Предметом изобретения является полуавтомат для стекления неходовой части резиновых профилированных подошв, состоящий из двух пар транспортирующих валков, расположенной между ними обтянутой наждачным полотном катущки, служащей для стекления подощвы, и системы подпружиненных рычажков, прижимающих подощву к наждачному полотну.
Предлагаемый полуавтомат по сравнению с известными аналогичными полуавтоматами того же назначения нозволяет получать подошвы более высокого качества.
Особенность полуавтомата заключается в том, что в нем подпружиненные рычажки закреплены «а общей горизонтальной оси, установленной в о бойме, соединенной с вертикальным подпружиненным штоком.
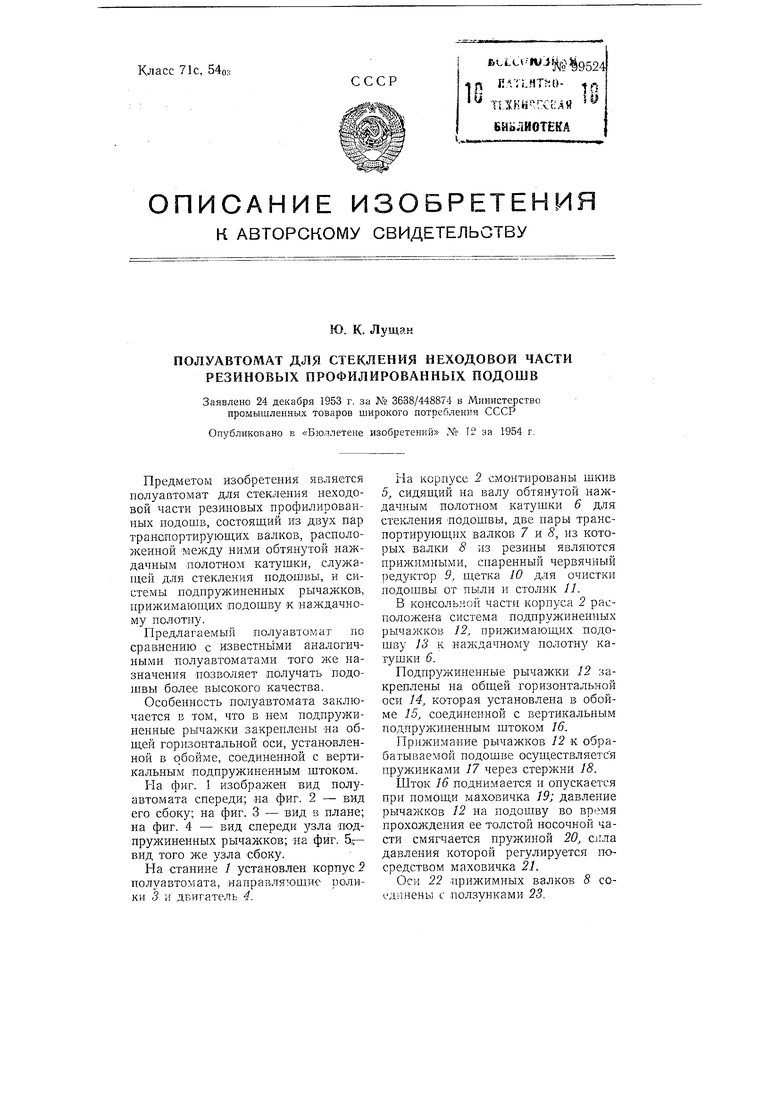
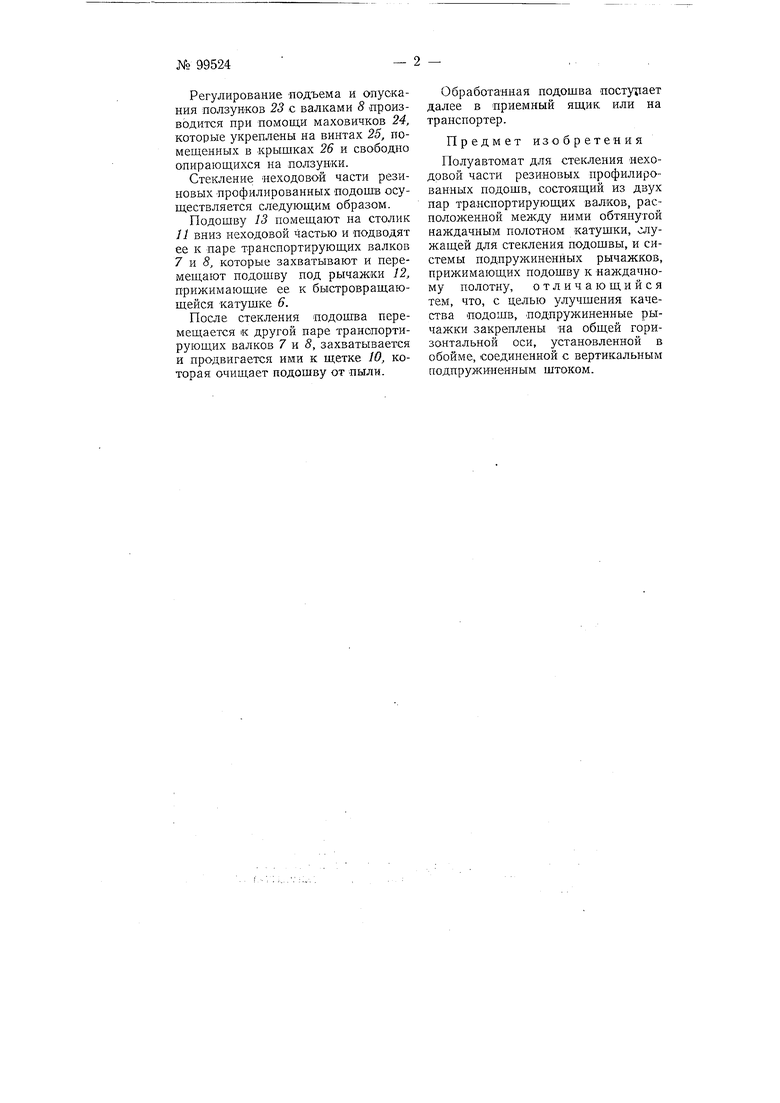
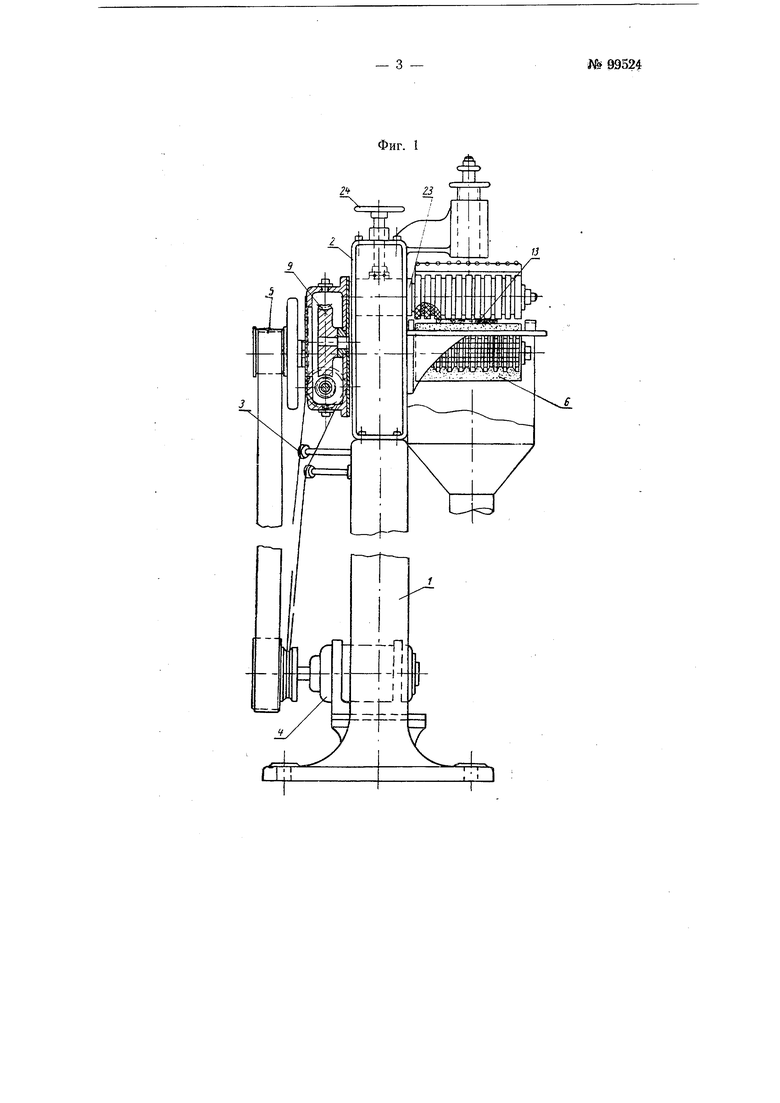
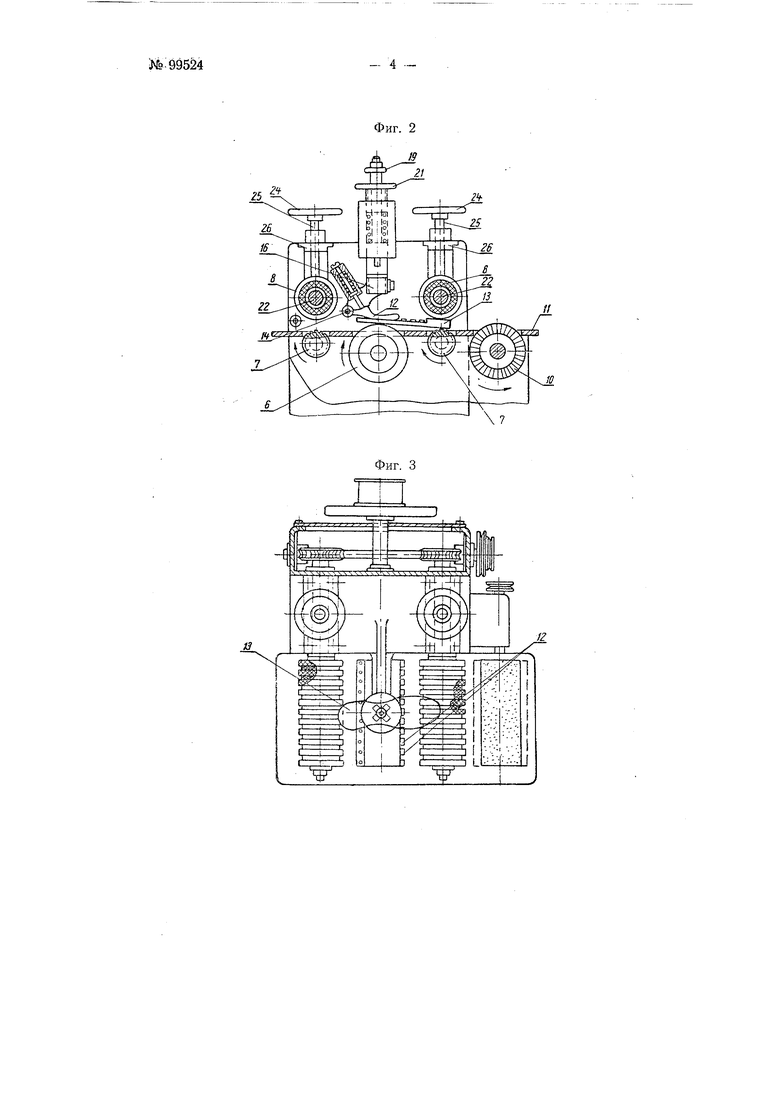
