D
Фиг. 2
вания ленты. Для этого разматывающие ролики 16 установлены с возможностью перемещения перед коробкой параллельно ее движению на длину, заданную положением регулируемого упора 20 в зависимости от размера коробки при зажатом неподвижными 29 и подвижными 30 губками механизма зажима свободном конце ленты в период ее разматывания. Продольное движение разматывающих роликов 16 обеспечивается кареткой 5 с ползунами 8, сцепленными с кареткой 5 посредством стержней 9 до тех пор, пока стержни опираются на регулируемый упор 20, Траверсой с направляющими планками 19 осуществляется поперечное перемещение разматывающих роликов 16. При этом разматывающие ролики 16 соединяются с U-образными направляющими рамки 22 для вертикального перемещения. Вертикальный подгибатель 38 с прорезью для прохода губок 29 и 30 выбирает петлю ленты перед коробкой и загибает ее на заднюю сторону коробки. Во- лики 16 возвращаются в исходное положение. Нож отрезает ленту, а Г-об- разный прижим-толкатель опускается посредством рамки 22 на коробку и в следующем цикле перемещает ее вместе с отрезанной лентой на позицию сваривания. 1 з.п. ф-лы, 11 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для завертывания прямоугольных предметов | 1976 |
|
SU644669A1 |
| Устройство для завертывания прямоугольных предметов | 1981 |
|
SU977287A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Устройство для обвязки пачек лентой | 1974 |
|
SU535189A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Устройство для запечатывания коробок клейкой лентой | 1979 |
|
SU781112A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1988 |
|
SU1518209A1 |

Изобретение относится к машинам для обандероливания штучных предметов и может быть использовано в упаковочной технике пищевой промышленности. Цель изобретения - расширение технологических возможностей путем , обеспечения обандероливания коробок различных типоразмеров без смены деталей с приклеиванием и без приклеи
Изобретение относится к упаковочной технике пищевой промьшшенности.
Целью изобретения является расширение технологических возможностей машины, а именно обеспечение процесса обандеролияания коробок различных типоразмеров без смены деталей, с приклеиванием и без приклеивания ленты к коробкам.
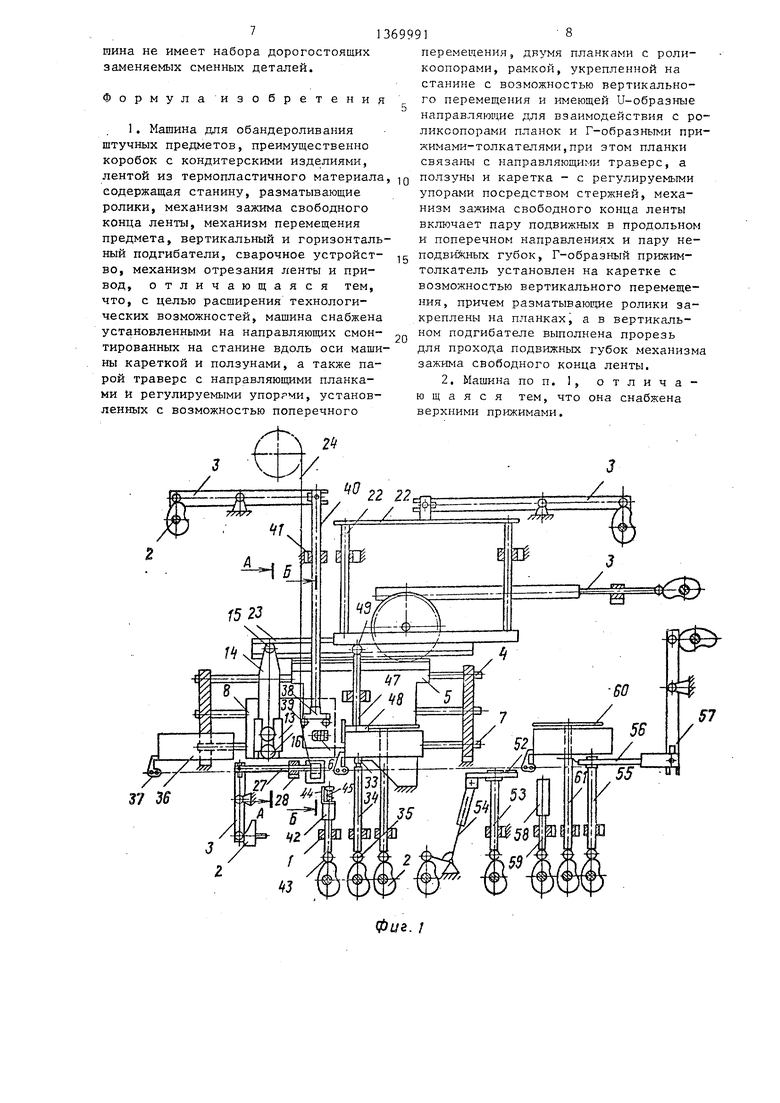
На фиг. 1 изображена машина, продольный разрез , на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5-11 - схематическое изображение основных механизмов машины в различные моменты рабочего цикла.
