1
Изобретение относится к кожгалантерейной, обувной и швейной отраслям легкой промышленности и предназначено для подачи листовых и рулонных материалов в настиле непосредственно в рабочую зону вырубочного пресса.
Известно устройство для подачи многослойного настила к вырубочному прессу, содержаицее каретку, установ.ленную в направляющих станины, поддерживающую и подающую платформы, последняя из которых смонтирована на каретке, зажимы для закрепления настила на подающей и поддерживающей платформах и привод р 1 и 2 j.
Однако в известных устройствах возможен сдвиг слоев настила. В одних .устройствах зто обусловлено тем что при передвижении подающей платформы настил деформируется, так как его -перемещению препятствуют силы трения настила о поддерживающую платформу и собственный вес настила
за счет остаточной деформации возможен сдвиг слоев настила и несоответствие размеров вьфубанных деталей .размерам шаблона и кроме того, необходимость удержания вручную поданного на плиту пресса участка настила при возврате подающей платформы в исходное положение, что снижает производительность и ухудшает условия труда.
Цель изобретения - исключение сдвига слоев и повышение производительности труда.
Цель достигается тем, что предложенное устройство снабжено направляющими роликами, один из которых установлен в направляющих станины с возможностью вертикального перемещения, и гибкой замкнутой лентой, верхняя ветвь которой расположена на поддерживающей и подающей платформах, а нижняя ветвь выполнена в виде подвижной петли, огибающей