1-1
Изобретение относится к электро- механическим способам обработки и может быть использовано при формировании фасонного профиля периферийной поверхности пшифовапьных кругов из сверхтвердых материалов, например алмазных кругов на металлической связке
Цель изобретения - повышение производительности процесса правки.
На чертеже представлена схема реа- дизации способа.
Схема включает обрабатываемый алмазный круг 1, корпус 2 электрода-инструмента, который содержит набор па- раллельньгх пластин 3 и металлические прокладки 4 с каналами для подачи СОЖ в зазоры между пластинами. Прокладки обеспечивают также электрический контакт между соседними рабочими элементами.
Электрод-инструмент подводится к вращающейся обрабатываемой поверхности круга 1 до касания. Затем одновременно с подачей электролита включа- ется источник постоянного тока. В результате взаимодействия пластин 3 с поверхностью круга на концах последних возбуткдаются колебания. Между правящими пластинами и поверхностью круга возникают разряды, вызывающие электроэрозионное воздействие на поверхность круга. Частота появления этих разрядов и их длительность обусловлены механическими и геометрическими характеристиками пластин 3 и, в меньшей мере, скоростью вращения круга.
Собственная частота гармонических колебаний пластин, позволяющая получить наибольшую производительность процесса правки составляет 10-15 кГц что обеспечивается геометрическими и механическими характеристиками пластин. Производительность правки можно также существенно повысить и за счет увеличения их количества, что, в свою очередь, зависит от диаметра обрабатьшаемого круга.
Расчет параметров пластин производят следующим образом-.
Собственная частота гармонических колебаний прямоугольной пластины в воздухе
(и
где
где
5 Q
а - длина пластины; h - толщина пластины; У - удельный вес пластины; D - цилиндрическая жесткость на изгиб,
Eh
Т2( Е - модуль Юнга; - коэффициент Пуассона, соотношения (1) находим паразадавая один из них конD
(2)
0
Из
метры а и h, структивно.
Анализ вьфажения (1) показывает, что в диапазоне 10-15 кГц каждая пластина может изнашиваться на 0,2 сво- 1ей длины.
Размерами и материалом пластин можно варьировать в допустимых пределах. Для учета влияния среды, в которой находится каждая пластина, т.е. охлаждающей жидкости, проходящей между пластинами, воспользуемая соотношением
(3)
де b Р
ширина пластины; собственная частота колебаний пластины в жидкости; плотность .жидкостиi коэффициент, зависящий от
отношения -. а
25 Q
35 Пластины располагают на расстоянии, исключающем возможность касания их друг друга при свободных колебаниях При этом максимальная допустимая стрела прогиба пластины задается из соотношения
40
2 а 6,
3 Eh К где &ь - предел прочности на изгибе,
К - коэффициент запаса. Этот параметр является минимальным расстоянием дпя размещения пластин руг от друга,.исключающим их механический контакт.
Реализация предлагаемого способа повышает производительность правки, что достигается оптимизацией частоты и длительности разрядов.