Машина содержит станину 1, на которой установлен привод с распределительным валом (не показан) и кулач 2, контактирующими с толкателями 3 механизмов машины. На направляющих 4 станины 1 установлена каретка 5, кинематически связанная с приводом машины при помощи толкателя 3 и кулачка 2. Каретка 5 имеет отверстия, в которых находятся демпферы 6. На направляющих 7 станины 1 свободно насажены ползуны 8, в которьпс сидят подпружиненные стержни 9 с ро- ликоопорами 10. Стержни 9 могут входить в отверстия каретки 5 до контакта с демпфером 6, при этом происходит сцепление каретки 5 с ползунами 8.
В ползунах 8 установлены также подпружиненные штоки 11 с роликоопо- рами 12 на одном конце и гнездом 13 на другом, в котором свободно сидят
планки 14 с роликоопорами 15.
На Ксждой планке 14 на осях свободно установлены разматывающие ролики 16.
Траверсы 17 установлены на направляюп(их 18 станины 1 и кинематически связаны с приводом своими толкателями 3 и кулачками 2„ На подвижных траверсах 17 установлены направляющие планки 19, контактирующие с
роликоопорами 12 штоков 11„ На траверсах 17 также установлены регулируемые упоры 20 с пазами. Регулируемые упоры 20 крепятся к траверсам 17 болтами 21 и контактируют с роликами О
стержней 9.
В направляющих станины 1 свободно установлена рамка 22, на которой закреплены и-образнь:е налравляющлй 23, контактирующие в определенный
момент цикла с роликоопорами 5 планок 14.
Каретка 5 с демпфером 5 и направляющими 4, ползуны 8 со стержня;-ти 9 и рзгулируамые упоры 20 обеспечивают
перемеш,ение планок 4 с разматываю- роликами 16 в горизонтальном про- долтзном направлении.
Траверсы 17 с направляющими 18, II и направляюшие плаикк 19 служат для перемещенггг; планок 14 с
10
15
разматывающими роликами 16 в горизонтальном поперечном направлении.
Рамки 22 с U-образными направляющими 23 перемещают планки 14 с разматывающими роликами 16 в вертикальном направлении.
Механизм зажима свободного конца енты 24 содержит ползуны 25, кинемаически соединенные с приводом своии толкателями 3 и кулачками 2 и становленные на поперечных горизонтальных направляющих 26, располокен- в ползунах 27. Последние свободно сидят в продольных горизонтальных направляющих 28, при этом ползуны 27 кинематически соединены с приводом своими толкателями 3 и кулачками 2. На ползунах 25 жестко закреплены неподвижные губки 29 и на осях подвижные губки 30, имеющие роликоопоры 31, контактируюпхие в определенный момент цикла с площадками 32, кинематически соединенными с приводом через толкатели 3 и кулачки 2.
