со со 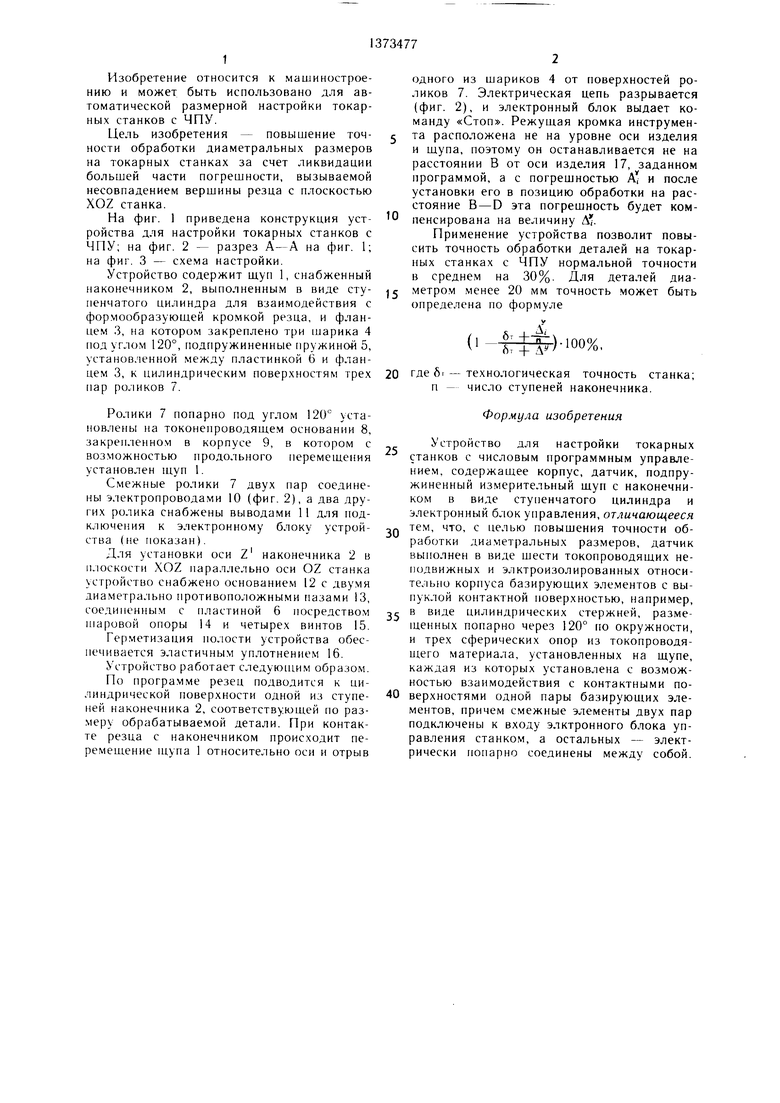
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАСТРОЙКИ ПОЛОЖЕНИЯ РЕЗЦА ТОКАРНОГО СТАНКА | 2015 |
|
RU2595197C1 |
| Устройство для измерения размерного износа и положения режущего инструмента в токарных станках | 1987 |
|
SU1442370A1 |
| Устройство для контроля износа инструмента | 1990 |
|
SU1808473A1 |
| Устройство для измерения износа и положения режущего инструмента в токарных станках | 1990 |
|
SU1757847A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2176175C2 |
| Измерительная головка | 1990 |
|
SU1780929A1 |
| Устройство для автоматической компенсации погрешностей обработки на токарных станках | 1978 |
|
SU791510A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК В ПРОЦЕССЕ РЕЗАНИЯ | 1999 |
|
RU2173239C2 |
| Устройство автоматической коррекции размерной настройки токарных многоинструментальных станков с ЧПУ | 1981 |
|
SU1020205A1 |
Изобретение относится к области машиностроения и может быть использовано для автоматической размерной настройки токарных станков в ЧПУ. Целью изобретения является