W
со
оо
00
/
Изобретение относится к машиностроению и может быть использовано для разрезки или абразивной зачистки слитков, поковок, заготовок и готового проката в цехах металлургических и металлообрабатывающих заводов.
Целью изобретения является повышение надежности и долговечности устройств для отрезных и зачистных работ при передаче больших мощностей.
На чертеже изображено устройство, общий вид.
Устройство для отрезных или зачистных работ состоит из станины 1, в стойках которой на подщипниках 2 и 3 расположены цапфы 4 и 5 корпуса головки 6. В отверстии цапфы 5, на подщипниках 7 сколБжения, установлен приводной вал 8, на одном конце которого закреплено насосное колесо 9, а другой конец присоединен к электродвигателю К). Параллельно приводному валу 8, в иерлней части корпуса головки 6, на подшипниках I 1 скольжения установлен шпиндель 12 с абразивным инструментом 13 на одном конце и турбинным колесом 14 на другом. Внутри корпуса головки 6 выполнены кольцевой канал 15 и цилиндрический канал 16, соединяющие насосное колесо 9 и турбинное колесо 14. Каналы 15 и 16 разделены перегородкой 17. За выходом из насосного колеса 9 расположен реактор 18, перед входо.м в турбинное колесо 14 расположен реактор 19, а за выходом из турбинног о колеса реактор 20.
Все реакторы закреплены в корпусе головки 6.
Устройство работает следующим обра зом.
Вал 8 с насосным колесом 9 вращается от :(.;|ект)одвигателя 10, при этом жидкости, заполняющей внутренние каналы щлифоваль- ной головки, сообщается движение от оси нрап1еиия насосного колеса к его периферии. За выходом из насосного колеса 9 поток жидкости имеет по:1ученную от насосного колеса закрутку. Реактор 18 раскручивает поток жидкости и направляет его по кольцевому каналу 15 корпуса шлифовальной головки 6. благодаря движению жидкости вдоль образующих кольцевого канала без вращения, снижаются гидравлические потери. Далее поток жидкости, проходя через реактор 19, по- л;чает необходимую для турбинного колеса
14 закрутку. Поток жидкости, проходя через турбинное колесо 14 от периферии к центру, сообщает ему и шпинделю 12 вращение. После турбинного колеса 14 поток
жидкости проходит через реактор 20, который направляет его раскрученным по цилиндри- ческо.му каналу 16 корпуса шлифовальной головки к входу в насосное колесо 9, и цикл повторяется.
При обработке металла корпус шлйфо вальной головки 6 может свободно качаться или поворачиваться вокруг оси цапф 4 и 5, которые установлены на подщипниках 2 и 3 в стойках станины 1. Поворот головки для подачи абразивного инструмен5 та на врезание осуществляется от отдельного привода (не показан), при этом абразивный инструмент 13, перемещаясь по дуге окружности, обеспечивает резку или зачистку металла.
Использование в предложенном устрой0 стве гидродинамического привода в виде насосного и турбинного колес, связанных .между собой замкнутыми каналами для течения рабочей жидкости, ввиду его высокой энергоемкости и простоты конструкции, исr ключает ограничения в передаваемой мощности от двигателя к шпинделю с абразивным инструментом и повышает надежность в работе. Радиальные размеры насосного и турбинного колес получаются сравнительно небольшими. Так при передаче мош0 ности 250-300 кВт диаметральные размеры их не превышают 500-550 мм.
