Изобретение относится к обрэСотке металлов резанием и может быть использовано в многозубых режущих инструментах на станках с горизонтальным расположением шпинделя.
Целью изобретения является повышение производительности путем сокращения вспомогательного времени на переналадку инструмента.
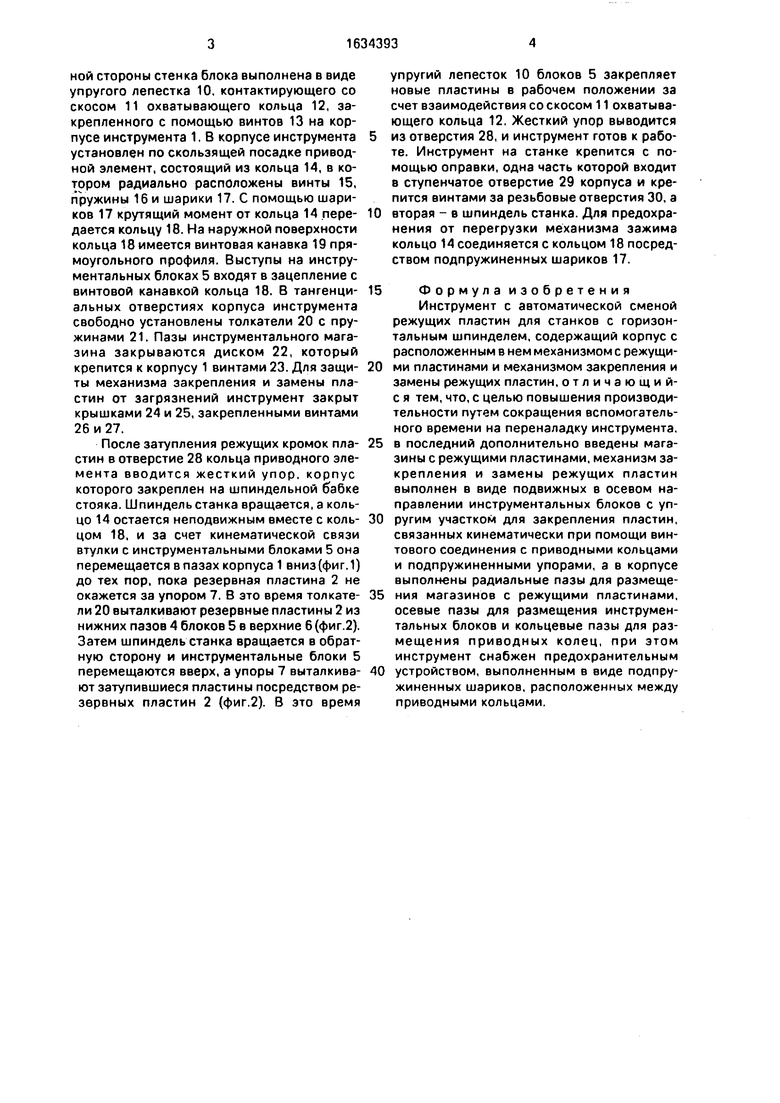
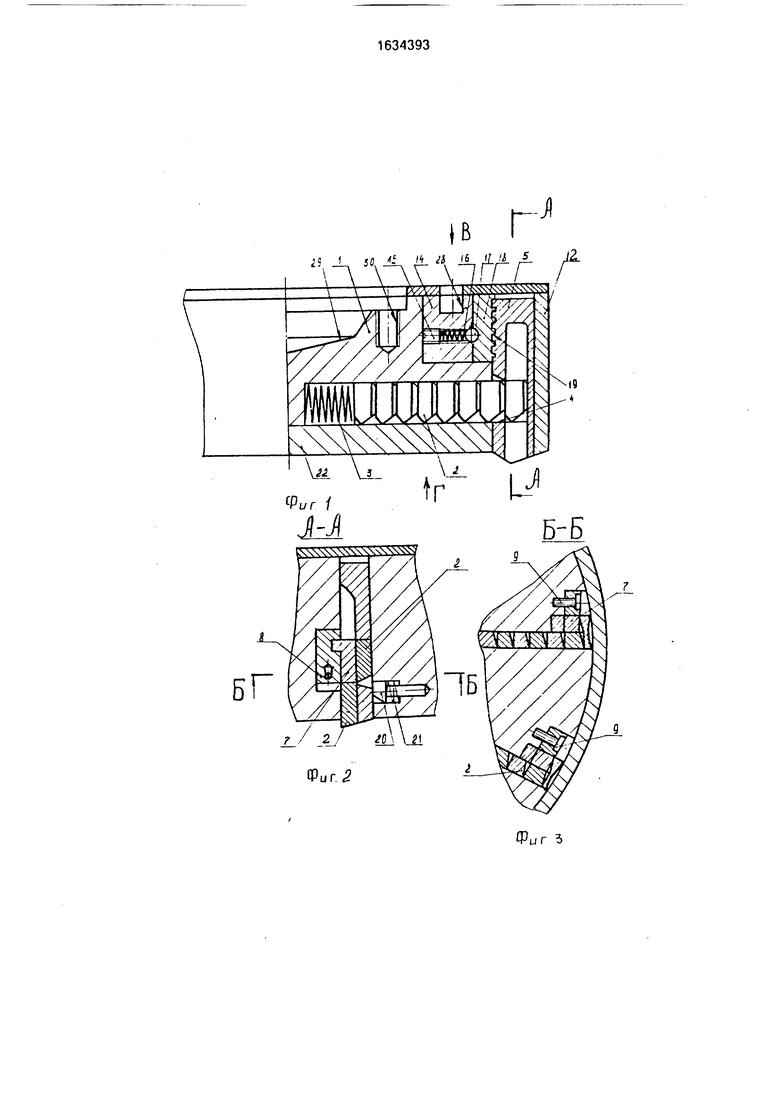
На фиг.1 изображена торцовая фреза, сечение; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - вид В на фиг.1; на фиг.5 - вид Г на фиг.1; на фиг.6 - сечение Д-Д на фиг.5; на фиг.7 - вид Е на фиг.5.
Инструмент состоит из корпуса 1, в котором расположен механизм автоматической замены и закрепления режущих пластин и магазинов с режущими пластинами 2 с пружинами 3. Пластины входят в боковой паз 4 в нижней части инструментальных блоков 5. В верхней части блоков 5 имеется другой паз 6, в котором свободно размещены упоры 7, которые входят своим выступом в планки 8, закрепленные в пазах корпуса инструмента с помощью винтов 9. Планки 8 вместе с упорами 7 могут регули- роватсья в осевом направлении. Для закрепления режущих пластин в рабочем положении инструментальные блоки охватывают их по трем сторонам, причем с со
со ю со
ной стороны стенка блока выполнена в виде упругого лепестка 10, контактирующего со скосом 11 охватывающего кольца 12, закрепленного с помощью винтов 13 на корпусе инструмента 1, В корпусе инструмента установлен по скользящей посадке приводной элемент, состоящий из кольца 14, в котором радиально расположены винты 15, пружины 16 и шарики 17. С помощью шариков 17 крутящий момент от кольца 14 передается кольцу 18. На наружной поверхности кольца 18 имеется винтовая канавка 19 прямоугольного профиля. Выступы на инструментальных блоках 5 входят в зацепление с винтовой канавкой кольца 18. В тангенциальных отверстиях корпуса инструмента свободно установлены толкатели 20 с пружинами 21. Пазы инструментального магазина закрываются диском 22, который крепится к корпусу 1 винтами 23. Для защиты механизма закрепления и замены пластин от загрязнений инструмент закрыт крышками 24 и 25, закрепленными винтами 26 и 27.
