Фиг. 2
Устройство для извлечения постояниой модели 17 из керамической формы 34 наряду с поворотным протяжным столом 9 дополнительно снабжено емкостью для разделительной жидкости 30 с распылительным устройством 29, После изготовления формы опоку 11 поворачивают на 180, и с помощью сопла 27 на поверхность разъема 36 подается сжатьш воздух с распыленной разделительной жзздкостью 31, После освобождения линии от зажимов производят протяжку с помощью пневмогидравличес- кого привода 6„ 2 с,п, ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Нивелирующее устройство для приемно-вытяжных механизмов формовочных машин | 1981 |
|
SU969426A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Модельно-опочная оснастка | 1980 |
|
SU1055588A1 |
| Постоянная модель для изготовления керамических форм | 1985 |
|
SU1296276A1 |
| Формовочный автомат | 1974 |
|
SU508329A1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
Изобретение относится к литейному производству, к изготовлению керамических форм из жидкоподвижной керамической смеси. Цель изобретения - повьшение производительности труда и улучшение качества керамических форм. Способ извлечения постоянной модели заключается в совмещении протяжки постоянной модели из керамических форм с подачей сжатого воздуха с распыленной разделительной жидкостью к поверхности раздела постоянная модель - керамическая форма. 2S28 сжатый Воздух & (Л 00 Од ;о 00 |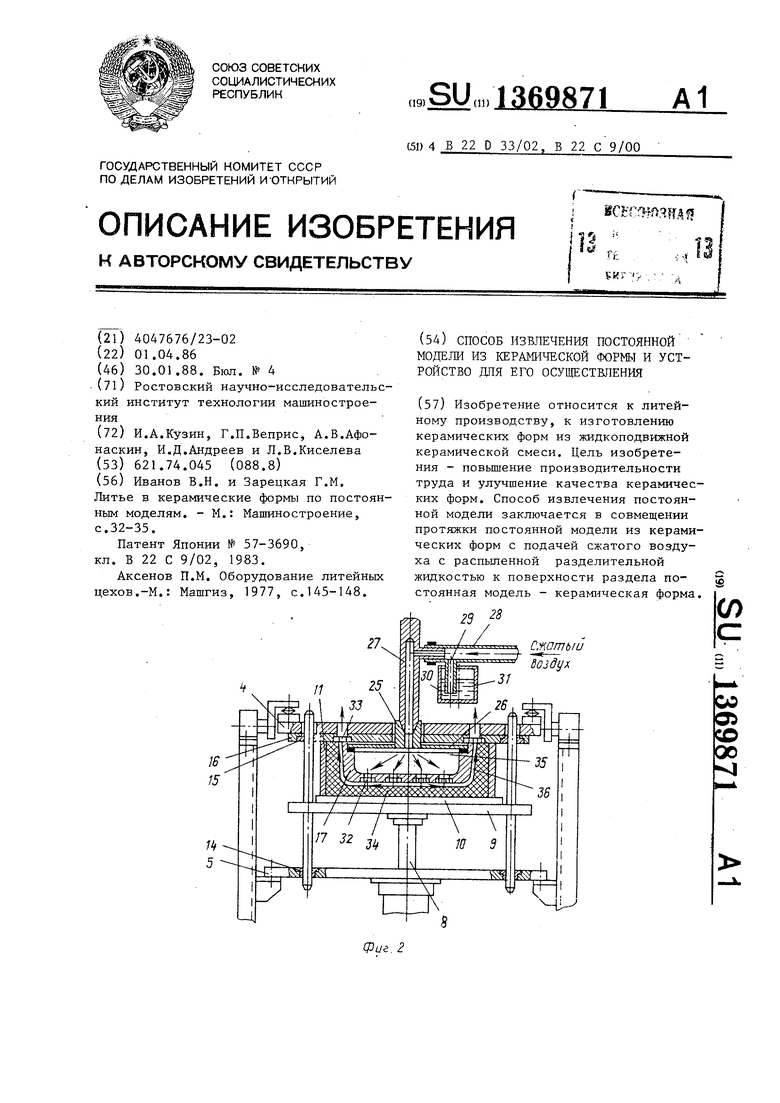
Изобретение относится к литейному производству, в частности к способам и устройствам для отделения постоянной модели от формообразуюш.их поверхностей рабочей полости керамической формы, изготовленной из жидкоподвюк- ной керамической смеси, и мо5кет быть использовано на машиностроительных заводах для изготовления отливок методом литья в керамические формы по постоянным моделям.