направляющие ролики, при этом бокпвые стороны подающей платформы выпо йены с бортами, контактирующими с плитой вырубочного пресса.
При. этом направляющие ролики установлены свободно на осях, одна из которых жестко укреплена на станине под подающей платформой, а другая за поддерживающей платформой.
Каретка кинематически связана с приводом посредством цепной передачи .
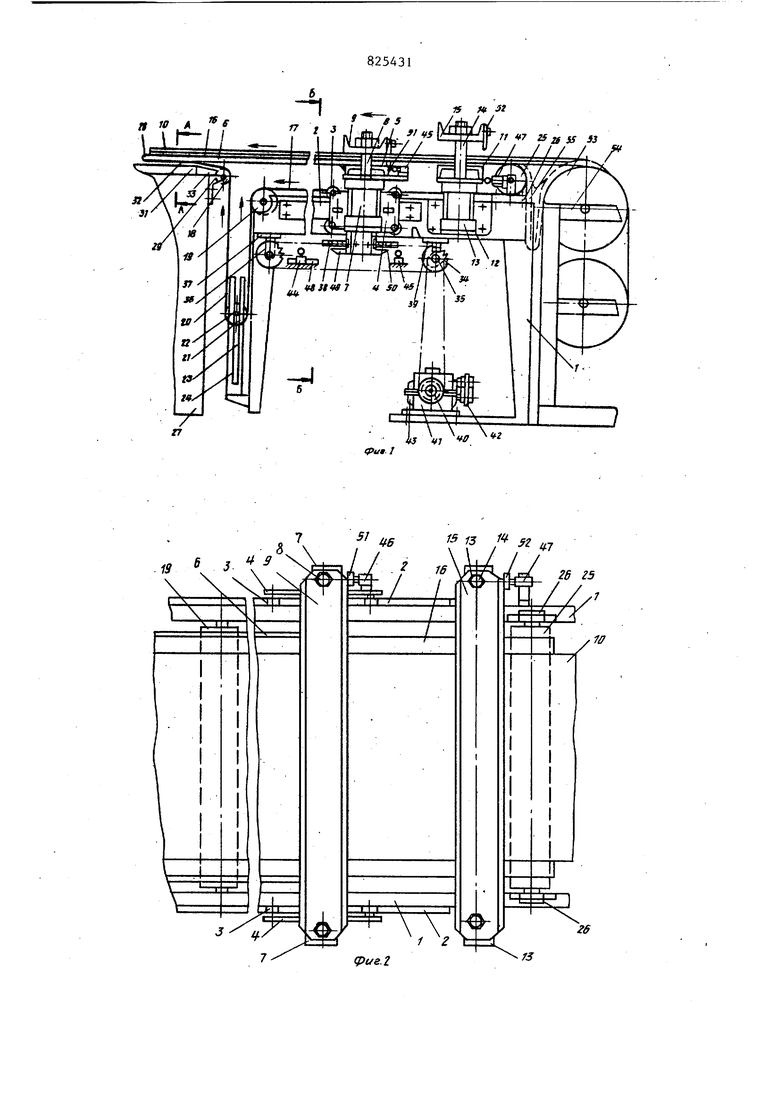
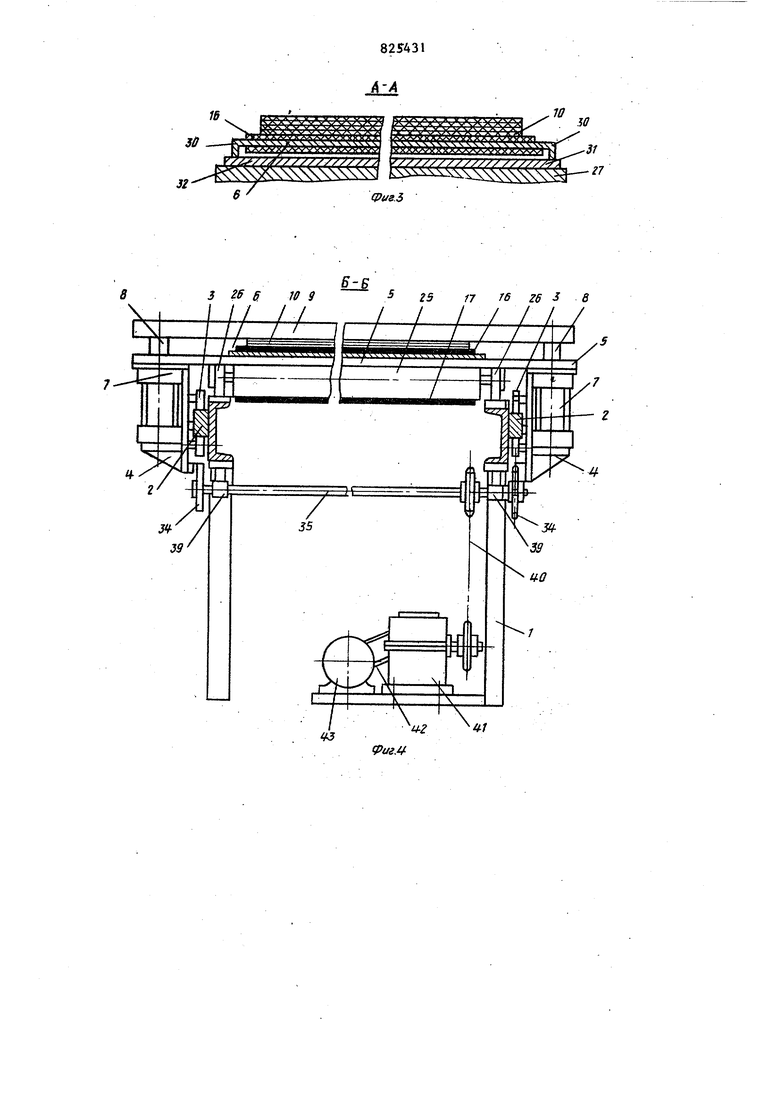
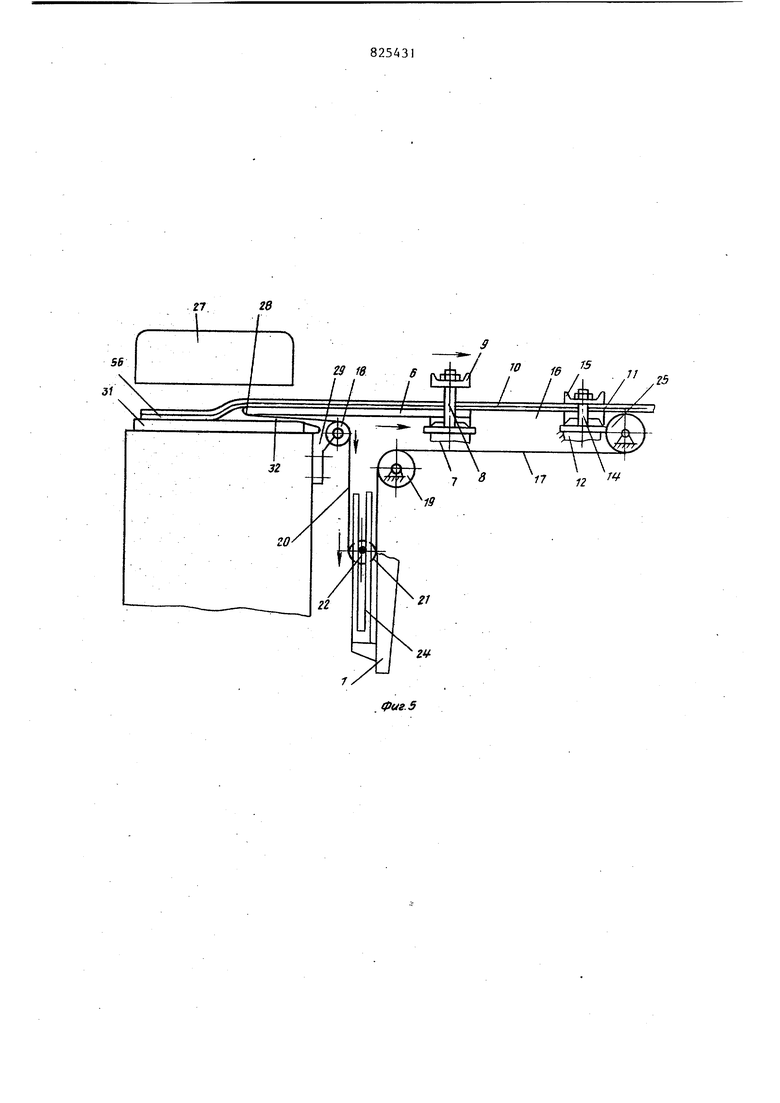
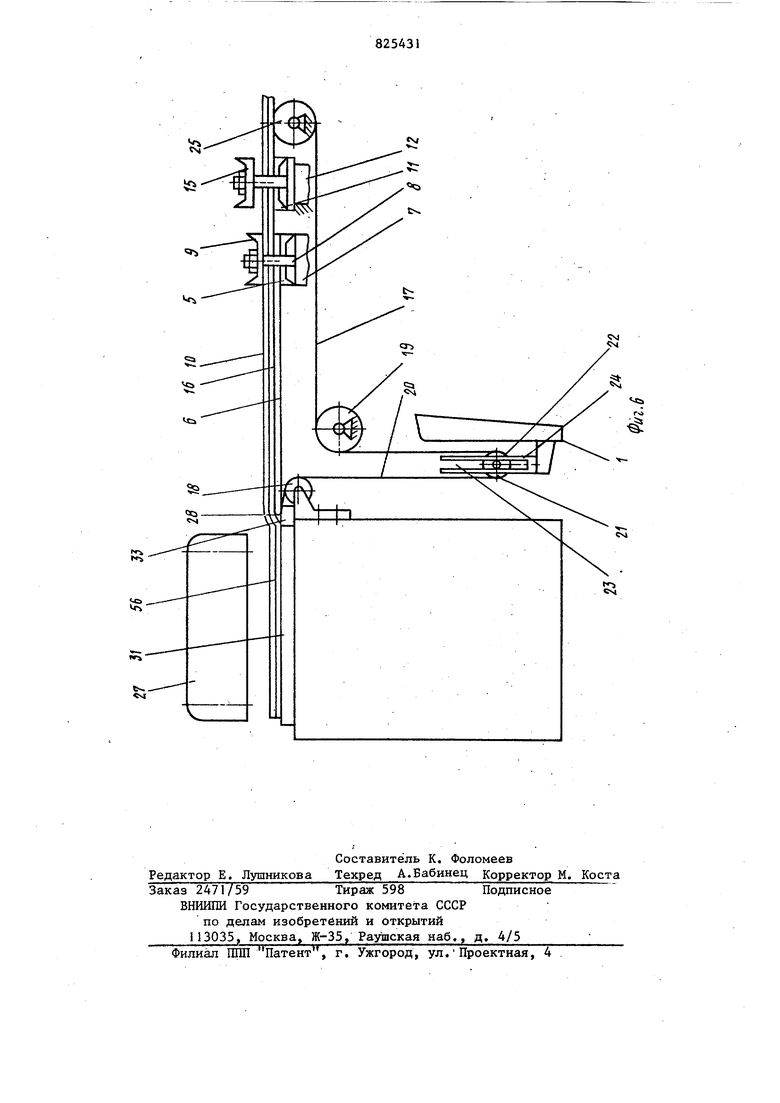
На фиг. 1 изображено устройство, вид сбоку; на фиг„ 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 1 ; на фиг. 5 - устройство при возврате каретки в исходное положение; на фиг. 6 - устройство в исходном положении.
