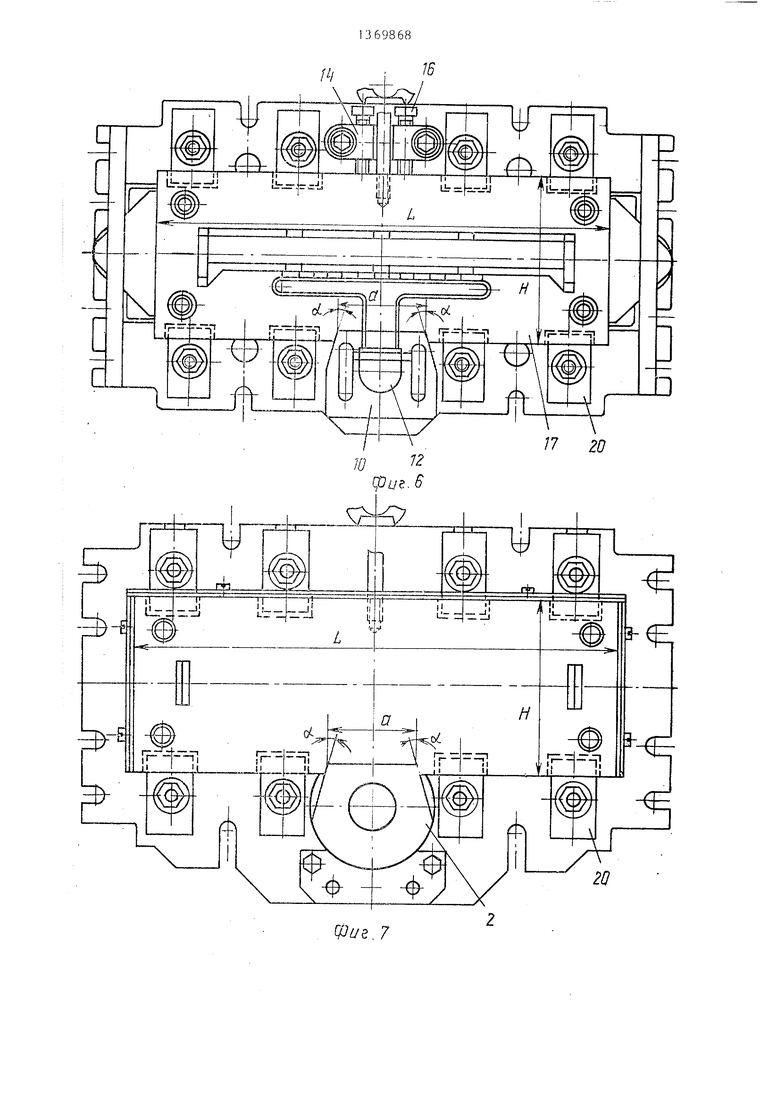
|на фиг. 5 - разрез на фиг,2; на фиг.6 - подвилагая часть блока со сменной формой, имеющей гпсжнее расположение литниковой системы; на фиг,7 - неподвгокная часть блока со сменной
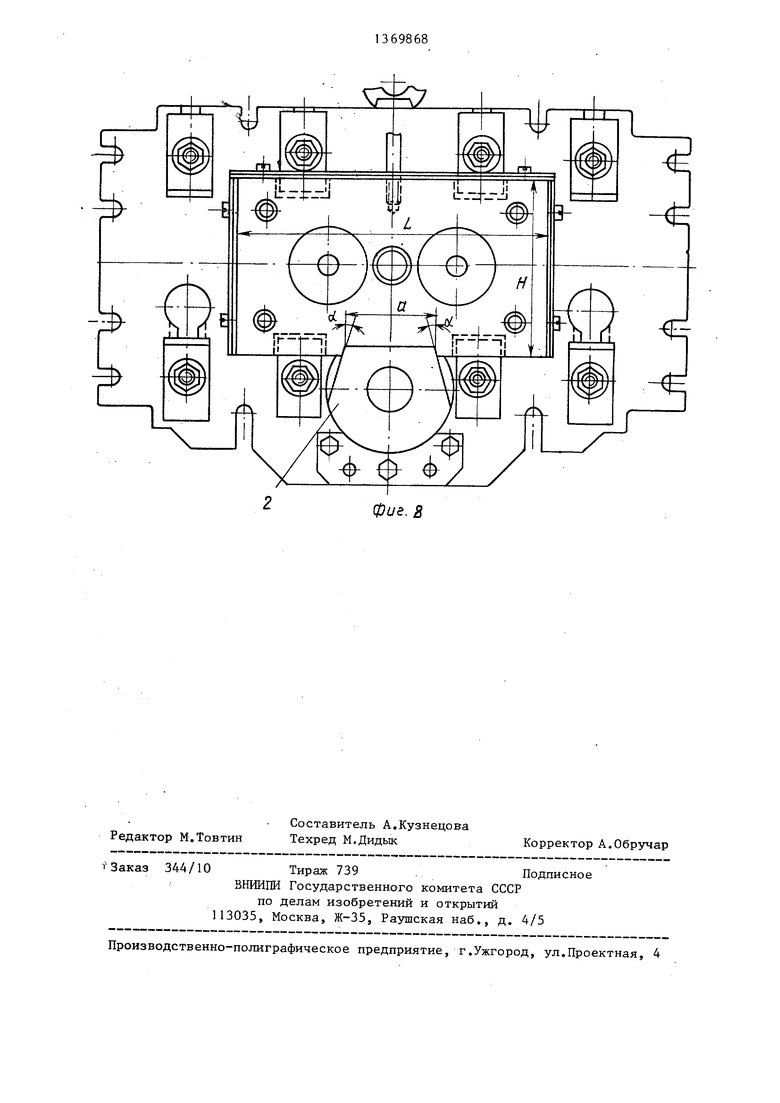
формой, имеющей ншкнее расположение литниковой системы; на фиг,8 - неподвижная часть блока со сменной формой имеющая центральное расположение литниковой системы.
Блок содержит неподвижную часть с плитой Ij литпиковой втулкой 2, под;Вижну о часть с подв ижной плитой 3, опорными брусьями 4 и 5, установлен- ньми на подвнда-1ой плите 3 и соединенными между собой планками 6 и болтами 7, плитой 8 съема, установленной подвгокно на четырех колонках 9„
На нижнем опорном брусе 4 установлена трапецеидальная вставка 10 с выпол1 еннь м в ней литниковым каналом 11 Во вставке 10 подвижно установлен рассекатель 12, взаимодействующий с фиксаторами 3о
В верхнем опорном брусе 5 установлена планка 14, которая закреплена болтами 15 и в которой выполнены отверстия для установки нал имных болтов 16, с помощью которых фиксируются сменные формы 17, имеющие трапецеидальные пазы, соответствующие трапецеидальному выступу вставки 10,
В Т-образных пазах 18 неподвижной плиты 1, опорных брусьев .4 и 5 и плиты 8 установлены болты 19 с Т-образ0
5
0
5
0
5
0
5
