оо
00
;о to
Изобретение относится к машиностроению и может быть использовано при производстве абразивных инструментов на керамической связке.
Целью изобретения является повышение качества абразивного инструмента и производительности процесса его импрегнирования при введении в поры инструмента твердых смазочных веществ.
Указанная цель достигается тем, что согласно способу обработки абразивного инструмента, включающему введение твердых смазочных веществ, последнее осуществляют потоком сжатого воздуха.
Использование сжатого воздуха при введении порошкообразных твердых смазочных веществ в поры абразивного инструмента позволяет значительно сократить время обработки, т. е. повысить производительность способа. Кроме того, повышается плотность и глубина проникновения веществ в тело инструмента.
Способ осуществляется следующим образом.
Круг помещается в замкнутую камеру, имеющую сверху отверстие для подачи сжатого воздуха с порощком твердого смазочного вещества, а снизу - отверстие для выхода сжатого воздуха.
В объеме абразивного инструмента подаваемый потоком сжатого воздуха порошкообразный нмпрегнатор задерживается, заполняя его поры.
Как показали испытания, для обработки абразивного круга высотой 20 мм (ПГ1 200x32x20 мм) достаточно создать давление воздуха в камере порядка четырех атмосфер.
В таблице приведены данные по времени обработки и степени заполнения пор абразивных кругов графитом по предлагаемому способу в сравнении с известным.
0
5
0
Как видно из таблицы, импрегнирова- ние круга по известному способу обеспечивает заполнение его пор не более чем 1 мас.% твердого и прегнатора. Увеличение времени импрегнирования более 12 мин не ведет к повыи ению содержания графита в порах круга.
Обработка круга по предлагаемому способу позволяет в 3-6 раз повысить содержание в порах твердого импрегнатора при уменьшении в 2 раза времени обработки.
При импрегнировании по известному способу (с наложением ультразвука) максимальное количество графита (90%) содержится в поверхностном слое круга (в среднем на глубине 3-5 мм) как по периферии, так и по торнам.
Внутри объема круга содержание фита резко уменьп1ается.
Обработка кругов по предлагаемому 5 способу обеспечивает равномерное содержание твердого импрегнатора по всему обьему абразивного круга при высокой производительности обработки.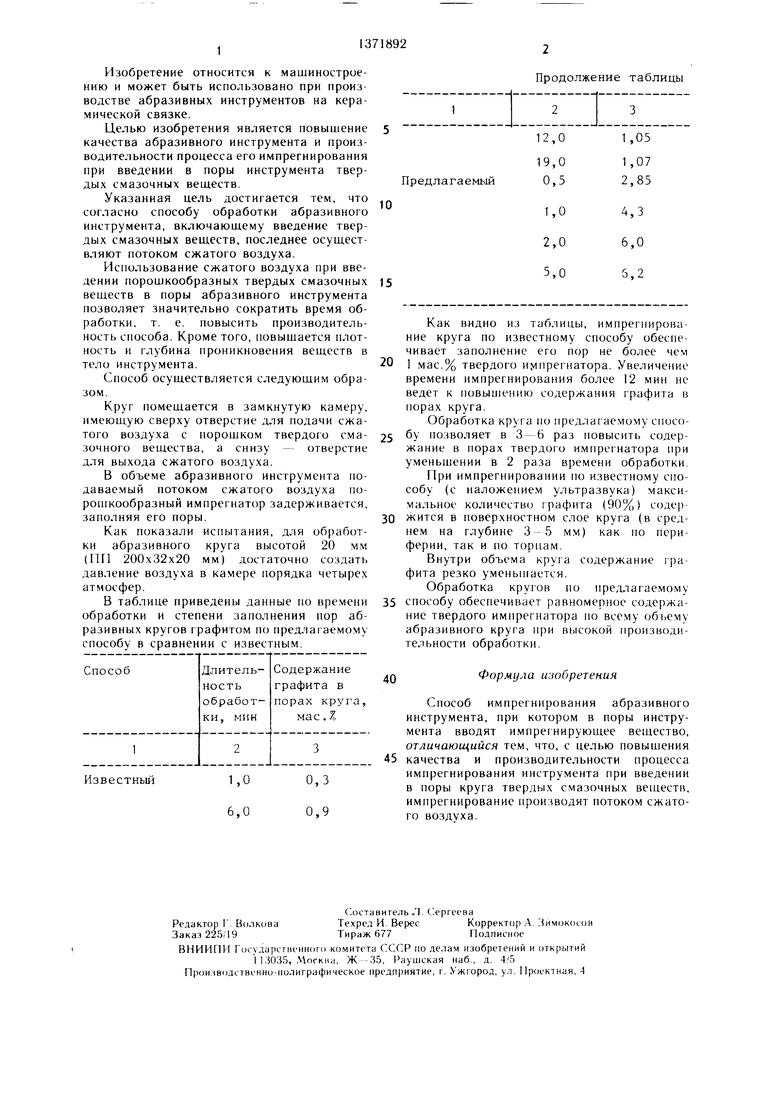
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1380925A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
| СПОСОБ ИМПРЕГНИРОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2284895C2 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2164857C2 |
| Способ импрегнирования абразивных инструментов | 2016 |
|
RU2620209C1 |
| Способ импрегнирования абразивного круга | 1987 |
|
SU1530429A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
Изобретение относится к области машиностроения и может быть использовано при производстве абразивных инструментов на керамической связке. Целью изобретения является повышение качества абразивного инструмента и производительности процесса импрегнирования при введении в поры инструмента твердых смазочных веществ. Для этого инструмент помешают в замкнутую камеру, имеющую сверху отверстие для подачи сжатого воздуха с порошком твердого смазочного вещества, а снизу - отверстие для выхода сжатого воздуха. Импрег- нирование инструмента производят потоком сжатого воздуха. В объеме абразивного инструмента подаваемый потоком сжатого воздуха порошкообразный импрег- натор будет задерживаться, заполняя его поры. 1 табл.
40Формула изобретения
Способ импрегнирования абразивного инструмента, при котором в поры инструмента вводят импрегнирующее вещество, отличающийся тем, что, с целью повышения 45 качества и производительности процесса импрегнирования инструмента при введении в поры круга твердых смазочных веществ, импрегнирование производят потоком сжатого воздуха.
| Состав для пропитки абразивного инструмента | 1982 |
|
SU1038216A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