Устройство для подачи многослойного настила к вырубочному прессу состоит нз станины 1 с направляюпщми 2j по которым в горизонтальном направлении на роликах 3 перемещается каретка 4 жестко связанная посредством опоры 5 с подающей платформой 6, На каретке 4 закреплены пневмоцилиндры 7, на штоках 8 которых установлен зажим 9, предназначенный для закрепления настила 10 на подающей платформе 6.
Поддерживающая платформа 1 установлена на кронштейнах 12, закрепленных на станине 1. На этих же кронштейнах 12 закреплены пневмоцилиндры 13, на штоках 14 которых установлен зажим 15 для закрепления настила 10 на поддерживающей платформе 11, Устройство снабжено не- . прерывно замкнутой гибкой лентой, верхняя ветвь 16 которой расположена на подающей 6 и поддерживающей 1 платформах,, а нижняя ветвь
17расположена под этими платформами и, огибая направляющие ролики
18и 19, образует подвюкную петлю 2 с направлякжщм роликом 21, предназначенным для постоянного натяжения ленты-, цапфы 22 которого расположены в пазах 23 направляющих
24, закрепленных на станине 1. При этом верхняя ветвь 16 переходит в нижнюю ветвь 17 с одной стороны, огибая направляющий ролик 25, установленный в закрепленных на станине 1 кронштейнах 26 за поддерживающей платформой 1, а с другой огибая обращенный к прессу 27 край
25431 . , 4
28 подающей платформы 6. Все ролики 18-21, связанные-.с гибкой лентой, выполнены свободно вращающимися на своих осях, причем ролик 18 смонтирован на неподвижных кронштейнах 29, установленных на вырубочном прессе под подающей платформой 6, а ролик 19 установлен на станине . Подающая платформа имеет боковые
10 борта 30 (см. фиг. З), контактирующие с плитой 31 пресса 27, для свободного перемещения участка 32 нижней ветви 17. ленты, расположенного между подающей платформой 6 и плиJ5 той 31. Огибаемый лентой край 28 - подающей платформы 6 имеет скругление, а к плите 31 примыкает скос 33 для размещения края 28 подающей платформы 6 в исходном положении
20 (см. фиг. 1 и 6). Привод каретки 4 состоит из связванных с кареткой 4 двух тяговых цепных передач, ведущие звездочки 34 KOTOJJHX жестко посажены на общем приводном валу 35,
25 а ведомые звездочки 36 установлены в приспособлениях 37 для натяжения тяговых цепей 38. Приводной вал 35 установлен в закреплённых на станине 1 корпусах подшипников 39 и посредством цепной передачи 40 связан с редуктором 41, который посредством клиноременнЪй передачи 42. связан с электродвигателем 43. Приводной вал 35 с жестко насаженными на нем звездочками -34 посредством цепей 38 обеспе-чивает синхронное (без перекосов) движение боковых сторон каретки 4 с подающей платформой 6. Для управления работой привода каретки 4 и пневмо40цилиндрами 7 и 12 предназначены конечные выключатели 44-47. Конечный выключатель 44 установлен в направляющей 48 с возможностью регулирования его положения в зависимости от
45 требуемой величины хода каретки 4, взаимодействует с упором 49, закрепленным на каретке 4, и связан с системой управления приводом каретки 4 и пневмоцилиндрами 7 и 12. Конеч50ный выключатель 45 взаимодействует с упором 50, закрепленным на каретке, и связан с системой управления приводом каретки 4 и пневмоцилиндрами 7 и 12. Конечный выключатель 46
55 установлен на опоре 5 каретки 4, взаимодействует с упором 51, установленным на прижиме 9, и связан с -системой управления пневмоцилиндрами 7 и 12 и кареткой 4. Конечный выключатель 47 установлен на станине 1, взаимодействует с упором 52, уста новленным на прижиме 15, и связан с сисфемой управления пневмоцилиндрами 7 и 12 и кареткой 4. Рулоны 53 раскраиваемого материала, из которых формируется настил 10, установлены в рулонодержателе 54. Между станиной 1 и рулонодержателеМ 54 предусмотрен за.