Известны станки для зачистки двух тордов деталей, выполненные в виде вращающегося барабанного питателя с гнездами для деталей, непрерывно подаваемых к шлифовальным кругам, расположенным с обеих сторон питателя.
Предлагаемый станок отличается от известных применением третьей шлифовальной головки, ось которой расположена в плоскости, (проходящей через обрабатываемые заготовки, находящиеся в барабанном питателе, перпендикулярно осям указанных двух шлифовальных головок.
Это обеспечивает одновременную обработку трех торцов заготовки за одну установку их в барабанном питателе.
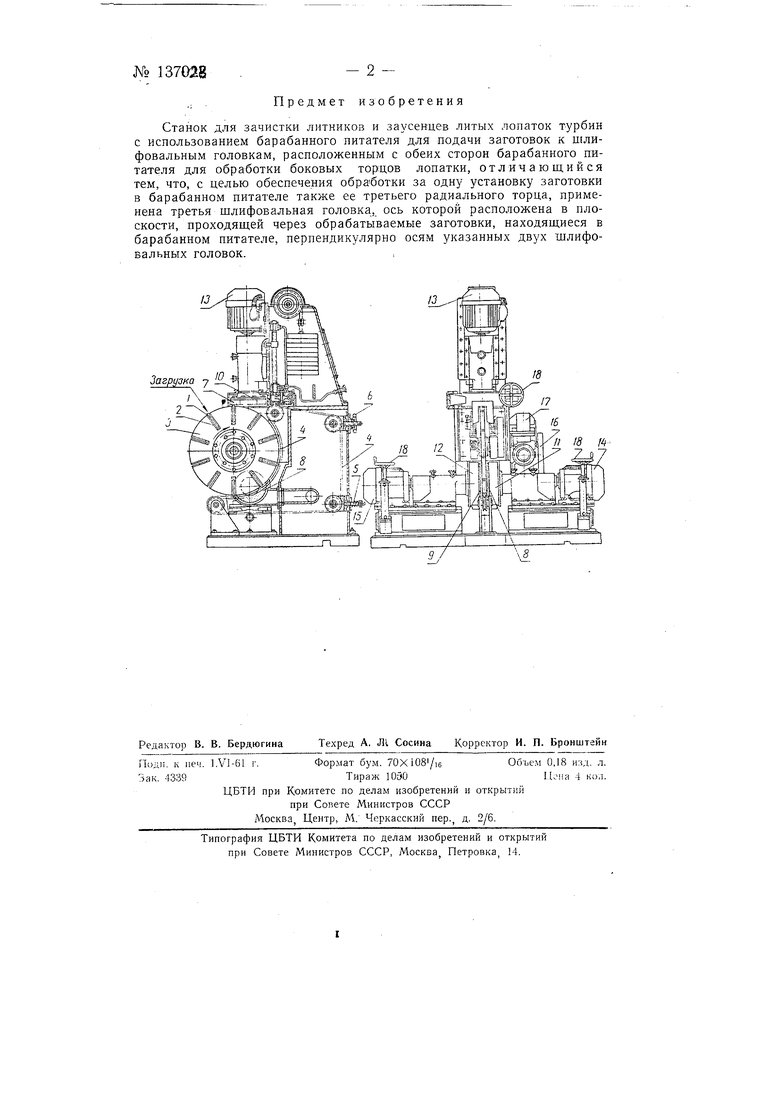
На чертеже изображен станок для зачистки трех торцов лопаток турбин, вид спереди и сбоку.
Обрабатываемые заголовки / установливаются в гнездах 2 вращающегося барабана-питателя 3 и удерживаются от выпадания самозажимным приспособлением и бесконечной цепью 4, натяжение которой регулируется пружиной 5 и маховиком 6. Обработка торцовых поверхностей заготовок 1 осуществляется шлифовальными кругами 7, 8 и Я установленными в соответствующих шпиндельных головках 10, II, 12 станка. Приводами шпиндельных головок являются электродвигатели 13, 14 и 15, а вращение барабана-питателя 5 осуществляется от электромотора через клиноременную передачу 16 и редуктор 17. Регулировка шлифовальных (наждачных) кругов по мере их износа производится маховиками 18.
При вращении барабана 3 с заготовками / для лопаток турбин шлифовальным кругом 7 стачивают торцовый литник, а шлифовальными кругами 8 к 9 удаляют заусенцы с боковых сторон заготовки. После схода обработанных лопаток с цепи 4 они выпадают в тару.
№ 137028 Предмет изобретения
Станок для зачистки литников и заусенцев литых лопаток турбин с использованием барабанного питателя для подачи заготовок к шлифовальным головкам, расположенным с обеих сторон барабанного питателя для обработки боковых торцов лопатки, отличающийся тем, что, с целью обеспечения обработки за одну установку заготовки в барабанном питателе также ее третьего радиального торца, применена третья шлифовальная головка, ось которой расположена в плоскости, проходящей через обрабатываемые заготовки, находящиеся в барабанном питателе, перпендикулярно осям указанных двух шлифовальных головок.
13
- 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ОТЛИВОК | 1972 |
|
SU327035A1 |
| Станок для фрезерования шлицев | 1982 |
|
SU1047620A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| Станок для обработки ушков у отштампованных парами швейных иголок | 1932 |
|
SU33124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Универсальный многопозиционный шлифовальный станок | 1986 |
|
SU1404281A1 |