Известен полуавтомат для стекления резиновых формованных подошв, состоящий из бункера с толкателем, последовательно расположенных шлифовального инструмента, щетки и трех пар транспортирующ,их валиков. В этом полуавтомате пшифовальным инструментом ЯБ ляется шлифовальная шкурка, к которой изделие прижимается резиновым роликом.
В описываемом полуавтомате, с целью упрощения конструкции, щлифовальный инструмент выполнен в виде чащеобразного абразивного круга, смонтированного на вертикальном валу, а подошвы к кругу прижимаются подпружиненным клавишным прижимом. На чертеже изображена схема полуавтомата.
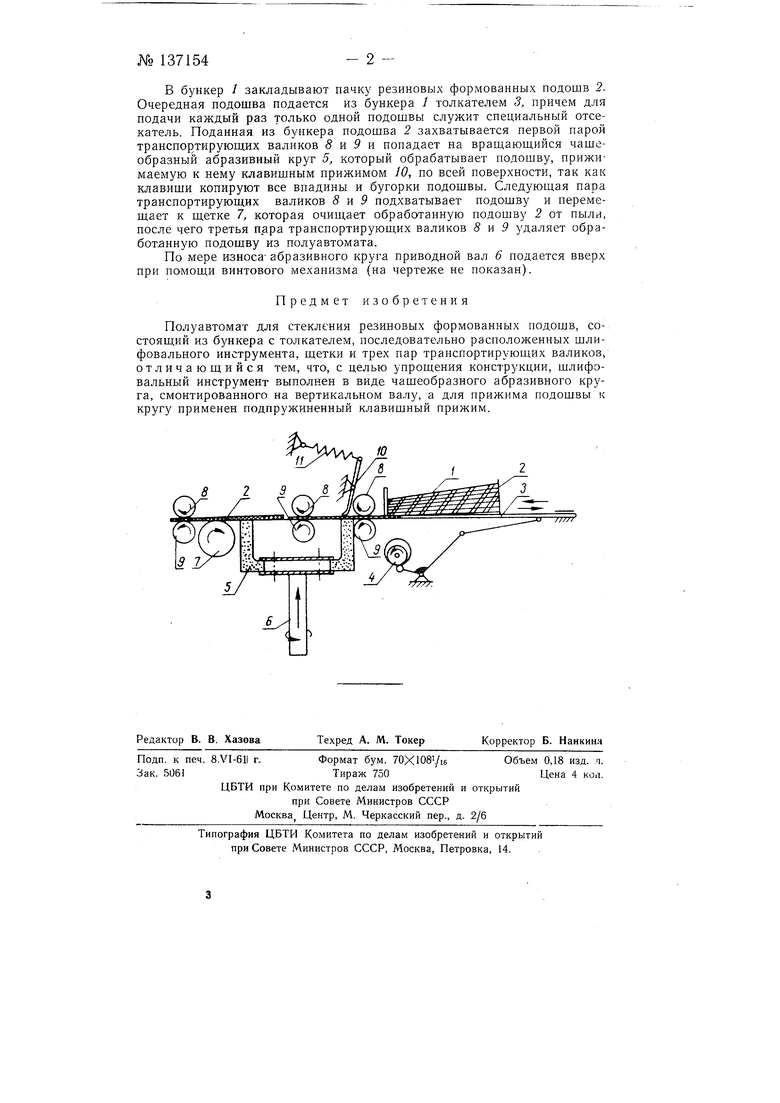
Полуавтомат включает в себя бункер /, в который закладывается пачка резиновых формованных подошв 2. Бункер снабжен для подачи подошв к шлифовальному инструменту толкателем 3, приводимым в возвратно-поступательное движение при помощи эксцентрика 4. Шлифовальный инструмент выполнен в виде чашеобразного абразивного круга 5, смонтированного на вращаюш.емся вертикальном валу 6. Для удаления пыли с подошвы за шлифовальным инструментом расположена вращающаяся щетка 7. Удаление отходов осуществляется системой вентиляции (на чертеже не показана). Перемещение обрабатываемой подощвы в полуавтомате производится при помощи последовательно расположенных трех пар транспортирующих валиков 8 и 9, которые получают вращение от привода. Обрабатываемая подошва 2 к абразивному кругу 5 прижимается клавишным прижимом 10, при помощи пружины //.
Полуавтомат для стекления резиновых формованных подошв работает следующим образом.
В бункер / закладывают пачку резиновых формованных подошв 2. Очередная подошва подается из бункера / толкателем 3, причем для подачи каждый раз только одной подошвы служит специальный отсекатель. Поданная из бункера подошва 2 захватывается первой парой транспортирующих валиков S и 5 и попадает на вращаюш,ийся чашеобразный абразивный крут 5, который обрабатывает подошву, прижимаемую к нему клавишным прижимом 10, по всей поверхности, так как клавиши копируют все впадины и бугорки подошвы. Следуюпдая пара транспортирующих валиков 8 vi 9 подхватывает подощву и перемещает к щетке 7, которая очищает обработанную подошву 2 от пыли, после чего третья пара транспортирующих валиков S и 5 удаляет обработанную подощву из полуавтомата.
По мере износа-абразивного круга приводной вал 6 подается вверх при помощи винтового механизма (на чертеже не показан).
Предмет изобретения
Полуавтомат для стекления резиновых формованных подошв, состоящий из бункера с толкателем, последовательно расположенных шлифовального инструмента, щетки и трех пар транспортирующих валиков, отличающийся тем, что, с целью упрощения конструкции, шлифовальный инструмент выполнен в виде чашеобразного абразивного круга, смонтированного на вертикальном валу, а для прижима подошвы к кругу применен подпружиненный клавишный прижим.