зор для образования петли 55 насти ла 10 при возвратной его подаче. После подачи настила 10 на плиту 31 пресса 27 и возвращении платформы 6 в исходное положение участок 56 настила 10 размещается на плите 31 пресса 27. Устройство для подачи многослойного настила к вырубочному прессу работает следующим образом. Перед началом работы производят заправку настила 10 в устройство, который формируется непосредственно из рулонов 53 или размещен на столе (не показан). Для этой цели нажимаю на кнопку (не показана) Отвод каретки, в результате чего каретка 4 с подающей платформой 6 перемещается в направлении к прессу 27 и ост навливается. Затем настил укладывают на верхней ветви 16 ленты так,чтобы fero конец размещался в зоне исходног (крайнего правого) положения прижим 9 (см. фиг. 6) подающей платформы 6, После этого каретку 4 с подающей платформой 6 возвращают в исходное положение, в котором прижим 9 зажимает конец настила, и после нажатия на кнопку Подача подающая платфор ма 6 осуществит подачу настила на плиту 31 пресса 27. В процессе раскроя настила 10 подачу его на требуемый шаг можно производить двумя способами; l) с помощью кнопки Подача, удерживая ее вручную или ножной педалью в нажатом состоянии до момента подачи настила на необходимую величину; после освобождения кнопки каретка 4 с подающей платформой 6 автоматически возвращается в исходное положение; 2) с помощью конечного выключателя 44, который устанавливается в направляющей 48 в соответствии с заданным шагом подачи; при этом нажимают на кнопку Пуск, после чего каретка 4 с подающей плат формой 6 в автоматическом режиме осуществляет подачу настила на шаг и возвращается в исходное положение. Первый способ управления устройством целесообразно использовать при переменном шаге подачи настила в процессе его раскроя, а второй при постоянном шаге. При обоих способах управления устройством перед подачей настила 10 на шаг (см. фиг. 6) каретка 4 . с подающей платформой 6 занимает исходное положение (крайнее правое). При этом прижим 9 опущен (закрепляет настил 10 и верхнюю ветвь 16 ленты на подающей платформе 6), а прижим 15 поднят. Рабочий - вырубщик включает привод каретки, при этом движение от электродвигателя 43 (см. фиг. 1 и 4) через клиноременную передачу 42, редуктор 41 и цепную передачу 40 передается приводному валу 35 со звездочками 34, которые посредством тяговых цепей 38 и натяжных звездочек 36 приводит в синхронное движение обе боковые стороны каретки 4 с подающей платформой 6. Вместе с платформой 6 перемещается в зону вырубания (на плиту 31 пресса 27) закрепленный на ней настил, а также охватываемый платформу 6 участок гибкой ленты. При этом натяжной ролик 21 перемещается вверх, а высота петли 20 уменьшается, компенсируя удлинение верхней ветви 16 и участка 32 нижней ветви 17 ленты, расположенного между плитой 31 и платформой 6. После подачи настила 10 на требуемый шаг привод каретки 4 выключается путем освобождения кнопки Подача или в результате взаимодействия упора 49 с конечным выключателем 44 (в зависимости от используемого способа управления устройством) и одновременно подается команда на опускание прижима 15, закрепленного на штоках 14пневмоцилиндров 13, который закрепляет настил 10 с верхней ветвью 16 ленты на поддерживающей платформе 11. В нижнем положении прижима 15 упор 52 взаимодействует с конечным выключателем 47, который выключает электромагниты воздухораспреде- лителя (не показаны), связанного с пневмоцилиндрами 7, в результате чего осуществляется подъем прижима 9 и одновременно включается привод каретки 4 на реверсивное движение, после чего каретка 4 с подающей платформой 6 (см, фиг. 5) совершают возвратное движение. При этом подающая платфор ма 6движется с проскальзыванием от сительно верхней ветви 16 ленты, ко рая находится под постоянным натяже нием, закреплена на поддерживающей апатформе 11 и в связи с этим участок верхней ветви 16, находящийся над плитой 31, огибая край 28 платформы 6, постепенно (по мере возвратного движения платформы) переходит под платформу 6 (участок 32 ленты) и далее через направляющий ролик I8 переходит в петлю 20 с направляющим роликом 22,. перемещающим ся в нижнее положение. Участок 56 (см. фиг. 5 и 6) настила 10, из-под которого перемещается платформа 