(5) НИВЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРИЕМНОВЫТЯЖНЫХ МЕХАНИЗМОВ ФОРМОВОЧНЫХ МА1иИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Карусельно-челночная формовочная машина | 1987 |
|
SU1444059A1 |
| Машина для уплотнения литейных полуформ | 1990 |
|
SU1748920A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| НИВЕЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ВЫТЯЖНЫХ СТОЛОВ ФОРМОВОЧНЫХ МАШИН | 1993 |
|
RU2048240C1 |
| Способ уплотнения формовочной смеси и устройство для его осуществления | 1988 |
|
SU1637937A1 |
| Автоматическая формовочная линия | 1981 |
|
SU1031645A1 |
Изобретение относится к литейному производству, а именно к нивелирующим устройствам для приемно-вытяжных механизмов формовочных машин, и может быть использовано в литейных цехах при формовке нижних и верх них полуформ и стержней больших размеров, требующих глубокой вытяжки. Известны нивелирующие устройства, применяющиеся в формовочных машинах с перекидным.столом и приемно-вытяжным механизмом, в которых действие механизма фиксации приемных брусьев основано на вертикальном прижиме к н тормозных колодок, приводящихся в действие через рычажную систему от пневмоцилиндра, т.е. положение прием ных брусьев фиксируется силой трения между брусом и колодкой 1. Однако такой принцип фиксации брусьев нельзя признать надежным, по скольку место контакта приемных брусьев с тормозными колодками не может быть защищено от попадания различных загрязняющих частиц (сажа, формовочная смесь и т.п.), снижающих в различной степени коэффициент трения, что приводит к нарушению расчетного режима работы сухого трения при фиксации брусьев. Наиболее близким по технической сущности и достигаемому эффекту является нивелирующее устройство, содержащее подъемный стол, закрепленный на столе нивелирующие цилиндры с плунжерами, на которых установлены приемные брусья, и механизм фиксации плунжеров ( 2}. Однако применение сложной гидросистемы ведет к снижению надежности устройства, поскольку срабатывание клапанов в нем зависит от настройки системы. Необходимость тщательного повседневного ухода за системой, связанного с проверкой уровня масла, промывкой клапанных устройств и т.п. , 3 9 создает также определенные неудобства в процессе длительной эксплуатации и требует специального персонала для обслуживания устройства. Кроме того, недостатком устройства является его повышенная энергоемкость , вызванная необходимостью поддерживать давление в гидросистеме, на которую передается нагрузка от веса полуформы при ее протяжке. Цель изобретения - повышение надежности устройства при одновременном снижении его энергоемкости. Для достижения указанной цели в нивелирующем устройстве, содержащем подъемный стол, закрепленные на столе ниве|лирующие цилиндры с плунжерами, на которые установлены приемные брусья и механизм фиксации плунжеров, механизмфиксации плунжеров выполнен в виде приводных в горизонтальной плоскости ползунов, предназначенных для взаимодействия с пазами, выполненными в нивелирующих цилиндрах и плунжерах, причем ползуны установлены на нижние горизонтальные поверхности пазов в нивелирующих цилиндрах, а верхние поверхности ползунов и пазов в плунжерах выполнены со скосами под одинаковым углом накл на к плоскости стола, близкимрк углу трения, и установлены с зазором, превышающим в два раза максимальную высоту неровностей по ладу опочной о настки, при этом ход подъема стола превышает на упомянутую высоту превышает ход протяжки модели. Кроме того, привод перемещения по зунов выполнен сдвоенным оазмещен между каждой парой нивелирующих ци линдров. С целью регулировки зазора между ползунами и пазами в плунжерах каждый из плунжеров снабжен выходящим через дно соответствующего нивелирующего цилиндра стержнем с регулирово
нои гайкой на конце.
Выполнение механизма фиксации положения приемных брусьев в устройстве подобным образом позволяет обеспечить надежную фиксацию положения приемных брусьев за счет использования простого и надежного принципа механической фиксации и разделения системы фиксации от системы самоустановки плунжеров при поджатии приемных брусьев к ладу опоки. .