ной головк.ой, прижимы 20 и гайки 21. В плите 8 съема уста навливаются два прюкима 22 с нажимными болтами 23 для крепления выталкивающей системы сменных форм 17, В плите 1 выполнено центральное отверстие 24 под литниковую втулку форм 17,
Б нижней части вставки 10 выполнен скос 25, а в нижней части втулки 2 имеется прилив 26, сопрягаемый со скосом 25 о В верхней части литниковой втулки 2 выполнен трапецеидальный выступ Размер трапецеидальных выступов на вставке 10 и литниковой втулке 2 - а, угол наклона граней di, Сменные формы выполнены с трапецеидальными пазами, имеющими те же параметры а и ci .
Б рассекателе 12 в верхней его части выполнен канал 27, совмещенный с каналом 28 вставки 10, в которой также выполнены промывники 29 и воздушники 30. Пруткина 31 расположена между плитой 3 и гильзой 32. Хвостовик 33 установлен в рассекателе 12. В углубления бруса -4 установлены пружины 34, а в плите съема 8 установлена фиксирующая вставка 35, закрепленная винтом 36,
Блок работает следующим образом.
Сменные формы 17 с нижним расположением литниковой системы устанавливаются на трапецеидальный выступ литниковой втулки 2, блок смыкается и формы 17 прижимаются к трапецеидальной вставке 10 и втулке 2 болта- ми 16. Прижимы 20 смещаются по Т-образным пазам 18, вводятся в пазы форм 17 и фиксирзпотся болтами 19 и гайками 21, Прижимы 22 надвигаются. на onopHyjo плиту формы 17 и фиксируются болтами 23. Блок готов для про- изводства отливок.