Цель изобретения - з лучшение качества изготовленных керамических форм и увеличение производительности труда за счет.сокращения подрывов форм и времени на очистку моделей
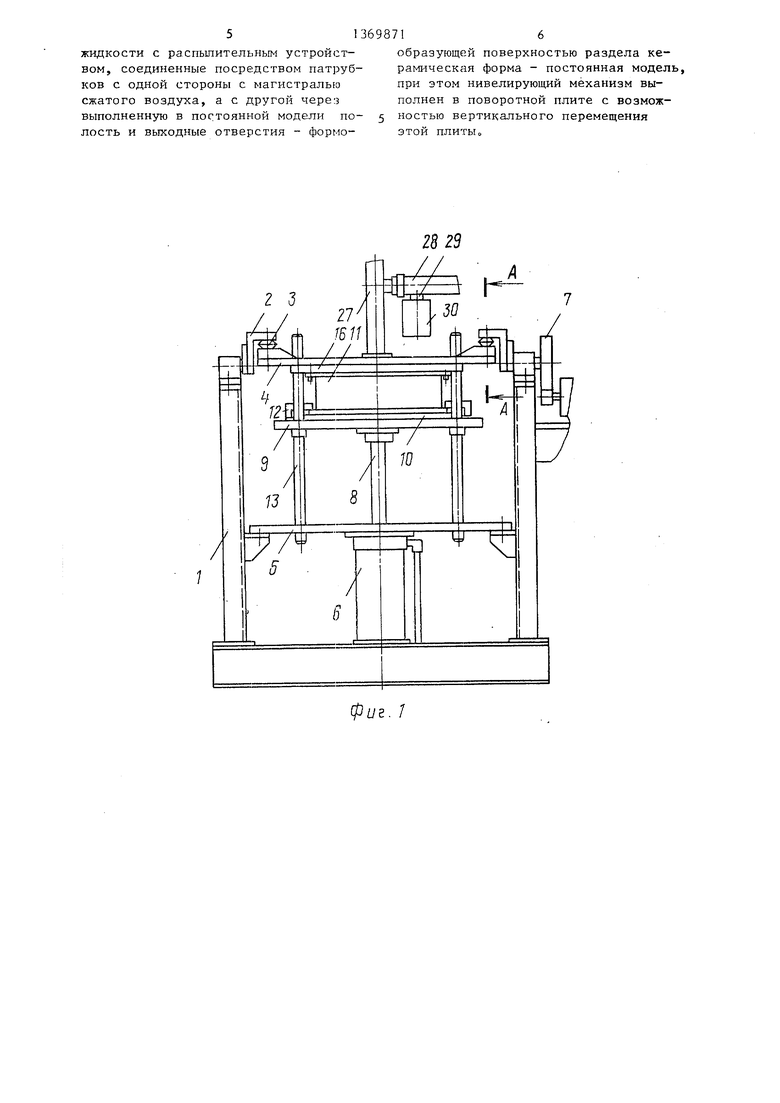
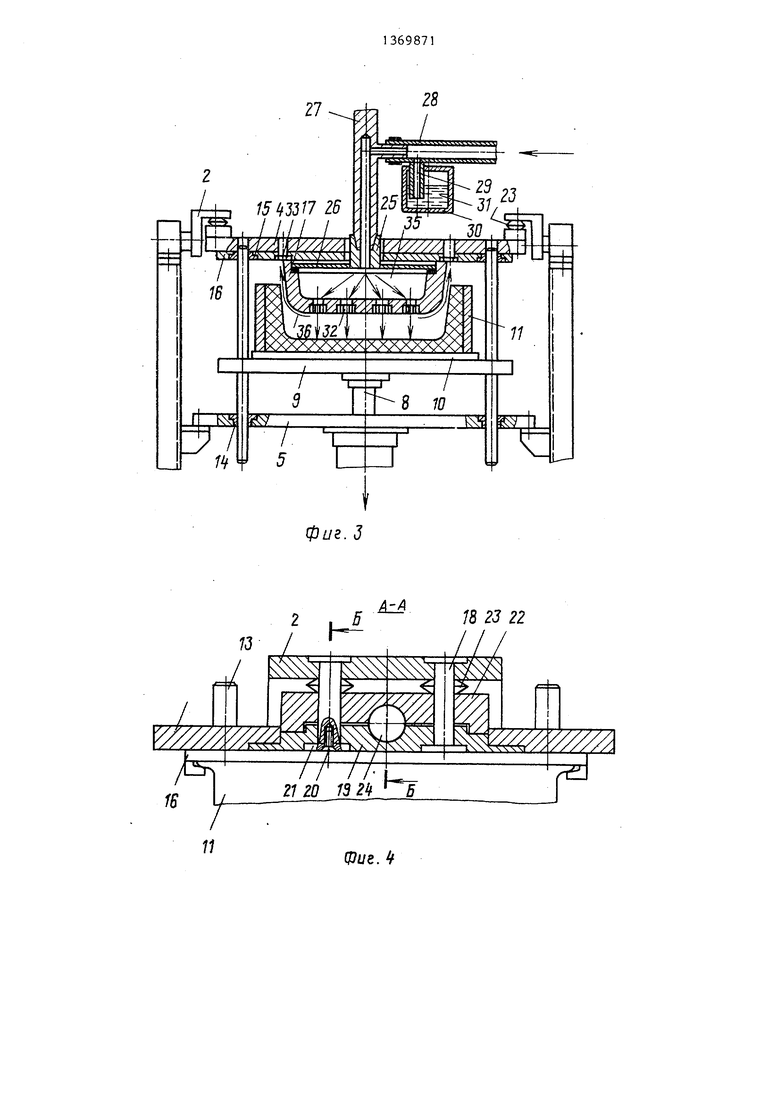
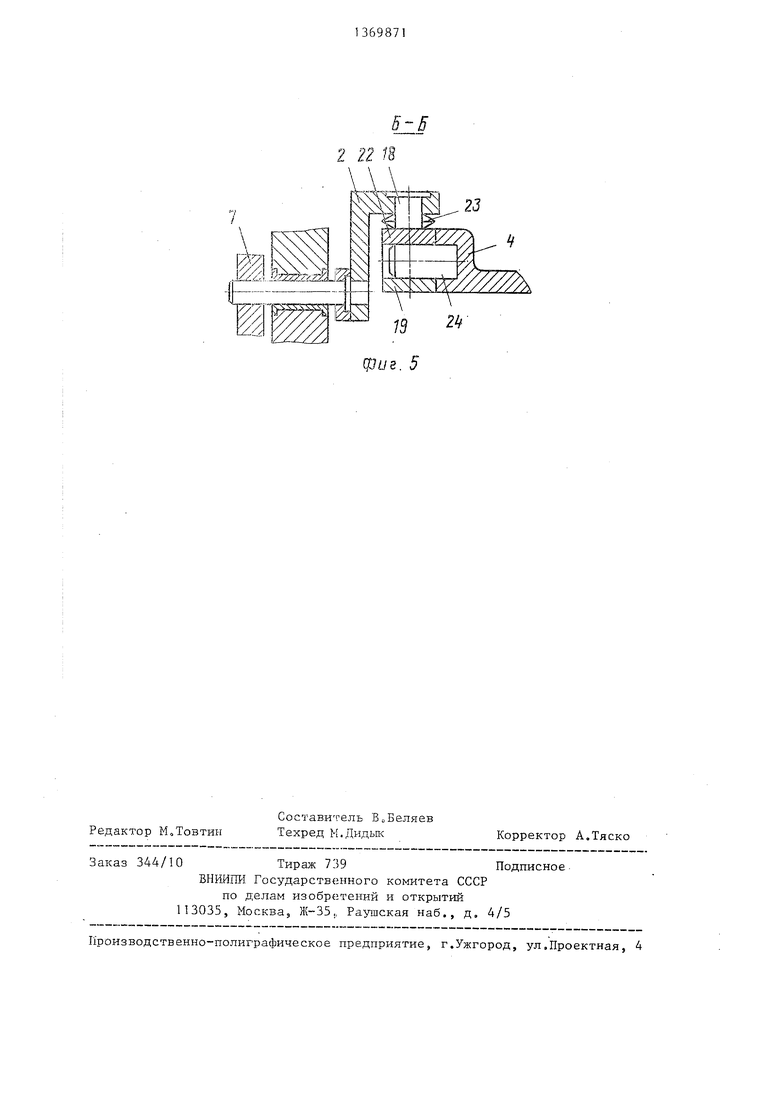
Па фиг„1 представлено устройство, общий вид;tHa ,фиг,2 - устройства с нивелирующим механизмом, разрез; на фиГоЗ - то лее, с поворотной плитой; на разрез А-А на фиг,1(элементы устройства в момент отрыва рабочей полости керамической формы от формообразующих поверхностей постоянной модели); на фиг . 5 - разрез на фиг 4 .
Конструкция устройства для осуществления способа извлечения постоянной модели из керамической формы выполнена в виде сварной станины 15 на которой в подшипниковых опорах установлены оси поворотных кронштейнов 2 со смонтированным на них нивелирующим механизмом 3 с поворотной плитой 4, а также базовая опорная плита 5 с закрепленным на нем пнев- могидравлическим приводом 6, Кроме того, на станине смонтировано приводное устройство 7 для поворота нивелирующего механизма с поворотной плитой на 180 , На штоке 8 пневмо- гидравлического привода: .