Изобретение касается электрохимической обработки токОПроводящих материалов.
Известны способы электрохимико-механической правки алмазных и абразивных кругов на металлической связке металлическим электродом-инструментом с абразивным наполнителем, осуществляемый на переменном токе. Однако известные способы из-за возможного совпадения частоты вращения круга и частоты переменного тока не обеспечивают равномерной правки круга, и в связи с этим .правка на .переменном токе практически не .применяется.
Целью изобретения является создание боле Производительного, -обеспечивающего качественную -правку, и простого в эксплуатации способа электрохимикомеханической правки алмазных и абразивных кругов. Это достигается тем, что правку круга .производят одновременно двумя электродами, расположенными один от другого на расстоянии, достаточном для их изоляции.
Способ поясняется чертежом.
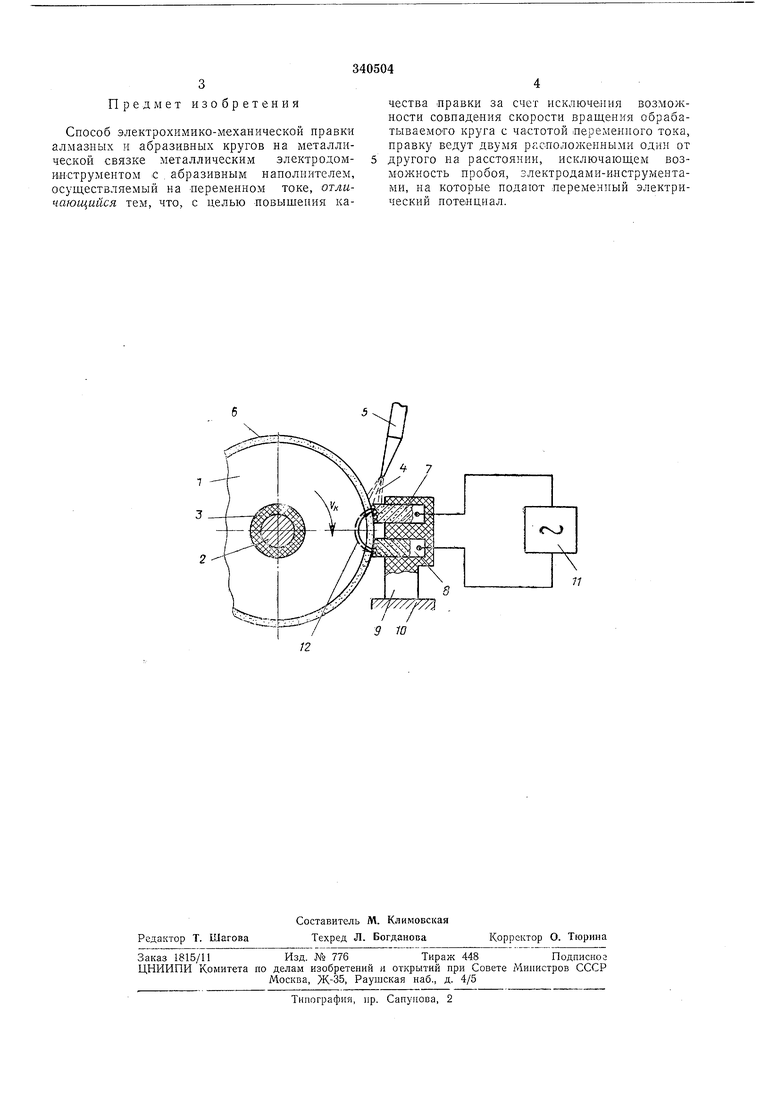
Алмазный круг /, подлежащий -правке, закрепляют на шпинделе станка 2 с использованием изоляционной втулки 3. Электролит 4, например 5%-ный водный раствор азотнокислого калия, подают на вращающийся круг
через сопло 5. К заправляемой поверхности 6 круга подводятся электр.оды 7 и 8, изолированные один от другого и закрепленные в державке 9, установленной на столе станка 10, которому сообщают возвратно-поступательное движение относительно за-правляемой .поверхности и подачу на врезание. Электроды 7 и 5 -подключены к источнику // переменного тока.
Электроды 7 и 8 подводятся к вращающейся обрабатываемой .поверхности. Затем одновременно с подачей электролита включается источник переменного тока и происходит замыкание электрической цепи через слой электролита, за.правляемую рабочую поверхность и тело круга. В связи с -периодическим изменением направления 12 протекания переме.нного тока электрохимическое растворение
связки круга происходит попеременно в зонах электродов 7 и 8. Таким образом, электрохимическому растворению рабочая поверхность круга подвергается непрерывно несмотря на иснользование переменного тока. Одновременно с правкой круга .происходит и электрохимическое растворение металла электродов 7 и 5. Выступающие абразивные зерна рабочей поверхности электродов 7 и 5 обеспечивают дополнительную механическую абраПредмет изобретения
Способ электрохимико-механической правки алмазных и абразивных кругов на металлической связке металлическим электродоминструментом с . абразивным нанолнителем, осуществляемый на переменном токе, отличающийся тем, что, с целью повышения качества правки за счет исключения возможности совпадения скорости вращения обрабатываемого круга с частотой переменного тока, правку ведут двумя расположенными один от другого на расстоянии, исключающем возможность пробоя, электродами-инструментами, на которые подают леременный электрический потенциал.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимико-механической правки кругов на металлической связке | 1985 |
|
SU1301599A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ | 2011 |
|
RU2489236C2 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ ультразвуковой электроалмазнойОбРАбОТКи | 1979 |
|
SU831483A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| СПОСОБ ПРАВКИ АЛМАЗНОГО ИНСТРУМЕНТА НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 1966 |
|
SU183094A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ электрохимической правки торцовых кругов на металлической связке | 1988 |
|
SU1547980A1 |
9 10