повышение точности обработки диаметральных размеров на токарных станках за счет ликвидации большей части погрешности, вызываемой несовпадением вершины резца с плоскостью XOZ станка. При настройке резца наконечник шупа, выполненный в виде ступенчатого цилиндра, ось которого расположена в плоскости XOZ и параллельна оси OZ станка, смещается относительно оси OZ. Смешение фиксируется путем разрыва цепи электронного устройства, которое выдает команду на останов резца и дальнейшую его подачу на расстояние В-D, где В - расстояние от тела шупа до оси OZ станка; D - радиус обработанной детали. В резулыате резец компенсирует погрешность установки, связанной с его установкой выше или ниже оси OZ стайка. 3 ил. ф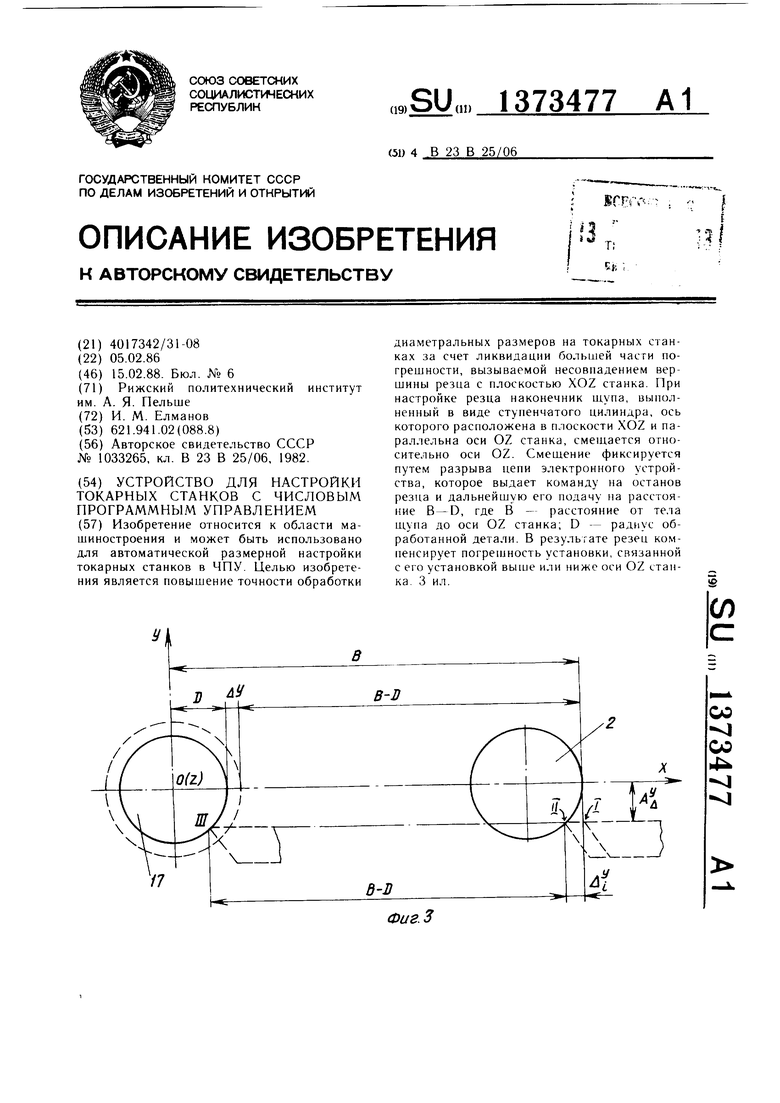
Фиг.З
Изобретение относится к машиностроению и может быть использовано для автоматической размерной настройки токарных станков с ЧПУ.
Цель изобретения - повышение точности обработки диаметральных размеров на токарных станках за счет ликвидации большей части погрешности, вызываемой несовпадением вершины резца с плоскостью XOZ станка.