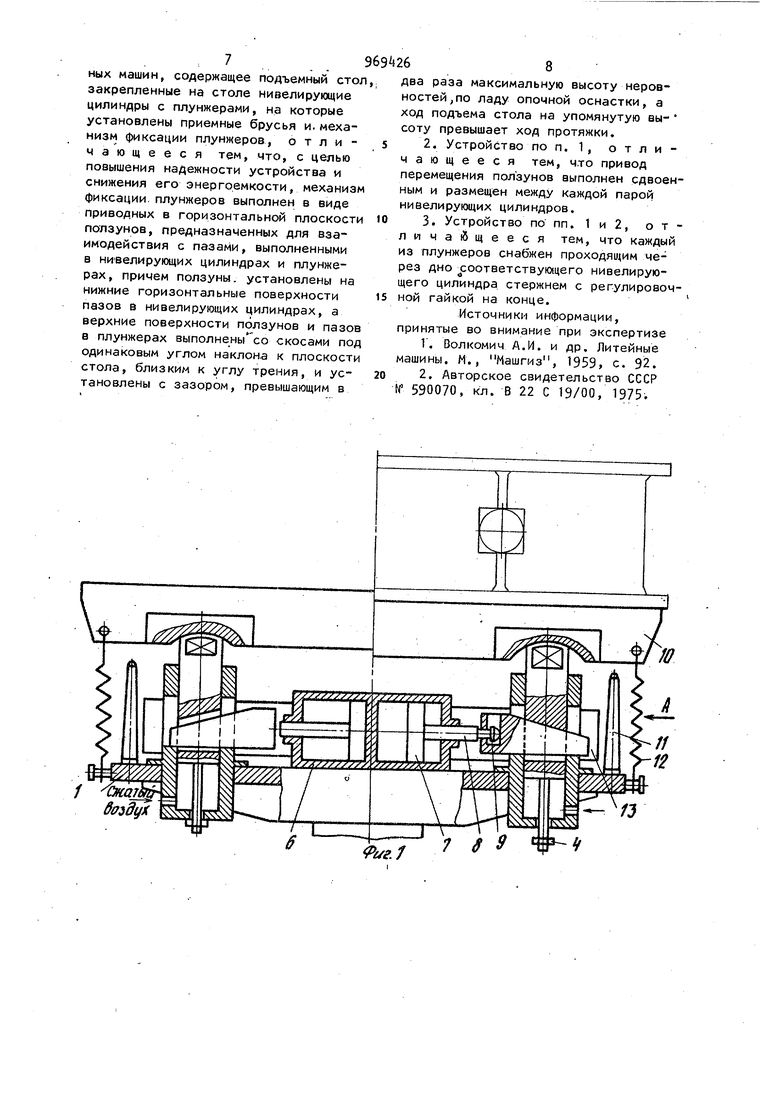
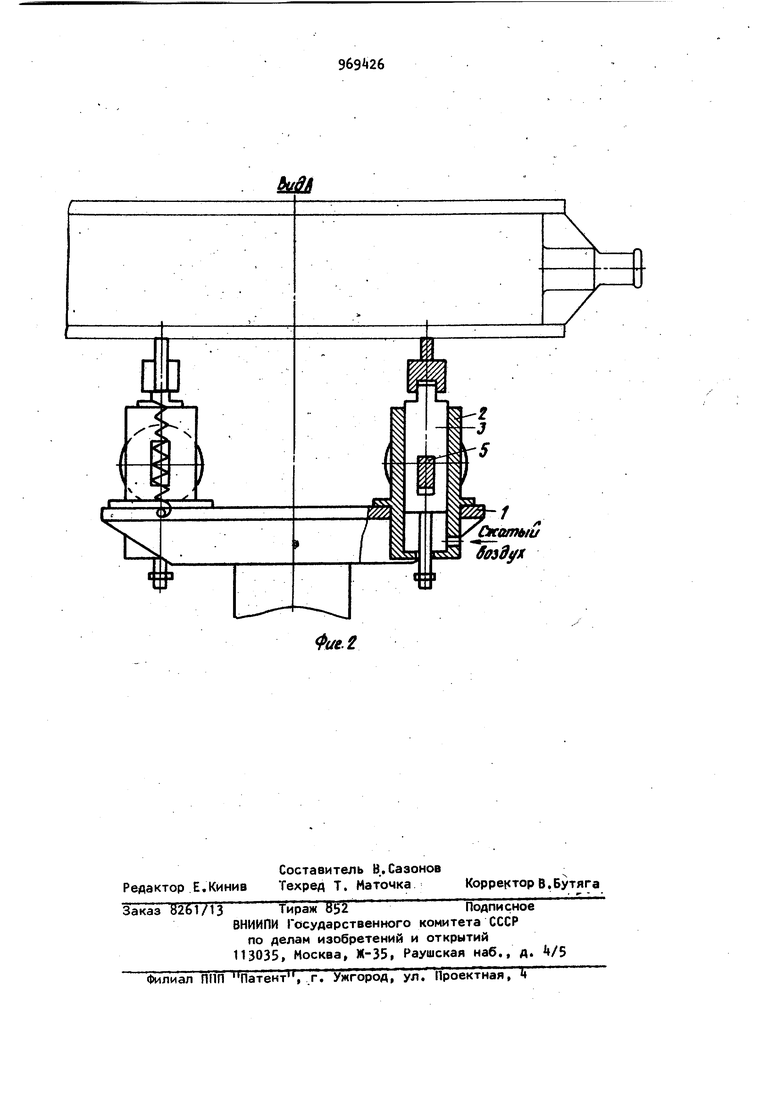
На фиг. 1 представлено устройство в двух положениях: в нерабочем.