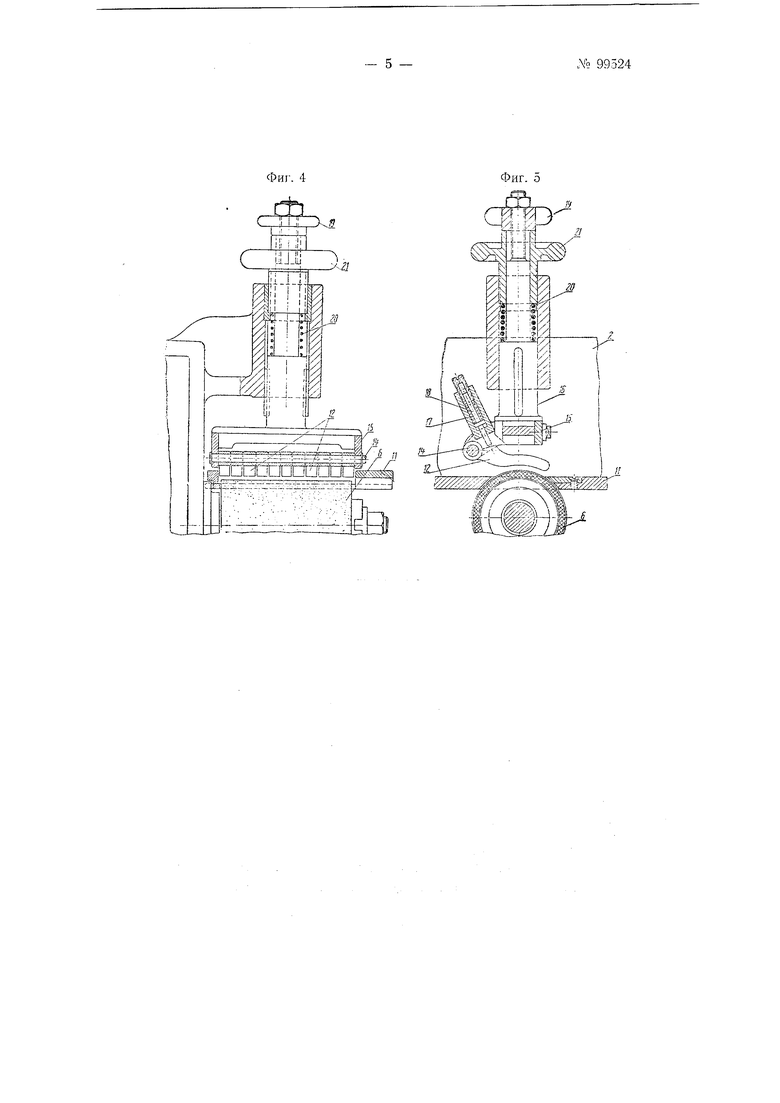
На фиг. 1 изображен вид полуавтомата спереди; на фиг. 2 - вид его сбоку; на фиг. 3 - вид в плане; на фиг. 4 - вид спереди узла подпружиненных рычал ков; на фиг. 5,7- вид того же узла сбоку.
На станине 1 установлен корпус 2 полуавтомата, направляющие ролики 3 и двигатель 4.
На корпусе 2 смонтированы шкив 5, сидящий на валу обтянутой наждачным полотном катушки 6 для стекления подошвы, две пары транспортирующих валков 7 и S, из которых валки 8 из резины являются прижимными, спаренный червячный редзктор 9, щетка 10 для очистки подошвы от пыли п столик п.
В консольно-й части корпуса 2 расположена система подпружиненных рычажков 12, прижимающих подощву 13 к наждачному полотну катущки 6.
Подпружиненные рычажки 12 закреплены на общей горизонтальной оси 14, которая установлена в обойме 15, соединенной с вертикальным подпружиненным штоком 16.