После затупления режущих кромок пластин в отверстие 28 кольца приводного элемента вводится жесткий упор, корпус которого закреплен на шпиндельной бабке стояка. Шпиндель станка вращается, а кольцо 14 остается неподвижным вместе с кольцом 18, и за счет кинематической связи втулки с инструментальными блоками 5 она перемещается в пазах корпуса 1 вниз (фиг. 1) до тех пор, пока резервная пластина 2 не окажется за упором 7. В это время толкатели 20 выталкивают резервные пластины 2 из нижних пазов 4 блоков 5 в верхние 6 (фиг.2). Затем шпиндель станка вращается в обратную сторону и инструментальные блоки 5 перемещаются вверх, а упоры 7 выталкивают затупившиеся пластины посредством резервных пластин 2 (фиг.2). В это время
упругий лепесток 10 блоков 5 закрепляет новые пластины в рабочем положении за счет взаимодействия со скосом 11 охватывающего кольца 12. Жесткий упор выводится
из отверстия 28, и инструмент готов к работе. Инструмент на станке крепится с помощью оправки, одна часть которой входит в ступенчатое отверстие 29 корпуса и крепится винтами за резьбовые отверстия 30, а
вторая - в шпиндель станка. Для предохранения от перегрузки механизма зажима кольцо 14 соединяется с кольцом 18 посредством подпружиненных шариков 17.
Формула изобретения
Инструмент с автоматической сменой режущих пластин для станков с горизонтальным шпинделем, содержащий корпус с расположенным в нем механизмом с режущими пластинами и механизмом закрепления и замены режущих пластин, отличающий- с я тем, что, с целью повышения производительности путем сокращения вспомогательного времени на переналадку инструмента,
в последний дополнительно введены магазины с режущими пластинами, механизм закрепления и замены режущих пластин выполнен в виде подвижных в осевом направлении инструментальных блоков с упругим участком для закрепления пластин, связанных кинематически при помощи винтового соединения с приводными кольцами и подпружиненными упорами, а в корпусе выполнены радиальные пазы для размещения магазинов с режущими пластинами, осевые пазы для размещения инструментальных блоков и кольцевые пазы для размещения приводных колец, при этом инструмент снабжен предохранительным
устройством, выполненным в виде подпружиненных шариков, расположенных между приводными кольцами.
-9
с -1
см
Вид Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления осевого инструмента в шпинделе станка | 1988 |
|
SU1540960A1 |
| Торцовая фреза | 1989 |
|
SU1741982A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство для точного радиального перемещения инструмента | 1980 |
|
SU931311A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU727119A3 |
| Устройство для контроля нагрузки на инструмент | 1977 |
|
SU738781A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
Изобретение относится к обработке металлов резанием и может быть использовано в многозубых режущих инструментах для станков с горизонтальным расположением шпинделя. Целью изобретения является повышение производительности путем сокращения вспомогательного времени на переналадку инструмента. Инструмент состоит из корпуса, в котором расположен механизм автоматической замены и закрепления режущих пластин и магазинов с режущими пластинами с пружинами. После затупления режущих пластин в отверстие кольца приводного элемента вводитя жесткий упор, корпус которого закреплен на шпиндельной бабке станка. При повороте шпинделя кольца остаются неподвижными, а инструментальный блок с резервной режущей пластиной перемещается вниз до тех пор, пока резервная пластина не окажется за упором. Толкатели выталкивают резервные пластины из нижних пазов блоков в верхние. При обратном вращении шпинделя инструментальные блоки перемещаются вверх и упоры выталкивают затупившиеся пластины резервными, а упругий лепесток инструментального блока закрепляет режущую пластину в рабочем положении. 7 ил,
Вид 6
Фиг. 4
Фиг 5
виЗ С
| СПОСОБ ПРИГОТОВЛЕНИЯ ЖИДКОГО ЗЕРНОВОГО КОРМА | 2006 |
|
RU2313229C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