мальную высоту неровностей по ладу опочной оснастки. Величина зазора, как уже указывалось, может регулироваться с помощью ограничительных
гаек 4, определяющих верхнее положение плунжеров 3. Величина хода стола вверх превышает ход протяжки модели на величину максимальной высоты неровностей по пазу опочной оснастки.
Ход протяжки устанавливается постоянным, а при изменении высоты опочной оснастки меняют высоту подмодельной плиты так, чтобы общий размер по 6 когда плунжеры занимают крайнее верхнее положение и приемные брусья не касаются лада опоки, и в рабочем,когда под действием усилия прижима приемные брусья занимают положение, соответствующее ладу опоки, плунжеры опускаются соответственно положению приемных брусьев и их положение зафиксировано вводом ползунов в пазы плунжеров до контакта по скошенным поверхностям, общий вид; на фиг. 2 вид по стрелке А на фиг. 1 (ограждение механизма фиксации условно не показано). Нивелирующее устройство включает подъемный стол 1, жестко закрепленные по краям стола нивелирующие цилиндры 2 (четыре цилиндра, установлены попарно), внутри которых размещены с выходом наверх плунжеры 3, имеющие возможность опоры на подушку из сжатого воздуха, для подвода которого в цилиндрах предусмотрены специальные отверстия. Верхнее положение плунжера 3 регулируется с помощью ограничительных гаек 4, навин-. ченных на концах выходящих через отверстия в дне цилиндров 2 стержней, прикрепленных к нижним торцам плунжеров 3. 8 средней части цилиндров и плунжеров выполнены пазы, в которых установлены с возможностью возвратнопоступательного перемещения в горизотальной плоскости ползуны 5- Ползуны 5 установлены на нижние горизонтальные поверхности пазов в цилиндрах. Верхние поверхности ползунов 5 и верхние поверхности .пазов в плунжерах 3 выполнены со скосами под одинаковым углом наклона, близким к углу трения. Ползун 5 установлен в нерабочем положении с зазором между верхними поверхностями пазов в плунжерах 3 и верхними поверхностями самих ползунов, превышающим в два раза максивысоте опоки и подмодельной плиты не изменялся. Ползуны 5 снабжены приводом их во вратно поступательного перемещения, состоящим из цилиндра 6, поршня 7 и штока 8 с головкой 9 на конце. Кажда пара ползунов имеет сдвоенный-привод, размещенный по центру между пар ными плунжерами. Ползуны каждой пары выполнены со скосами, нисходящими к периферии стола 1 так, что скосы обращены друт к другу. Таким же образом выполнены пазы в каждой паре плу жеров 3. -Ход ползунов, взаимосвязанный с величиной угла наклона скошенных поверхностей и диаметром цилиндров, выбирается так, чтобы ползуны постоянно опирались на нижние поверх ности пазов в цилиндрах. Высота пазо в цилиндрах 2 выбирается так, чтобы ползуны имели возможность свободного прохода в пазы плунжеров 3 до контак та по скошенным поверхностям. Для удобства монтажа и настройки ползуны 5 связаны со штоками 8 поршней привода их перемещения не жестко а через головку 9 на конце штока, за ходящую с зазором в Т-образный паз в .теле Ползуна. Плунжеры 3 выполнены с верхними сферическими поверхностями, и на них свободно опираются приемные брусья 10, имеющие радиусные канавки в местах их контакта с плунжерами. Каждый из двух приемных брусьев опирается на пару плунжеров. Для ограничения нижнего положения приемных брусьев 1 предусмотрены закрепленные на столе 1 жесткие упоры 11 (k упора). Брусья прикреплены к столу 1 страховочными пружинами 12. Для защиты от попадания загрязняющих частиц на сопрягаемые рабочие поверхности ползунов 5 и пазов в плунжерах 3 предусмотрено ограждение 13. Перед работой нивелирующего устройства осуществляется его настройка в зависимости от максимальной высоты неровностей по ладу опочной