со ю
Од
со
Изобретение относится к термической обработке труб, главным образом к транспортированию труб в печах с продольно-поперечным перемещением.
Целью изобретения является повышение качества труб за счет Сохранения геометрической формы в процессе транспортировки путем их регламентированного вращения.
Способ заключается в том, что для получения технологически необходимой скорости вращения трубы располагают на роликах с винтовыми ручьями так, что угол в плане между осями трубы и ролика определяется выражением
90 - arctp,( -
2V
20
угол в плане между осями
трубы и ролика; диаметр трубы; скорость продольного движения трубы;25 технологически необходимая
скорость вращения трубы; шаг винтовой линии ручья
ролика;
наружный диаметр ролика. о формулы (1) показывает, и) О угол между осями трубы определяется выражением
о/ 90° - arctp j
(2)
т.е. при угле в плане между осями трубы и ролика, соответствующем выражению (2), вращение трубы не происходит. При d 90 получаем зависимость
t
TD
2V
откуда видно, что транспортирование трубы с вращением возможно при расположении ее продольной оси перпендикулярно осям роликов.
Приведенная зависимость полностью отражает функциональную взаимосвязь между технологическими и конструктивными параметрами, определяющими процесс продольно-поперечного перемещения труб с одновременным их вращением вокруг продольной оси при транспортировании труб роликами с винтовыми ручьями.
10
15
20
25
о
35
0
5
0
5
,р 120 мм 0,12 м; t 100 мм
Пример. Выбирают скорость поступательного движения труб (V) исходя из производительности агрегата. Затем выбирают угол подъема
винтовой линии ручья ( arctg г::/ DM,
исходя из сортамента нагреваемых труб, одновременно находящихся в печи, габаритов агрегата, условий нагрева и т.д.
Расчетным путем определяют скорость вращения трубы (ил) , при которой обеспечивается сохранение ее геометрической формы.
Затем по формуле (1) определяют угол 0 в плане между осями трубы и ролика, при котором заданная скорость вращения чо трубы будет реализована.
Если угол с/ задать другим, не удовлетворяющим выражению (1), то вращение трубы не происходит с необходимой скоростью, а следовательно, труба не сохраняет геометрическую форму.
Предлагаемый способ опробован на модели со следующими параметрами:
1
О,1 м; V 1 м/мин.
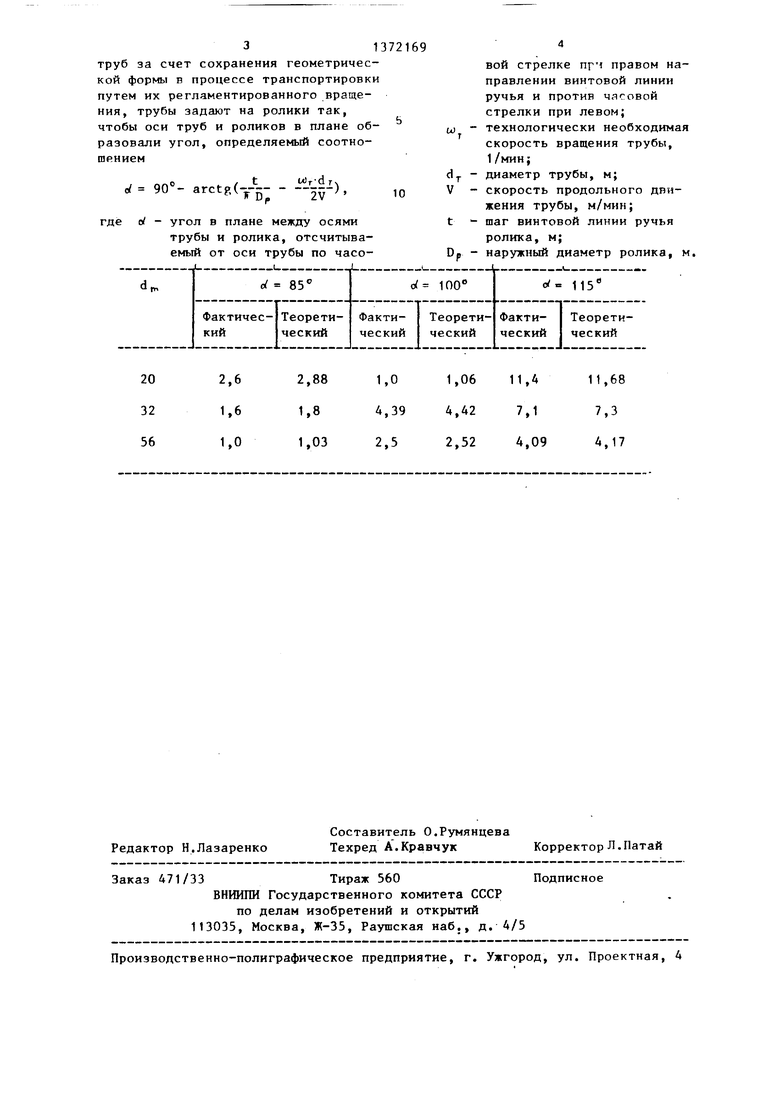
При испытании использованы трубы диаметром 20,32 и 56 мм, которые располагаются на роликах с винтовым ручьем, выполненным в левом направлении. Угол в плане между осями трубы и роликами принимается 85, 100° и 115 для каждого диаметра трубы.
Результаты сравнения испытаний с расчетными данными приведены в таблице .