6 с лентой, переходи на плиту 31 пресса 27. При этом исключается возвратное перемещение участка 56 настила 10 совместно с платформой 6 и сдвиг нижних слоев этого участка, так как верхняя ветвь 16 остается непод вижной на участке ее контакта с настилом и в связи с этим отсутствует трение - скольжение (сдвигающее воз действие) низшего слоя о верхнюю ветвь 16 ленты и платформу 6. Таким образом, в период возврата платформы 6 в исходное положение от падает необходимость удерживать вру ную участок 56 настила на плите 31, в связи с чем рабочий - вырубщик в это время может укладывать на насти резаки и за счет этого повысить про изводительность труда. Кроме того, устройство может осуществлять подачу настила на шаг вырубки, работая в автоматическом режиме совместно с прессом.. Возвратное движение каретки 4 с платформой 6 заканчивается в результате взаимодействия упора 50 с конечным выключателем 45, которьш выключает привод каретки 4 и одновременно подает команду на опускани прижима 9 для зак эепления настила 10 с верхней ветвью 16 ленты на подаюЩей платформе 6. В нижнем поло жении прижима 9 упор 51 взаимодей ствует с конечным выключателем 46, который подает команду на подъем прижима 15. 18 Применение предложенного устройства позволяет исключить ручные операции удержания поданного в рабочую зону пресса настила при возвратном движении подающей платформы и тем самым повысить производительность и улучшить условия труда рабочего - вырубщика, а также устранить сдвиг настила. Формула изобретения 1. Устройство для подачи многослойного настила к вырубочному прессу, содержащее каретку, установленную в направляющих станины, поддерживающую и подающую платформы, последняя из которых смонтирована на каретке, зажимы для закрепления настила на подающей и под церживающей платформах и привод, отличающееся тем, что, с целью исключения сдвига слоев и повышения производительности, оно снабжено направляющими роликами, один из которых .установлен в направляющих станины с возможностью вертикального перемещения, и гибкой замкнутой лентой, верхняя ветвь которой расположена на поддерживающей и подающей платформах, а нижняя ветвь выполнена в виде подвижной петли; огибающей направляющие ролики, при этом боковые сторонь подающей платформы выполнены с бортами, контактирующими с плитой вырубочного пресса. 2. Устройство по п. I, отличающееся тем, что направляющие ролики установлены свободно на осях, одна из которых жестко укреплена на станине под подающей платформой, а другая за поддерживающей гшатформой. 3. Устройство по п. 1, о т л ичающееся. тем, что каретка кинематически связана с приводом посредством цепной передачи. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1610823, кл. 3d 7/08, 05.05.70. 2.Авторское свидетельство СССР № 565869, кл. В 65 Н 7/36,25.07.77. t Я 0 Л - № f Si 9 Sл/ЛУл/ 47 tsjfis i3 pf-/ / 1И У / / / / / / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи многослойного настила волокнистого материала к вырубочному прессу | 1983 |
|
SU1138374A1 |
| Устройство для подачи и фиксации многослойного настила вырубочного пресса | 1983 |
|
SU1326617A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU929521A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1981 |
|
SU1066925A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для подачи многослойного настила рулонного материала к вырубочному прессу | 1983 |
|
SU1137045A1 |
| Устройство для подачи многослойного настила материала к вырубочному прессу | 1985 |
|
SU1370142A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1986 |
|
SU1377233A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1980 |
|
SU931627A1 |
| Устройство для подачи многослойногоНАСТилА K ВыРубОчНОМу пРЕССу | 1979 |
|
SU844528A1 |
3 tf..
46{- r / 2 7
W
/
гб
J3
pue.2
л..
-fc.
v v b vyx/чofygy
y//Vf«//if //if(
Т
,. o ,„
У .
. X JCySArSi- /T,
i , Х У
г11 ,ХиЧ Vv/A/j jbab.
ЛсСуу г гГ г у J
VVJ.
оГЖР х ЯрСТ / уухУЮ у9Гг4
Г :| |Д ХХХРу ууУДО ДХд/УУу1
SS:
/////
/7
УУУУЧЛ
Фиг.5 5i/ 76 Z6 В
