Изобретение относится к механосборочному производству, а именно к способам получения соединения типа корпус-втулка или вал-втулка.
Из существующего уровня техники известен способ [1, 2] получения соединения с гарантированным натягом типа вал-втулка или втулка-корпус, согласно которому охватываемую деталь запрессовывают в охватывающую деталь. Охватываемую деталь обычно изготавливают из стали (30Х, 45, 40Х, У8, У9А) путем механической обработки резанием с последующей термической обработкой - закалкой и низкотемпературным отпуском для уменьшения остаточных внутренних напряжений и повышения прочности. Охватывающую деталь изготавливают из аналогичного материала (стали), также с последующей термической обработкой для повышения прочности. Недостатком данного способа является следующее: вследствие того что твердость поверхности охватываемой детали, как правило, отличается от твердости поверхности охватывающей детали менее чем на 10 единиц твердости по Роквеллу (10 HRC), во время запрессовки взаимное внедрение микронеровностей поверхности одной детали в другую деталь затруднено. Это приводит к уменьшению площади реального контакта сопрягаемых поверхностей и снижению прочности соединения.
Задачей, на решение которой направлено предлагаемое техническое решение, является повышение прочности соединений деталей с гарантированным натягом.
Предлагаемое техническое решение заключается в том, что перед запрессовкой для разупрочнения сопрягаемой поверхности охватываемой детали она подвергается отжигу токами высокой частоты [3, 4, 5] до снижения твердости ее поверхностного слоя на HRC 10-32 при толщине слоя 0,008-0,080 от диаметра сопрягаемых поверхностей.
Отжиг детали проводят в устройстве индукционного нагрева, подключенного к частотному преобразователю. При этом следует учесть, что глубина снижения твердости поверхностного слоя охватываемой детали зависит от частоты индукционного тока и от времени выдержки детали в индукторе [6]. Проведенные испытания показали, что предпочтительным режимом является отжиг токами частотой 130 кГц в течение 2-3 секунд. Превышение времени отжига приводит к чрезмерному увеличению толщины разупрочненного слоя. Минимальное время ограничено, как правило, мощностью индукционного нагревателя.
На фиг.1 представлена схема прессового соединения типа вал-втулка с гарантированным натягом, состоящего из охватывающей детали 1 и охватываемой детали 2.
На фиг.2 представлено положение охватываемой детали 2 и охватывающей 1 перед запрессовкой, при этом диаметр охватываемой детали больше диаметра охватывающей детали на величину гарантированного натяга N. Охватываемую деталь предварительно подвергают отжигу токами высокой частоты до снижения твердости ее поверхностного слоя на HRC 10-32. Толщина слоя S должна составлять 0,008-0,080 от диаметра Den сопрягаемых поверхностей.
Во время запрессовки более твердый профиль микронеровностей охватывающей детали внедряется с более пластичный, разупрочненный поверхностный слой охватываемой детали. При этом, как показали проведенные нами исследования, площадь реального контакта сопрягаемых поверхностей увеличивается на 17-32%. В местах реального контакта сопрягаемых поверхностей возникают силы [7] межмолекулярного схватывания, которые приводят к увеличению прочности прессового соединения в среднем на 15-24%. Следует учесть, что уменьшение толщины разупрочненного слоя охватываемой детали менее чем на 0,008 от диаметра сопрягаемых поверхностей приводит к резкому снижению (по сравнению с соединением, имеющим толщину разупрочненного слоя 0,008-0,080) несущей способности прессового соединения. Увеличение толщины разупрочненного слоя более чем на 0,08 от диаметра сопрягаемых поверхностей оказывает существенное влияние на прочность охватываемой детали и может привести к смятию или разрушению детали во время ее эксплуатации.
Охватываемые и охватывающие детали для соединений с гарантированным натягом изготавливают из конструкционных (35, 35Х, 40) и инструментальных (У8, У9А) сталей. Охватываемые детали, изготовленные из инструментальных сталей (например, матрицы штамповой оснастки), после закалки и низкотемпературного отжига имеют, как правило, твердость 61-64 HRC. Отжиг токами высокой частоты для этих деталей проводят до снижения твердости их поверхностного слоя на 25-32 HRC. Охватываемые детали, изготовленные из конструкционных материалов (например, валы редукторов, втулки редукторов), после закалки и низкотемпературного отжига имеют, как правило, твердость 42-46 HRC. Отжиг токами высокой частоты для этих деталей проводят до снижения твердости их поверхностного слоя на 10-14 HRC. Следует отметить, что уменьшение твердости поверхностного слоя охватываемой детали менее чем на HRC 10, как показали проведенные нами эксперименты, не приводит к существенному увеличению прочности прессового соединения. Уменьшение твердости поверхностного слоя охватываемой детали более чем на 32 HRC у сталей за счет отжига поверхностного слоя требует применения дополнительно охлаждающего устройства и поэтому нецелесообразно с точки зрения трудоемкости и себестоимости.