Из таблицы видно, что фактические скорости вращения труб близки к определенным теоретическим по предлагаемой формуле.
Способ позволяет сократить количество правильных агрегатов после термообработки, улучшить качество продукции.
Формула изобретения
Способ транспортирования длинномерных цилиндрических изделий в термических печах, включающий поштучную задачу труб в печь на ролики, передвижение их в печи в продольном и поперечном направлениях на роликах с винтовыми ручьями и поштучную выдачу из печи, отличающийся тем, что, с целью повышения качества
31372169
труб за счет сохранения геометрической формы в процессе транспортировки путем их регламентированного вращения, трубы задают на ролики так, чтобы оси труб и роликов в плане образовали угол, определяемый соотношением
. 90°-arct,(V5--- -g).
где (У - угол в плане между осями
трубы и ролика, отсчитываемый от оси трубы по часо
вой стрелке прч правом направлении винтовой линии ручья и против часовой стрелки при левом; U) - технологически необходимая скорость вращения трубы,
1/МИН{
d - диаметр трубы, м;
V - скорость продольного движения трубы, м/мин;
t шаг винтовой линии ручья ролика, м;
DB наружный диаметр ролика, м.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования длинномерных цилиндрических изделий | 1982 |
|
SU1086022A1 |
| Способ нагрева длинномерных цилиндрических изделий | 1979 |
|
SU1063848A1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| Устройство для транспортирования труб | 1980 |
|
SU918319A2 |
| БСГ-СОЮЗНАЯ АГРЕГАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ!-•T-J-I^OsIl'ivirHM | 1971 |
|
SU290933A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Проходная печь с рольганговым подом | 1972 |
|
SU438719A1 |
| Печь для термообработки труб большого диаметра | 1989 |
|
SU1716284A1 |
| Кольцевая печь | 1977 |
|
SU681309A1 |
Изобретение относится к термической обработке труб, главным образом к транспортированию труб в печах с продольно-поперечным перемещением. Цель изобретения - повышение качества труб за счет сохранения геометрической формы в процессе транспортировки путем их регламентированного вращения. Способ позволяет вращать трубы в процессе транспортировки за счет задачи трубы под углом о к оси ролика, причем - 4Lт:ЙI 2V - 90 -arctg(™ где «/- угол в плане между осями трубы и ролика; d - диаметр трубы; V - скорость поступательного движения трубы; w - технологически необходимая скорость вращения трубы; t - шаг винтовой линии ручья ролика; Dp - наружный диаметр ролика. 1 табл. с S сл
| Проходная печь сроликовым подом | 1977 |
|
SU618616A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