Прижимание рычажков 12 к обрабатываемой подошве осуществляется пружинками 17 через стержни 18.
Шток 16 поднимается и опускается при помощи маховичка 19; давление рычажков 12 на подошву во время прохождения ее толстой носочной части смягчается пружиной 20, сила давления которой регулируется посредством маховичка 21.
Оси 22 -прижимных валков 8 соединены с ползунками 23.
Регулирование подъема и опускания ползунков 23 с валками 8 производится при помощи маховичков 24, которые укреплены на винтах 25, помещенных в крышках 26 и свободно опирающихся на ползунки.
Стекление неходовой части резиновых профилированных подошв осуществляется следующим образом.
Подощву 13 помещают на столик П вниз неходовой частью и подводят ее к паре транспортирующих валков 7 и. 8, которые захватывают и перемещают подощву под рычажки 12, прижимающие ее к быстровращающейся катущке 6.
После стекления подошва перемещается к другой паре транспортирующих валков 7 и 5, захватывается и продвигается ими к щетке 10, которая очищает подошву от пыли.
Обработанная подощва постурает далее в приемный ящик или на транспортер.
Предмет изобретения
Полуавтомат для стекления неходовой части резиновых профилированных подошв, состоящий из двух пар транспортирующих валков, расположенной между ними обтяпутой наждачным полотном катушки, служащей для стекления подошвы, и системы подпружиненных рычажков, прижимающих подошву к наждачному полотну, отличающийся тем, что, с целью улучшения качества ПОДОШВ, подпружиненные рычажки закреплены на общей горизонтальной оси, установленной в обойме, соединенной с вертикальным подпружиненным штоком.
2V
25
Фиг. 2