оснастки. Настройка осуществляется с помощью регулировочных гаек . Плунжеры 3 устанавливаются по высоте так, чтобы величина зазора между ско шенными поверхностями ползунов 5 и па зами в плунжерах была равна-двойной величине максимальной высоты неровностей по ладу опочной оснастки. Величина хода стола вверх для поджима приемных брусьев к ладу опоки устанавливается равной ходу протяжки модели плюс ход на поджим, равный максимальной величине неровностей по ладу опоки. Работа нивелирующего устройства осуществляется следующим образом. Ь исходном положении плунжеры 3 занимают верхнее положение, отрегулированное с помощью ограничительных гаек . Ползуны 5 выдвинуты так, что на величину установленного зазора плунжера имеют возможность хода вниз, При этом ползуныопираются на нижние поверхности пазов в цилиндрах 2. При подъеме стола 1 осуществляется контакт приемных брусьев 10с ладом опоки. Под действием усилия прижима, обусловленного дополнительным к ходу протяжки ходом стола вверх, равным максимальной высоте неровностей по ладу опоки, приемные брусья займут положение, соответствующее профилю лада опоки, преодолевая сопротивление сжатого воздуха, на подушку из которого опираются-плунжеры 3. При этом каждый из плунжеров в зависимости от воздействующего на него усилия займет определенное положение, которое затем фиксируется вводом до контакта по скошенным поверхностям ползунов 5 в пазы плунжеров 3. После этого-движением стола вниз производится вытяжка модели из полуформы. В конце вытяжки полуформа устанавливается на приемный рольганг машины, а результате чего-нагрузка на приемные брусья 10 автоматически снимается и ползуны 5 могут быть свободно выведены,из пазов в плунжерах, которые после -расфиксации имеют возможность подняться в крайнее верхнее положение под действием сжатого воздуха.Перемеи ение ползунов 5 в пазах плунжеров 3 осуществляется с помощью подачи сжатого воздуха от воздухораспределителя соответственно в безштоковое и штоковые полости цилиндров 6.. . Использование нивелирующего устройства в соответствии с предлагаемым позволяет обеспечить надежную фиксацию положения приемных брусьев перед проведением операции протяжки и позволяет за счет этогс снизить брак форм по перекосу при протяжке, формула изобретения 1. Нивелирующее устройство для приемно-вытяжных механизмов формовочных машин, содержащее подъемный сто закрепленные на столе нивелирующие цилиндры с плунжерами, на которые установлены приемные брусья и. механизм фиксации плунжеров, отличающееся тем, что, с целью повышения надежности устройства и снижения его энергоемкости, механиз фиксации, плунжеров выполнен в виде приводных в горизонтальной плоскост ползунов, предназначенных для взаимодействия с пазами, выполненными в нивелирующих цилиндрах и плунжерах, причем ползуны, установлены на нижние горизонтальные поверхности пазов в нивелирующих цилиндрах, а верхние поверхности ползунов и пазо в плунжерах выполнены со скосами по одинаковым углом наклона к плоскост стола, близким к углу трения, и установлены с зазором, превышающим в 68 два раза максимальную высоту неровностей , по ладу опочной оснастки, а ход подъема стола на упомянутую высоту превышает ход протяжки. 2. Устройство по п. 1, отличающееся тем, что привод перемещения ползунов выполнен сдвоенным и размещен между каждой парой нивелирующих цилиндров. 3. Устройство по пп. 1 и 2, о т личайщееся тем, что каждый из плунжеров снабжен проходящим через дно соответствующего нивелирующего цилиндра стержнем с регулировочной гайкой на конце. Источники информации, принятые во внимание при экспертизе 1. Волкомич А.И. и др. Литейные машины. М., Машгиз, 1959, с. 92. 2. Авторское свидетельство СССР 590070, кл. В 22 С 19/00, 1975.
ae.t