-6 установл:ен вытяжной стол 9 с установленной на его горизонтальной плоскости подо0
5
0
5
0
5
0
почной плитой 105 которая плотно сомкнута с опокой 11 и вместе с ней закреплена зажимами 12 на вытяжном столе 9с На вытяжном столе 9 смонтированы направляющие колонки 13, совмещенные как с проходными отверстиями направляющих втулок 14, установленных в базовой опорной плите 5, так и в проходных отверстиях направ- втулок 15, установленных в подмодельной плите 16, жестко закрепленной с постоянной моделью 17 в сборе на поворотной плите 4. Поворотная плита 4 нивелирующего меха- 1-1Изма 3 установлена на направляюш 1х колонках 185 закрепленных на опорных кронштейнах 2„ На нaпpaвляюш x колонках 18 установлены верхние опорные вкладынш 19, жестко закрепленные на поворотной плите 4 и на направляющих колонках 18 винтами 20 и шайбами 21, На верхние опорные вкладыши 19 свободно установлены нижние вкладыши 19 свободно установлены нижние вкладыши 22 с возможностью возвратно- поступататЕьного движения вдоль направляющих колонок 18 под воздействием подпружиненных амортизаторов 23, Оси 24 поворотной плиты 4 установлены в опорных полостях верхнего 19 и нижнего 22 вкладьппей, В мундштук 25, встроенньй в днище 26 постоянной модели 17, установлено отжимное сопло 27, соединенное магистралью 28 с источником воздуха, при этом магистраль 28 соединена патрубком 29 с емкостью 30, заполненной разделительной жидкостью 31, Кроме того, в постоянной модели 17 установлены венты 32, а в подмодельной плите 16 - венты 33,
Устройство работает следующим образом.
Опоку 11 устанавливают по направляющим штырям на подмодельную плиту 16 и закрепляют ее зажимами (не показано) о
Подмодельная плита 16 с постоянной моделью 17 в сборе предварительно сцентрирована по направляющим колонкам 13 и жестко закреплена на поворотной плите 4. Опоку 11 заливают жидкоподвижной керамической.смесью и после доведения ее до упругого полутвердого состояния посредством привода 7 совместно с поворотной плитой 4 поворачивают на 180 .