Для установки форм-17 с центральным расположением литниковой системы ,
необходимо ввести выступаюп5ую часть литниковой втулки формы 17 в отверстие 24 плиты 1 блока Смыкание блока на литейной машине и последующее закрепление на вставке 10 и втулке 2 происходит как при установке форм с нижним расположением литниковой системы.
После заливки расплава в камеру прессования литейной машины производят прессование. После перекрытия поршнем заливного окна воздух, нахо- во втулке 2 и камере прессования литейной машины, выходит через канал 28, промывники 29 и воздушники 30 в атмосферу и только после вытеснения воздуха и части сплава со шла ком в промьшники 29 через некоторое время создается давление, уплотняющее сплав, и необходимое усилие, пре вышающее усилие пружины 31, а также пружин 34, взаимодействующих через фиксаторы 13 с рассекателем 12, который отходит, открывая литниковый канал 11. Сплав прорывает образовавшуюся корку гарнисажа, устремляется в формообразз ющую полость сменной формы 17. После кристаллизации и раскрытия блока движение плиты съема 8 передается через гильзу 32, хвостовик 33 рассекателю 12, а также выталкивателям сменной формы 17, которые удаляют отливку из сменной формы 17 и пресс-остаток с промывниками из трапецеидальной вставки 10.
После удаления отливки и смыкания блока контртолкатели формы 17 воздействуют на плиту съема 8, которая движется по четырем колонкам 9, закрепленным между плитой 3 и брусьями 4,5, и возвращают ее в исходное положение. Рассекатель 12, упираясь торцом в литниковую втулку 2, движется влево, сжимая через гильзу 32 пружину 31, ив конце хода фиксаторы 13, двигаясь под воздействием пружины 34 по скосу хвостовика, занимают исходное положение. При полностью сомкнутом блоке рассекатель 12 пере- крьгоает литниковый канал 11 вставки 10, совмещается с каналом 28, соединенным с промывниками 29 и воздушниками 30, находящимися в трапецеидаль69868
ной вставке 10. Затем цикл повторяется.
Наличие трапеиеидальной формы в верхней части вставки 10 и литниковой втулки 2 обеспечивает точную фиксацию сменных форм в блоке; при этом отпадает необходимость в точном исполнении сменных форм по размеру Н,
10 и позволяет варьировать длину L в широких пределах, крепить короткие сменные формы в зависимости от отливок на четыре прижима 20 по два с каждой стороны (фиг.8) или на восемь
15 прижимов 20 по четыре с каждой стороны (фиг.657), т„е. по наружному размеру L сменная форма не ограничена посадочными местами обойм, а имеет предельный размер, равньм размеру
20 длины брусьев.
Использование предлагаемого блока позволяет без снятия его с литейной машины снизить трудоемкость установ-- ки и снятия сменных форм из блока з.а
25 счет уменьшения времени на фиксацию сменных форм в сборе на трапецеидальном выступе втулки литниковой, и трапецеидальной вставке, а также крепления их прижимами.
30
Формула изобретения
Блок для сменных форм литья под давлением, содержаш:ий подвижную часть с плитой крепления, верхним и
35 нижним опорными брусьями и выталкивающей плитой, неподвижную часть с плитой крепления и литниковой втулкой и прижимы сменных форм, о т л и- . чающийся тем, что, с целью
40 снижения трудоемкости замены форм и расширения эксплуатационных возможностей блока, он снабжен трапецеидальной вставкой, установленной в нижнем опорном брусе и выполненной с 45 литниковым каналом и скосом в нижней части и планкой с нажимными болтами, закрепленной в верхнем брусе напротив трапецеидальной вставки, при этом литниковая втулка выполнена с трапе50 цеидальным выступом в верхней части и приливом, сопрягаемым со скосом трапецеидальной вставки, а в плите крепления и опорных брусьях выполнены Т-образные пазы под прижимы.
BudJ 15 Bi
лШЖг/
Фи8.2
Фцё.д
27 28
30 18 23
S 7
В Lid Б
20
Фиг. if
Ф//е.7
€
Е
-4. -4 ГГ-Т-Й ,
фиг. В
| Блок для сменных форм литья под давлением | 1976 |
|
SU753534A1 |
| Блок универсальный для пресс-форм литья под давлением.- Информационный листок о научно-техническом достижении, № 85-39 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