На станине 1 расположен неподвижный зажим, который имеет неподвижную 33 и подвижную 34 губки, контактирующую через роликоопору 35 со своим кулачком 2.
Механизм перемещения коробок 36 (предметов) представляет собой цепной конвейер с толкателями 37, кинематически связанный с храповым механизмом (не показан), соединенным сво- 35 им толкателем 3 и кулачком 2 с приводом.
Вертикальный подгибатель 38 имеет опорную поверхность 39 с прорезью
20
25
30
и смонтирован на колонках 40, которые 40 симо от размера коробки на расстоясвободно сидят в вертикальных направляющих 41 станины 1, при зтом колонки 40 кинематически соединены через свой толкатель 3 и кулачок 2 с приводом.
Механизм отрезания ленты 24 представляет собой корпус-ползун 42, который через роликоопору 43 контактирует со своим кулачком 2, Б корпусе ползуна 42 неподвижно закреплен нож- пилочка 44 и свободно сидит подпружиненный прижим 45. В направляющих 46, установленных на каретке 5, смонтирован ползун 47 Г-образного прижима толкателя 48, который имеет горизон- тальную прижимную и вертикальную т олкающую поверхности. Ползун 47 через свою роликоопору 49 с помощью пружин 50 находится в контакте с направляю
0
5
5
0
5
0
щей 51, смонтированной на рамке 22 , и поэтому Г-образный прижим-толкатель 48 перемещается с ней в вертикальном направлении.
Горизонтальный подгибатель 52 свободно сидит в горизонтальных направляющих щтока 53, контактирзТ Ощего с помощью своей роликоопоры с кулачком 2 привода. Горизонтальный подгибатель 52 имеет прорези и гаарнирно соединен с телескопическим рычагом 54, контактирующим через свою роликоопору с кулачком 2 привода.
В-горизонтальных направляющих штока 55 свободно смонтирован подвижный прзокиниый прижим 56, которьш шарнирно соединен с вилочным рычагом 57, контактирующим своей роликоопо- рой с кулачком 2 привода. Шток 55 на другом конце имеет роликоопору, контактирующую с соответствующим кулачком 2 привода.
Сварочное устройство 58 с выступами установлено на вертикальном ползуне 59, который свободно сидит в направляюпцих станины, при зтом ползун 59 через свою роликоопору и кулачок 2 соединен с приводом.
На рабочих позициях машины имеются верхние прижимы 60, расположенные на вертикальном штоке 61, имеющем свою роликоопору, контактирующую с соответствующим кулачком привода.
Машина работает следующим образом, В начале каждого цикла (фиг. 5) обандероливаемая коробка 36 установлена перед одним из толкателей 37 цепного конвейера. Перед ней: незавиg
нии, определяемом наибольшим размером коробки, от толкателя 37, установлены разматывающие ролики 16 в сведенном к оси мащины и в нижнем положе- 5 НИИ. Лента 24 своим передним концом вставлена между подвижными 30 и неподвижными 29 губками механизма зажима свободного конца ленты. Разматывающие ролики 16, перемещаясь в горизонтальном продольном направлении, разматывают из бобины ленту 24. Раз - матывание ленты происходит до тех пор, пока подпрз жиненные стержни 9 ползунов 8, на которых находятся ролики 16, опираются роликами 10 на регулируемые упоры 20, предварительно уста новленные на нужный размер коробки, а вторыми концами находятся в отверстиях каретки 5 и контактируют с
0
демпфером 6. Дойдя до конца регулируемых упоров 20, стержни 9 соскакивают с них и выходят из отверстий каретки 5, освобождаясь от контакта с демпфером 6. Ползуны 8 с роликами 16 останавливаются. Одновременно с роликами 16 цепной конвейер своими толкателями 37 перемещает коробку 36 впе- ред на следующую позицию, а механизм зажима, удерживающий конец ленты, перемещается в крайнее переднее положение, где лента входит между губками 33 и 34 неподвижного зажима и захватывается, а губки 30 и 29 механиз- 15 ляющие машины, по которым движется
ма зажима свободного конца ленты раскрываются и передний конец ленты остается в неподвижном зажиме. Затем механизм зажима свободного конца ленты с раскрытыми губками отходит от оси и возвращается назад.