Предложенный способ получения соединений с гарантированным натягом находит применение при запрессовке гильз цилиндров в корпус ДВС и для сборки бандажированных матриц штамповой оснастки на кафедре РДВУАС Бийского технологического института им. И.И.Ползунова.
Источники информации
1. А.с. №617227.
2. Гречищев B.C., Ильященко А.А. Соединения с натягом: Расчеты, проектирование, изготовление. - М.: машиностроение 1981. 247 с.
3. Патент RU 2001116641.
4. Металловедение и термическая обработка стали. Справочник в 3-х томах, 3-е изд., перераб. и доп. / М.А.Бернштейн, А.Г.Ранштадт; том 2: Основы термической обработки; М.: Металлургия, 1983.
5. Пономарев В.А. Влияние нагрева токами высокой частоты на проникающее действие сердечников пуль стрелкового оружия / Пономарев В.А., Демин А.А., Титов И.А. // Вооружение Технология Безопасность Управление [Текст]: материалы IV межотраслевой конференции с международным участием аспирантов и молодых ученых. В 3 ч. Ч.1. - Ковров: ГОУ ВПУ «КГТА им. В.А.Дегтярева». 2009. С.68-71.
6. Немаков B.C., Демидович В.Б. Теория и расчет устройств индукционного нагрева. - Л.: Энергоатомиздат. Ленингр. отд-ние, 1988, - 280 с.
7. Леванов А.Н., Колмогоров В.Л., Буркин С.П. и др. Контактное трение в процессах обработки металлов давлением. М.: Металлургия, 1976. 416 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления детали голова моторная и деталь, изготовленная данным способом | 2018 |
|
RU2678201C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ РАСПРЕССОВКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1992 |
|
RU2077045C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| Способ изготовления прессовых соединений | 1976 |
|
SU602337A1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| СПОСОБ СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2301936C2 |
| Способ нанесения абразивного материала на вал при формировании соединения вал-втулка с гарантированным натягом | 2021 |
|
RU2782941C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВООРУЖЕНИЯ ШТЫРЕВЫХ ШАРОШЕК БУРОВЫХ ДОЛОТ | 2004 |
|
RU2280145C1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |

Изобретение относится к механосборочному производству деталей типа вал-втулка. Охватываемую деталь на толщину слоя 0,008-0,080 от диаметра сопрягаемых поверхностей подвергают отжигу токами высокой частоты до снижения твердости ее поверхностного слоя на HRC 10-32. Затем охватываемую деталь запрессовывают в охватывающую деталь. В результате обеспечивается повышение прочности соединений деталей с гарантированным натягом. 1 ил.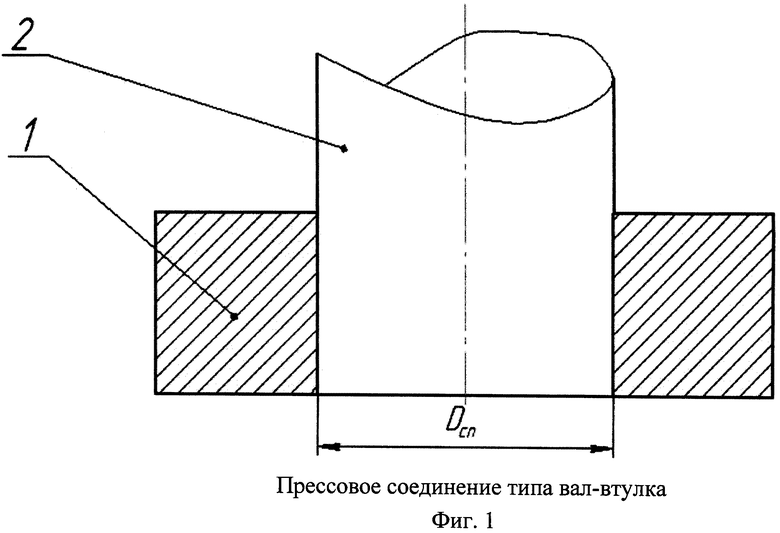
Способ получения соединения с гарантированным натягом, включающий запрессовку охватываемой детали в охватывающую деталь, отличающийся тем, что охватываемую деталь предварительно на толщину слоя 0,008-0,080 от диаметра сопрягаемых поверхностей подвергают отжигу токами высокой частоты до снижения твердости ее поверхностного слоя на HRC 10-32.
| Способ сборки запрессовкой деталей типа вал-втулка | 1977 |
|
SU617227A1 |
| Способ соединения деталей | 1981 |
|
SU946880A2 |
| Способ изготовления шатуна | 1990 |
|
SU1731567A1 |
| US 3740826 A, 26.06.1973. | |||