Подопочная плита 10 устанавливает- 5 ются в исходное положение для послеся на вытяжной стол 9 и штоком 8 под воздействием, пневмогидравлического привода 6 поднимается вверх до соединения с горизонтальной плоскостью опоки I1. Одновременно направляющие колонки 13, двигаясь по направляющим втулкам 14, установленным в базовой опорной плите 5, совмещаются своими верхними концами с проходными отверстиями направляющих втулок 15, установленных в подмодельной плите 16.
Через отжимное сопло 27, установленное в мундштук 25, по магистрали 28, соединенной патрубком 29 с емкостью 30, пропускается сжатый воздух, который захватывает на своем пути за счет эжекции мелкодисперсные частицы с поверхности разделительной жидкости 31 и уже в смеси поступает во внутреннюю полость 35 постоянной модели 17, откуда через венты 32 эта смесь распространяется по формообразующим поверхностям раздела 36 постоянная модель 17 - рабочая полость керамической формы 34, а затем, проходя через венты 33, эта смесь полностью устраняет разрежение и образует антифрикционную прослойку на этих поверхностях.
Освободив опоку 11 с керамической формой 34 в сборе от зажимов, закрепляющих ее к подмодельной плите 16
(не показано), рабочая полость кера- д приводом и с жестко закрепленной на мической формы 34 под воздействием ней моделью с подмодельной плитой, пневмогидравлического привода 6 отрывается от формообразующих поверхностей постоянной модели 17, а затем пропротяжнои стол с пневмогидравлическим приводом, нивелирующим механизмом и базовой опорной плитой, о т тягивается при постоянном сохранении антифрикционной прослойки на формообразующих поверхностях раздела 36 рабочая полость керамической формы 34 - постоянная модель 17„ Одновременно направляющие колонки 13 при скольжении в проходных отверстиях направляющих втулок 15 жесткопараллель- но координируют вертикальную ось постоянной модели 17 относительно вертикальной оси перемещения керамической формы 34, размещенной уже на вытяжном столе 9, После извлечения постоянной модели 17 из керамической
формы 34 опока 11 совместно с формой 34 и подопочной плитой освобождается от зажимов 12 и перемещается на последующие операции.
Все элементы устройства возвращадующей запивки опоки 11 жидкоподвижной керамической смесью.
Предлагаемый способ извлечения модели из керамической формы и устройство для его осуществления позволяет за счет изготовления в керамических формах по постоянным моделям цолу- чать отливки деталей технологической оснастки (матрицы кокилей, штампы,
и т.д.) с высокой размерной точностью при сокращении дополнительной механической обработки.
Формула изобретения
.
плоскости, отличающийся тем, что, с целью улучшения качества керамических форм и увеличения производительности труда, дополнительно осуществляют распыление под действием сжатого воздуха разделительной жидкости в виде мелкодисперсных частиц, которые направляют к формообразующей поверхности раздела керамическая форма - постоянная модель и
совмещают распыление с протяжкой модели.
приводом и с жестко закрепленной на ней моделью с подмодельной плитой,
приводом и с жестко закрепленной на ней моделью с подмодельной плитой,
протяжнои стол с пневмогидравлическим приводом, нивелирующим механизмом и базовой опорной плитой, о т личающее ся тем, что, с целью улучшения качества керамических форм и увеличения производительности труда, оно дополнительно снабжено емкостью для разделительной
жидкости с распылительным устройством, соединенные посредством патрубков с одной стороны с магистралью сжатого воздуха, а с другой через выполненную в погтоянной модели полость и выходные отверстия - формог 3
образующей поверхностью раздела керамическая форма - постоянная модель, при этом нивелирующий механизм выполнен в поворотной плите с возможностью вертикального перемещения этой плитыо
(piye. 7
фиг. J
13 /
1S
I r II
21 го 3 и
/
7
8 23 22
2
(pus.
22
