Известны станки-автоматы для изготовления колец из толстостенпых полос, построенные на принципе холодного изгибания полосы с растяжением на цилиндрической оправке при помощи двух подвижных роликов.
Однако такими станками-автоматами невозможно осуществлять одновременную гибку полос в кольцо и сварку его в стык.
Станок-автомат согласно изобретению свободен от этих недосгатков.
Сущность изобретения заключается в том, что, с целью осуществления одновременной гибки и сварки колец в стык, станок выполнен в виде кольцеобразной станины с закрепленной на ней сварочной головкой и с применением соосно установленной с цилиндрической оправкой трубой для подачи на нее колец под сварку.
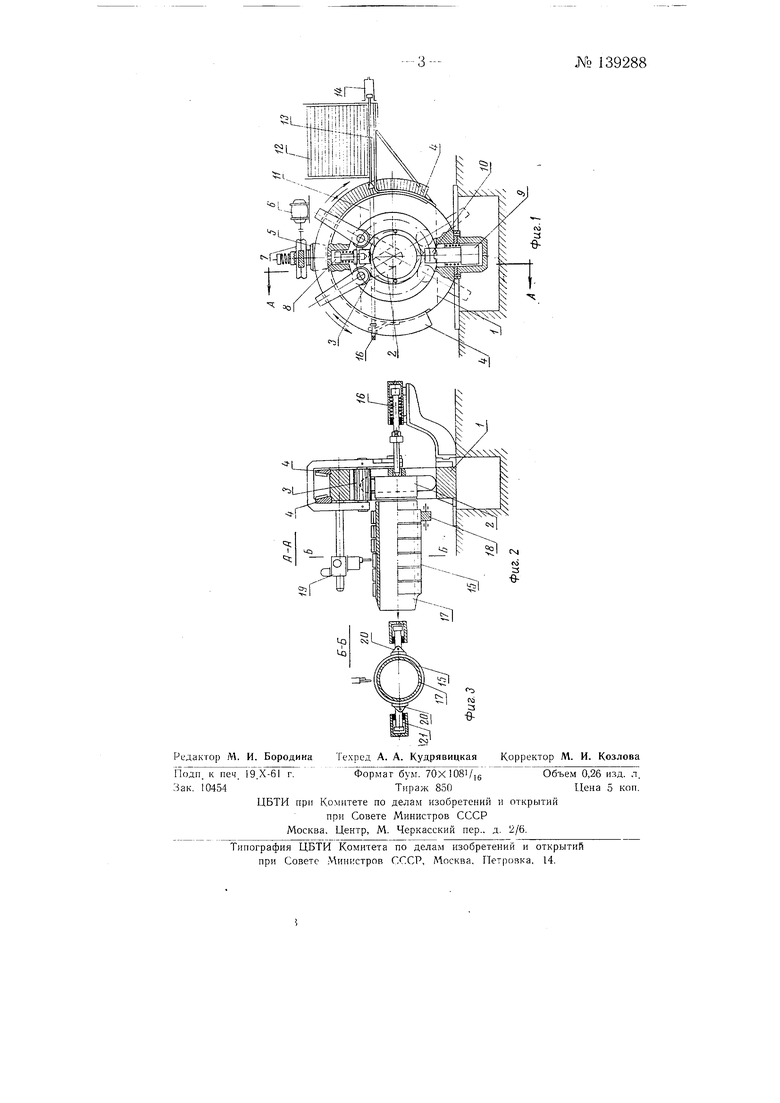
На фиг. 1 изображен станок-автомат, вид сбоку; на фиг. 2 - разрез по Л-Л; на фиг. 3 - разрез по Б-Б.
Станок-автомат состоит из следующих основных частей: кольцевой станины 1 (фиг. 1), болванки 2, на которой производится сгибание по/юсы,, гибочных роликов 3, получающих движение от конических реек 4, приводимых конической шестерней 5 от реверсивного мотора 6, через червячный редуктор 7; верхнего прижима 8, удерживающего полосы в исходном положении, нижнего гидравлического прижима 9, снабженного съемной головкой 10. Полоса // для сгибания подается из магазина 12 пневмотолкателем 13 от пневмоцилиндра 14. Согнутое кольцо 15 (фиг. 2) сталкивателем гидроцилиндра 16 проталкивается с болванкой 2 на оправочную трубу 77, где оно попадает под ролики 18, которые поворачивают его стыком вверх для сварки сварочной головкой 19.
№ 139288- 2 В зоне сварочной головки кольцо liJ сжимается двумя боковыми сжимами 20 (фиг. 3) от гидроцилиндров 21.
Работа станка производится следующим образом.
Полосы //, нарезанные по размеру, подаются из магазина 12 под гибочные ролики 3 пневмотолкателем 13, сблокированным с пусковым устройством. После того, как полоса займет рабочее положенно, включается в работу верхний прижим 8 и гибочные ролики 3, которыми производится сгибание полосы в кольцо.
В конце хода роликов включается нижнее гидравлическое нpижи.vIное устройство, которое производит подгибку не догнутых концов полосы. После окончания сгибания полосы готовое, но не сваренное кольцо проталкивается с болванки в зону автоматической сварочной головки 19, где происходит сварка кольца. После сварки готовое кольцо выталкивается из агрегата и цикл работы повторяется.
Предмет изобретения
Станок-автомат для изготовления колец из толстостенных полос, построенный на принципе холодного изгибания полосы с растяжением на цилиндрической оправке при помощи двух подвижных роликоз. отличающийся тем, что, с целью осуществления одновременной гибки и сварки колец в стык, станок выполнен в виде кольцеобразной станины с закрепленной на ней сварочной головкой и с применением соосно установленной с цилиндрической оправной трубой для подачи ла нее колец под сварку.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Станок для гибки цилиндрическихиздЕлий | 1979 |
|
SU804079A1 |
| Способ изготовления заготовок фланцев | 1960 |
|
SU137002A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Машина для изготовления сварных колец | 1985 |
|
SU1326408A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство для формовки и сварки полых изделий | 1986 |
|
SU1342652A1 |