После остановки роликов 16 они перемещаются от оси машины, так как подвижные траверсы 17 отходят вместе с направляющими планками 19, уводя за собой штоки 11 с планками 14 и роликами 16, при этом роликоопоры 15 планок 14 входят в U-образные направляющие 23 рамки 22, после чего ролики 16 поднимаются вверх.
В этот момент вертикальный подги- батель 38 опускается, выбирает образовавшуюся перед коробкой петлю ленты и огибает ее заднюю сторону коробки 36, Когда вертикальный подги- батель 38 Опустится в нижнее положение, механизм зажима свободного конца ленты 24, передвигаясь к оси машины, входит в его прорезь и губки 30 и 29 зажимают ленту 24. Затем механизм отрезки поднимается вверх его подпружиненный пpижи i 45 прижимает ленту 24 к опорной поверхности 39, а нож-пилочка 44 разрезает ленту.
Вертикальный подгибатель 38 поднимается, а в этот момент ролики 16 кареткой возвращаются назад в исходное положение. Затем рамка 22 с U образными направляющими 23 опускается и ролики 16 возвращаются в нижнее положение, а Г-образный прижим- толкатель 48 опускается на коробку и прижимает к ней ленту 24.
Траверсы 17 с направляющими планками 19 и регулируемыми упорами 20 двигаются к оси машины, перемещая штодси 11 с роликами 16 к оси машины
и сцепляя ползуны 8 с кареткой 5 с помощью подпружиненных стержней 9.
Затек губки 33 и 34 неподвижного зажима раскрываются, конец ленты 24 освобождается и прижим-толкатель 48 при очередном продольном перемещении каретки 5 передвигает коробку 36 на следующую позицию, удерживая от смещения ленту относительно коробки. При перемещении коробки 36 правьш, освобожденный губками 33 и 34 конец ленты 24, распрямляется и подгибается параллельно дну коробки о направ0
5
коробка 36. После остановки коробки 36 подвижный пружинный прижим 56 прижимает правый конец ленты к дну коробки, а горизонтальный подгибатель 52 загибает и накладывает левый конец ленты 24 на правый. Затем сварочное устройство 58 своими выступами заходит в прорези подгибателя 52 И сваривает ленту.
На всех позициях во время выстоя коробок 26 и воздействия на них исполнительных механизмов коробки фиксируются верхними прижимами 60,
Обандероленные коробки 36 толкателями 37 цепного конвейера выводятся из машины.
Такое выполнение машины позволяет обандероливать коробки различных типоразмеров без смены деталей за счет того, что ролики установлены на осях 5 свободно и имеют возможность перемещаться перед коробкой параллельно ее движению на длину, заданную положением регулируемого упора в зависимости от размера обандероливаемой коробки при зажатом свободном конце ленты в период разматывания.
0
0
Так как скорость разматывания ленты не зависит от скорости движения
коробки и лента удерживается зажимами до конца разматывания, отпадает необходимость в прикреплании ее к коробке для обеспечения разматывания обандероливающего материала, что
позволяет использовать не только тер- мопластк-Еную ленту, но и термоскле- ившощуюся,;. например целлофан, т-ши термосБариваемую.
Применение машины сокращает время переналадки машины на обандероли- вание коробок различных размеров как без плинтуса, так и с плинтусом со стороны дна коробкиI кроме того, ма17 35
Фин.
В-В/7
ШТТТТТТЖ
,.21
Фие.
иг.З
. S
зэ .
a5i/g,/
№.,.Ji
Я
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