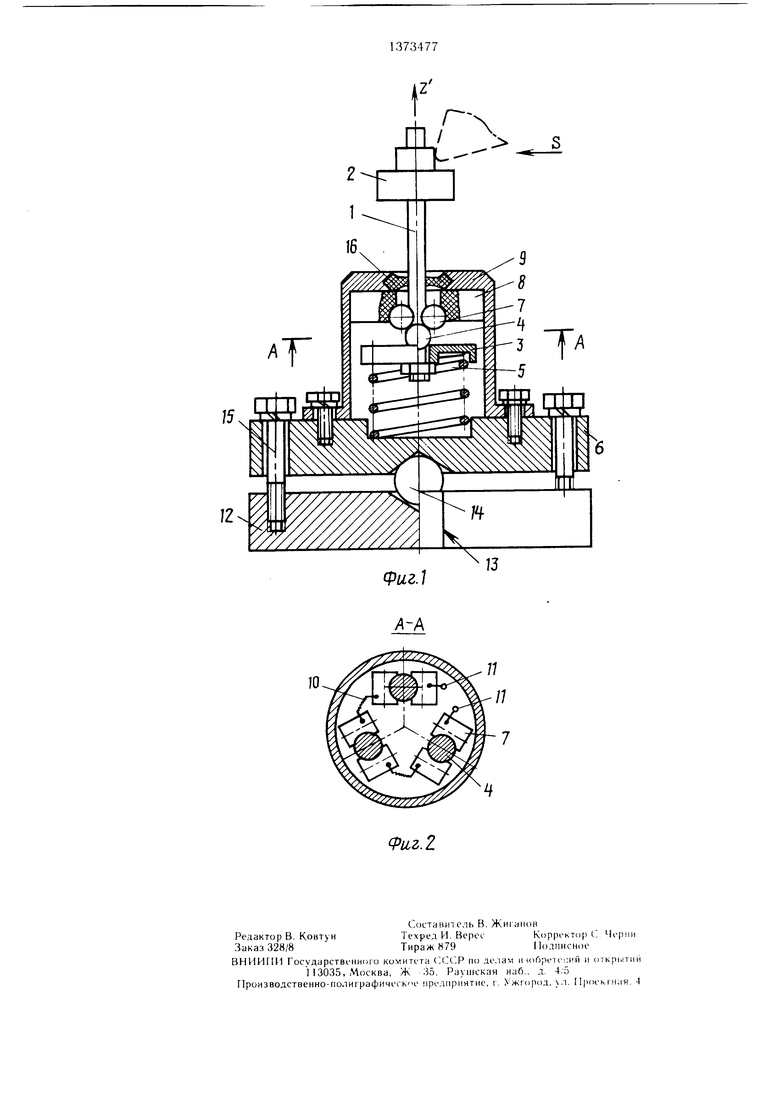
На фиг. 1 приведена конструкция устройства для настройки токарных станков с ЧПУ; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема настройки.
Устройство содержит щуп 1, снабженный наконечником 2, выполненным в виде ступенчатого цилиндра для взаимодействия с формообразующей кромкой резца, и фланцем 3, на котором закреплено три шарика 4 под углом 120°, подпружиненные пружиной 5, установленной между пластинкой 6 и фланцем 3, к цилиндрическим поверхностям трех пар роликов 7.
Ролики 7 попарно под углом 120° установлены на токоненроводящем основании 8, закрепленном в корпусе 9, в котором с возможностью продольного перемещения установлен щуп 1.
Смежные ролики 7 двух пар соединены электропроводами 10 (фиг. 2), а два других ролика снабжены выводами 11 для под- ключе} ия к электронному блоку устройства (не показан).
Для установки оси Z наконечника 2 в плоскости XOZ параллельно оси OZ станка устройство снабжено основанием 12 с двумя диаметра. 1ьно противоположными пазами 13, соединенным с пластиной 6 посредством шаровой опоры 14 и четырех винтов 15.
Герметизация полости устройства обеспечивается эластичным уплотнением 16.
Устройство работает следующим образом.
По программе резец подводится к цилиндрической поверхности одной из ступеней наконечника 2, соответствующей по раз- .меру обрабатывае.мой детали. При контакте резца с наконечником происходит перемещение щупа 1 относительно оси и отрыв
одного из шариков 4 от поверхностей роликов 7. Электрическая цепь разрывается (фиг. 2), и электронный блок выдает команду «Стоп. Режущая кромка инструмента расположена не на уровне оси изделия и щупа, поэтому он останавливается не на расстоянии В от оси изделия 17, заданном программой, а с погрещностью А и после установки его в позицию обработки на расстояние В-D эта погрешность будет компенсирована на величину Л .
Применение устройства позволит повысить точность обработки деталей на токарных станках с ЧПУ нормальной точности в среднем на 30%. Для деталей диаметром менее 20 мм точность может быть определена по формуле
( -.:|i;)-ioo%.
где6г - технологическая точность станка; п - число ступеней наконечника.
Формула изобретения
5
0
Устройство для настройки токарных станков с числовым программным управлением, содержащее корпус, датчик, подпружиненный измерительный щуп с наконечником в виде ступенчатого цилиндра и электронный блок управления, отличающееся тем, что, с целью повыщения точности обработки диаметральных размеров, датчик выполнен в виде щести токопроводящих неподвижных и элктроизолированных относительно корпуса базирующих элементов с выпуклой контактной поверхностью, например,
5 в виде цилиндрических стержней, размещенных попарно через 120° по окружности, и трех сферических опор из токопроводя- щего материала, установленных на щупе, каждая из которых установлена с возможностью взаимодействия с контактными по0 верхностями одной пары базирующих элементов, причем смежные элементы двух пар подключены к входу элктронного блока управления станком, а остальных - электрически попарно соединены между собой.
Фиг.1
| Устройство для установки резца по двум координатам | 1982 |
|
SU1033265A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