Формула изобретения
Устройство для зачистки и отрезки, 5 содержащее корпус рабочей головки, размещенный на станине посредством цапф и несущей механизм передачи вращения от приводного вала к шпинделю инстру.мента, отличающееся тем, что, с целью повышения надежности, механизм передачи вращения выполнен в виде гидродинамической передачи, содержащей насосное колесо, установленное на приводном валу, и турбинное колесо, установленное на щпинделе, связанные между собой посредством каналов, 5 выполненных в корпусе, при этом в одной из цапф выполнено отверстие, предназначенное для размещения приводного вала с возможностью планетарного движения корпуса.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки заготовок | 1983 |
|
SU1133074A1 |
| Способ изготовления бесконечной шлифовальной ленты и устройство для его осуществления | 1984 |
|
SU1238955A1 |
| Способ зачистки осевых каналов роторов турбин и устройство для его осуществления | 1990 |
|
SU1784448A1 |
| Устройство для зачистки поверхности | 1987 |
|
SU1542643A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
| Клепальная установка | 1973 |
|
SU487706A1 |
| Станок для абразивной резки | 1973 |
|
SU625910A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
Изобретение относится к машиностроению и может быть использовано для разрезки или абразивной зачистки слитков, заготовок или готового проката. Целью изобретения является повышение надежности отрезных и зачистных устройств путем использования гидродинамического привода для передачи вращения от электродвигателя к шпинделю. Гидродинамический привод расположен в корпусе зачистной головки 6, цапфы 4 и 5 которой расположены в стойках станины. Цапфа 5 имеет отверстие, через которое проходит приводной вал 8, на одном конце которого установлено насосное колесо 9. Параллельно приводному валу 8 в верхней части корпуса головки 6 установлен шпиндель 12 с абразивным инструментом 13 на одном конце и турбинном колесом 14 на другом. Насосное 9 и турбинное 14 колеса соединяются ко;1ьце- вым 15 и цилиндрическим 16 каналами. При вращении насосного колеса 9 поток жидкости протекает по каналу 15 и поступает на турбинное колесо 14, приводя во вращение шпиндель 12 с абразивным инструментом 13, затем по цилиндрическому каналу 16 возвращается к насосному колесу 9. При обработке металла корпус шлифовальной головки 6 поворачивается вокруг оси цапф 4 и 5 по дуге окружности, обеспечивая резку и зачистку металла. 1 ил. (Л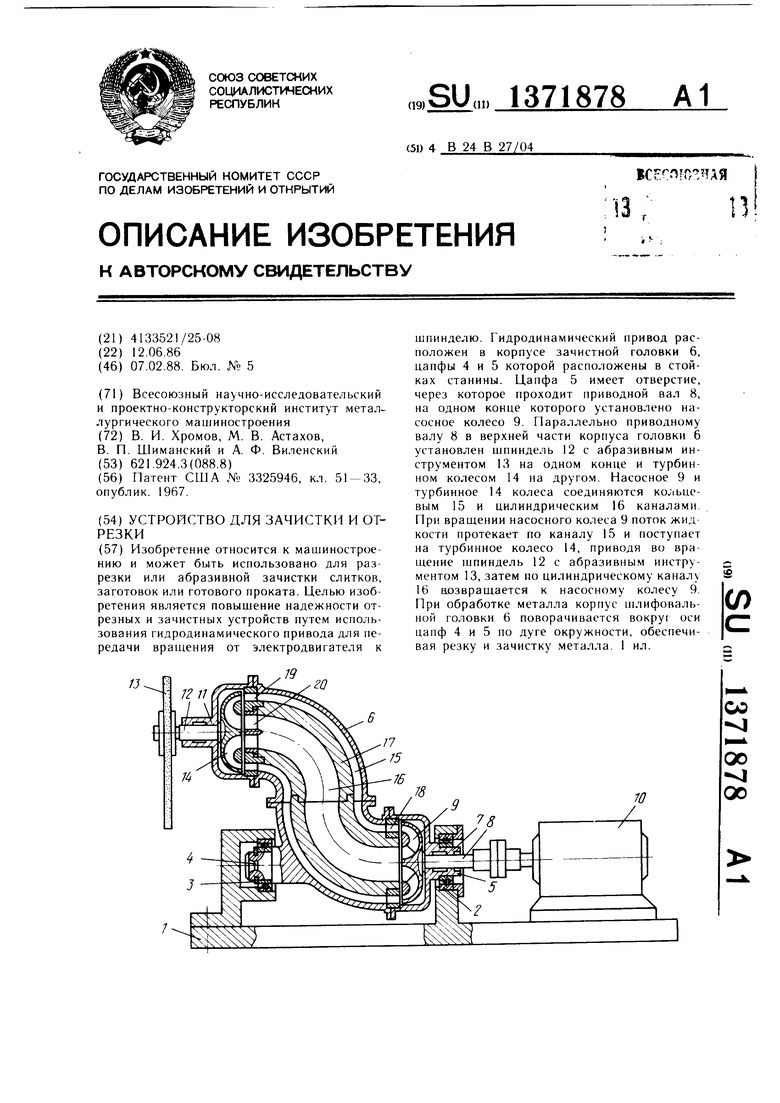
| Патент США № 3325946, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