Формула изобретения
Способ эрозионно-химической правки алмазных кругов на токопроводящей связке электродом-инструментом-, состоящим из набора правящих параллель31371815
ных пластин, которые закреплены в на-качку рабочей среды, отличаюборе консольно на расстоянии, исклю-щ и и с я тем, что, с целью повышения
чающем возможность контакта между со-производитепьнпсти правки, сечение и
седними пластинами в зоне правки,длину пластин выбирают из условия равключающий вращение круга, рабочуювенства собственной частоты гармониподачу электрода-инструмента и про-ческих колебаний пластин 10-15 кГц.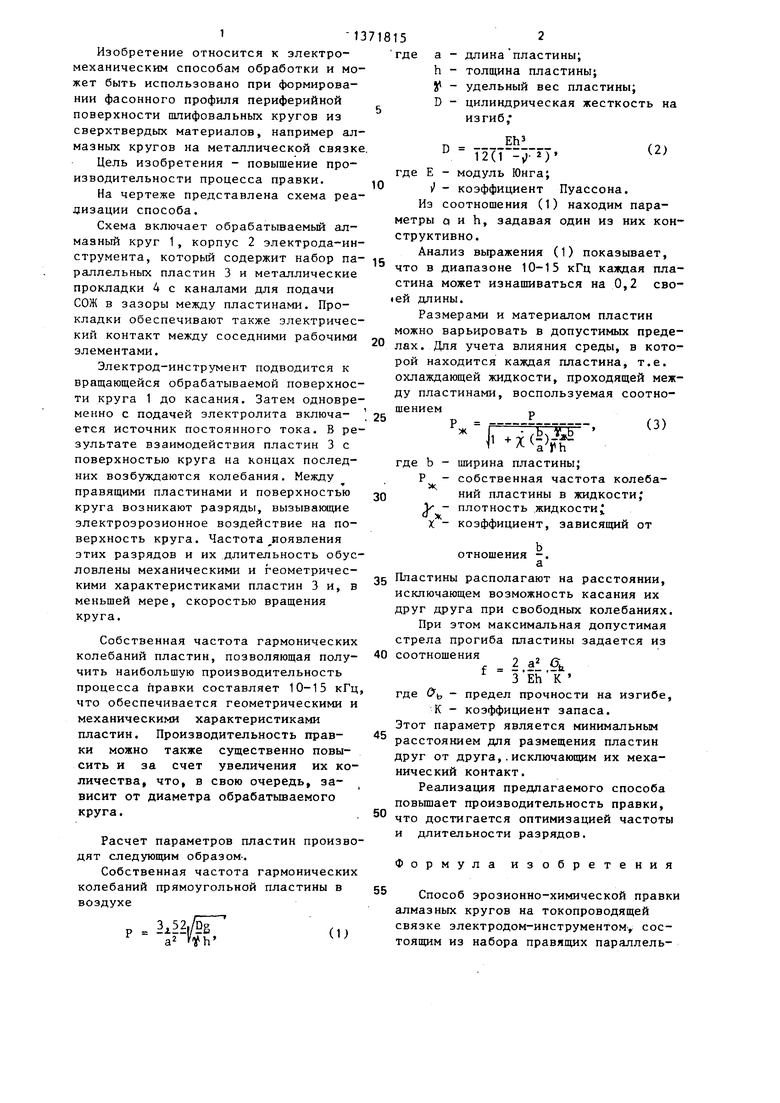
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ электроэрозионного профилирования шлифовальных кругов | 1976 |
|
SU599950A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Устройство для правки кругов | 1976 |
|
SU763075A1 |
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| СПОСОБ ПРАВКИ ЕДИНИЧНЫМ АЛМАЗОМ ШИРОКОГО ВЕДУЩЕГО КРУГА БЕСЦЕНТРОВОГО КРУГЛОШЛИФОВАЛЬНОГО СТАНКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ "НАПРОХОД" | 2003 |
|
RU2231436C2 |
| Способ правки шлифовального круга | 1984 |
|
SU1230809A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
Изобретение относится к области электрообработки, в частности к правке абразивных кругов нт токопроводя- щей связке, и может быть использовано при формировании фасонного профиля периферийной поверхности кругов из сверхтвердых материалов, например алмазных кругов на металлической связке. Цель изобретения - повьшение производительности процесса правки за счет оптимизации частоты и длительности дуговых разрядов, возникающих между правящим электродом-инструментом и кругом 1. Правку круга 1 ведут набором пластин 3, которые закреплены консольно на расстоянии, исключающем возможность контакта между соседними пластинами в зоне правки. Правящий электрод-инструмент выполняют в виде набора параллельных пластин 3, сечение и длину которых выбирают из условия равенства частоты их собственных гармонических колебаний 10-15 кГц. 1 ил. Ил-/ i (Л со 00 тяЛ. СЛ

| СПОСОБ ЭЛЕКТРОХИМИКО-МЕХАНИЧЕСКОЙ ПРАВКИ | 0 |
|
SU340504A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
