Изобретение относится к машиностроению и может быть использовано при выполнении операций сборки деталей типа вал-втулка, в частности при применении горячей запрессовки.
Известен способ сборки деталей с натягом типа вал-втулка путем нагрева охватывающей детали (Берникер Е.Л. Посадки с натягом в машиностроении.- M. -Л.: Машиностроение, 1966, с. 132).
Известен способ соединения деталей с натягом (а.с. N 95588074, B 23 P 11/02, 1981), заключающийся в нанесении на охватываемую деталь покрытия из плавкого металла с последующим его расплавлением.
Наиболее близким к предлагаемому является техническое решение по а.с. N 749615, B 23 P 11/02, 1978, взятое за прототип, по которому предлагается для обеспечения качества соединения нагревать охватывающую деталь снаружи нагревателем через промежуточный элемент в виде легкоплавкого металла в процессе сборки. Недостатком данного способа является трудоемкость операций установки на втулку нагревателя, нанесения промежуточного элемента, удаления нагревателя и промежуточного элемента. Кроме того, при сложной конфигурации наружной поверхности втулки проблематичным становится установка на нее нагревателя, нанесение легкоплавкого металла и его последующее удаление.
Технической задачей предлагаемого изобретения является повышение надежности процесса соединения деталей и качества прессового соединения.
Технический результат достигается тем, что в способе соединения деталей типа вал-втулка, включающем нагрев охватывающей втулки и установку ее на вал, к торцу вала крепят технологический стержень, на который устанавливают нагретую направляющую гильзу.
Надежность процесса горячей запрессовки обеспечивается за счет центрирования втулки относительно вала и исключения возможности уменьшения посадочного зазора до нуля в процессе установки втулки на вал, качество соединения обеспечивается благодаря возможности производить сборку деталей без задиров на посадочных поверхностях.
На чертеже представлена схема расположения деталей при сборке.
Сущность способа заключается в том, что в торец вала 1 вворачивается стержень 2, на который устанавливается нагретая направляющая гильза 3, по которой на вал 1 заводится нагретая втулка 4. После запрессовки втулки 4 направляющую гильзу 3 и технологический стержень 2 снимают. Втулку 4 и направляющую гильзу 3 нагревают в печах и вынимают из печей одновременно. Втулку 4 нагревают, например, до 250oC, направляющую гильзу 3 - до 150-200oC.
Использование нагретой направляющей гильзы позволяет сцентрировать втулку относительно вала, создать направление движения втулки в процессе запрессовки и поддержать созданный при нагреве втулки посадочный зазор, а следовательно, уменьшить усилие запрессовки, исключить возможность схватывания сопрягаемых деталей, избежать задиров на посадочных поверхностях.
Таким образом, предлагаемое изобретение позволяет повысить надежность процесса соединения деталей и обеспечить качество прессового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫК РАМНЫХ КОНСТРУКЦИЙ | 1998 |
|
RU2140023C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА ЦЕНТРОБЕЖНОЙ МАШИНЫ | 2000 |
|
RU2195584C2 |
| Способ нанесения абразивного материала на вал при формировании соединения вал-втулка с гарантированным натягом | 2021 |
|
RU2782941C1 |
| МАГНИТОЖИДКОСТНОЕ УПЛОТНЕНИЕ ВАЛА | 2013 |
|
RU2529275C1 |
| ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2000 |
|
RU2189502C2 |
| ЦЕНТРОБЕЖНЫЙ КОМПРЕССОР | 2010 |
|
RU2426010C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1991 |
|
RU2008162C1 |
| Устройство для сборки колесных пар | 1990 |
|
SU1801723A1 |
| СПОСОБ СБОРКИ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА И ОСНАСТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496023C1 |
Изобретение относится к области машиностроения и может быть использовано при соединении с натягом деталей типа вал-втулка методом горячей запрессовки. К торцу вала крепят технологический стержень, на который устанавливают нагретую направляющую гильзу. Втулку нагревают и по направляющей гильзе заводят на вал. В результате обеспечивается повышение надежности процесса соединения деталей и качества полученного прессового соединения. 1 ил.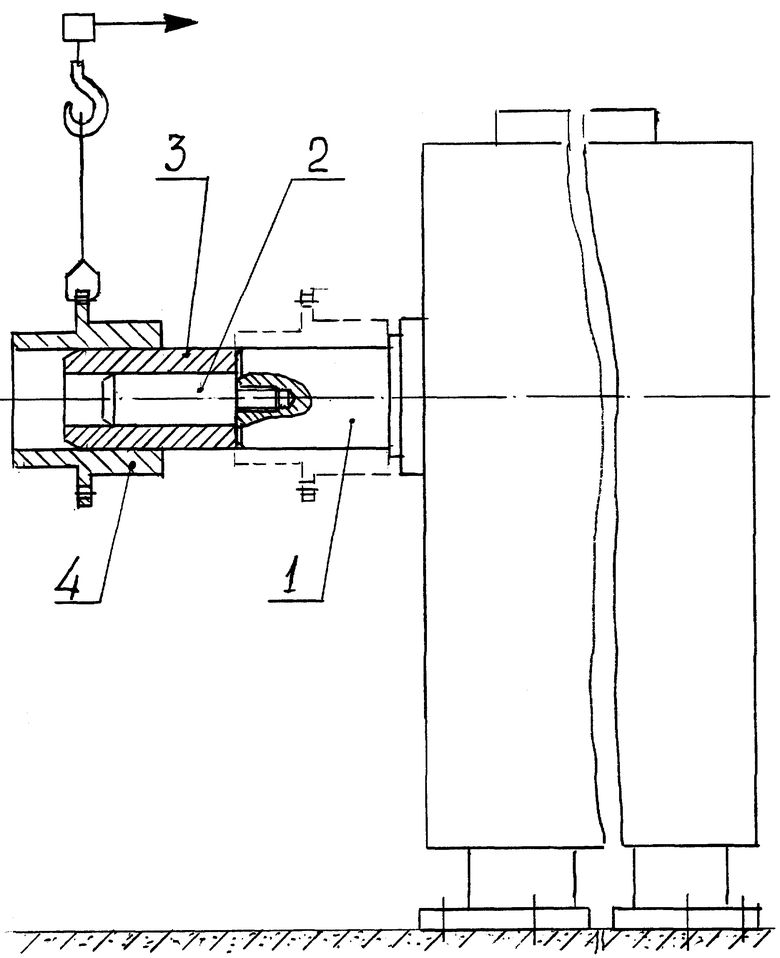
Способ соединения деталей типа вал-втулка с натягом, включающий нагрев охватывающей втулки и установку ее на вал, отличающийся тем, что к торцу вала крепят технологический стержень, на который устанавливают нагретую направляющую гильзу, по которой заводят на вал втулку.
| Способ сборки деталей с натягом типа вал-втулка | 1978 |
|
SU749615A1 |
| Способ термического соединения с натягом охватываемой и охватывающей деталей | 1984 |
|
SU1146169A1 |
| Способ соединения деталей типа вал-втулка | 1975 |
|
SU549307A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ МАШИН | 0 |
|
SU211305A1 |
| US 3725994, 10.04.1973 | |||
| GB 1082286, 26.05.1965 | |||
| УГЛЕРОДНАЯ САЖА И КАУЧУКОВАЯ КОМПОЗИЦИЯ | 1991 |
|
RU2110541C1 |
| DE 3508925 A1, 14.08.1986. | |||

