СО
со
ОО СО
фие2
Изобретение относится к станкостроению и может быть использовано в системах автоматического контроля агрегатных станков и автоматических линий для определения наличия обрабатываемых отверстий и косвенного контроля поломки инструмента.
Цель изобретений - упрощение конструкции и повышение надежнЬсти срабатывания устройства за счет исключения выдачи ложных сигналов.
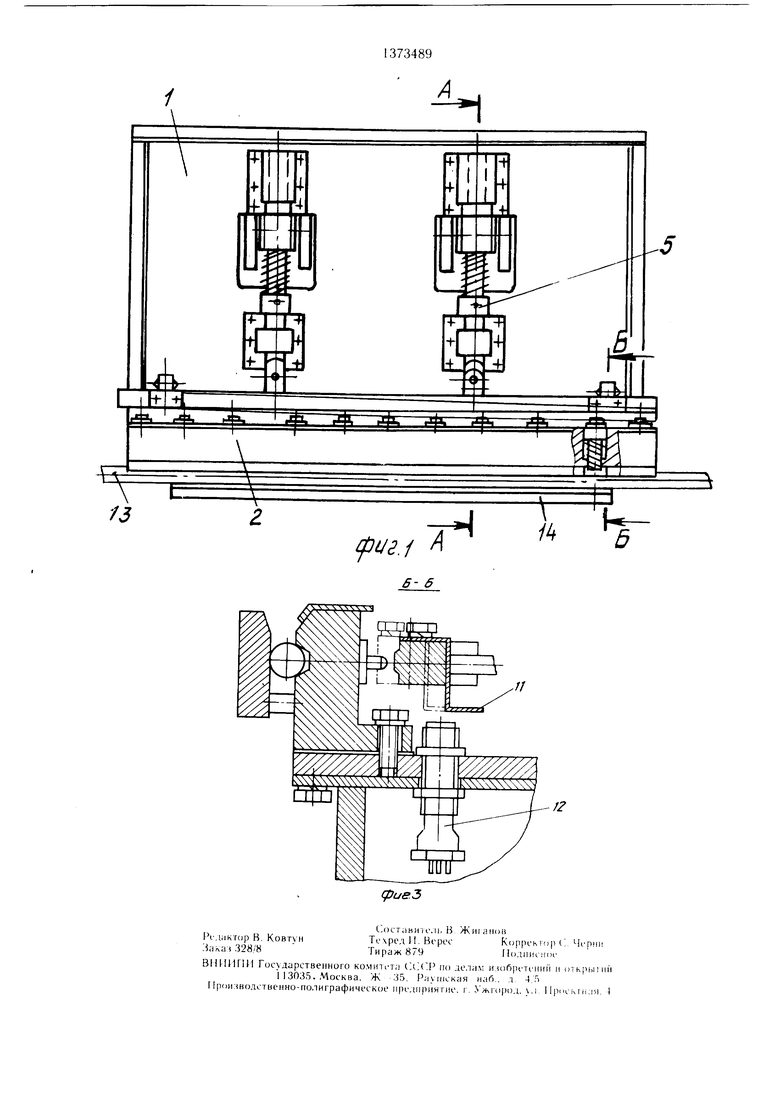
На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит корпус 1, на котором закреплены опорный элемент 2 с подпружиненными осеподвижными щупами 3 и силовой цилиндр 4 привода исполнительного механизма 5.
Последний содержит две параллельно расположенные скалки 6, перемещающиеся с помощью рычагов 7 в опорах скольжения 8,
10
Ifi
11 входят в зону действия датчиков 12. Сумма сигналов обоих датчиков 12 с сигналом датчика (не показан) конца рабочего хода цилиндра 4 свидетельствует о наличии всех контролируемых отверстий и является сигналом для отвода траверсы 9 назад. После прекращения воздействия траверсы 9 на щупы 3 последние под действием своих пружин возвращаются в исходное положение.
В случае отсутствия одного из контролируемых отверстий или при наличии поломанного в отверстии инструмента траверса 9, встретив препятствие в виде неутоп- ляемого в отверстие щупа 3, становится под углом к продольной оси контролируемой детали. При этом до окончания хода вперед цилиндра 4 скалка 6, расположенная ближе к неутопленному щупу 3, остается неподвижной - рычаг 7 скользит вдоль скалки 6, сжимая пружину 10, вторая же
установленных на корпусе 1. Траверса 9 щар- 20 скалка 6 продолжает движение вперед, в мирно соединена со скалками 6 и служит результате чего щарнирно закрепленная на для передачи усилия привода на щупы 3. Пружины 10 являются компенсирующими
Эv eмeнтaми и воспринимают все усилие привода в случае, если траверса 9 контакскалках 6 траверса 9 становится под углом к оси детали 13, а флажок 11, находящийся на дальнем от детали 13 конце траверсы 9, не попадает в зону действия сотирует с каким-либо щупом, встретивщим 25 ответствующего датчика 12. препятствие в виде необработанного от-При отсутствии нескольких отверстий
верстия.вся траверса 9 не доходит до крайнего
На траверсе 9 установлены флажки 11, рабочего положения и оба флажка II не
попадают в зону действия датчика 12.
Отсутствие сигнала одного или обоих дат- чиков 12 в сумме с сигналом датчика конца рабочего хода цилиндра 4 свидевходящие в зону действия бесконтактных датчиков 12 при наличии всех контролируемых отверстий.
Деталь 13 удерживается на контрольной позиции с помощью прижима 14 (привод прижима не показан).
Устройство работает следующим образом.
При рабочем ходе цилиндр 4 поворачивает рычаги 7 относительно оси их закреп- - ления. Рычаги 7 воздействуют с помощью пружин 10 на скалки б, перемещая последние совместно с траверсой 9 по направлению к контролируемой детали 13, при
тельствует о наличии необработанных отверстий.
Формула изобретения
Устройство для контроля наличия отверстий, содержащее корпус с опорным элементом с расположенными на нем щупами, подвижными в осевом направлении, и ис- этом траверса 9 движется параллельно про- 40 полнительный механизм, отличающееся тем, дольной оси детали 13. Выбрав свободный что, с целью повыщения надежности рабо- .ход траверса 9 воздействует на подпружи- ты и упрощения конструкции, опорный эле- ненные осеподвижные щупы 3, которые, прео-мент установлен на корпусе неподвижно, а
долевая сопротивление своих пружин, входятисполнительный механизм снабжен траверв обработанные отверстия детали 13. сой, установленной с возможностью взаимоПри наличии всех обработанных от- 4.) действия с щупами и качания в плос- верстий в конце хода траверсы 9 флажкикости перемещения.
0
fi
11 входят в зону действия датчиков 12. Сумма сигналов обоих датчиков 12 с сигналом датчика (не показан) конца рабочего хода цилиндра 4 свидетельствует о наличии всех контролируемых отверстий и является сигналом для отвода траверсы 9 назад. После прекращения воздействия траверсы 9 на щупы 3 последние под действием своих пружин возвращаются в исходное положение.
В случае отсутствия одного из контролируемых отверстий или при наличии поломанного в отверстии инструмента траверса 9, встретив препятствие в виде неутоп- ляемого в отверстие щупа 3, становится под углом к продольной оси контролируемой детали. При этом до окончания хода вперед цилиндра 4 скалка 6, расположенная ближе к неутопленному щупу 3, остается неподвижной - рычаг 7 скользит вдоль скалки 6, сжимая пружину 10, вторая же
0 скалка 6 продолжает движение вперед, в результате чего щарнирно закрепленная на
тельствует о наличии необработанных отверстий.
Формула изобретения
сриг.1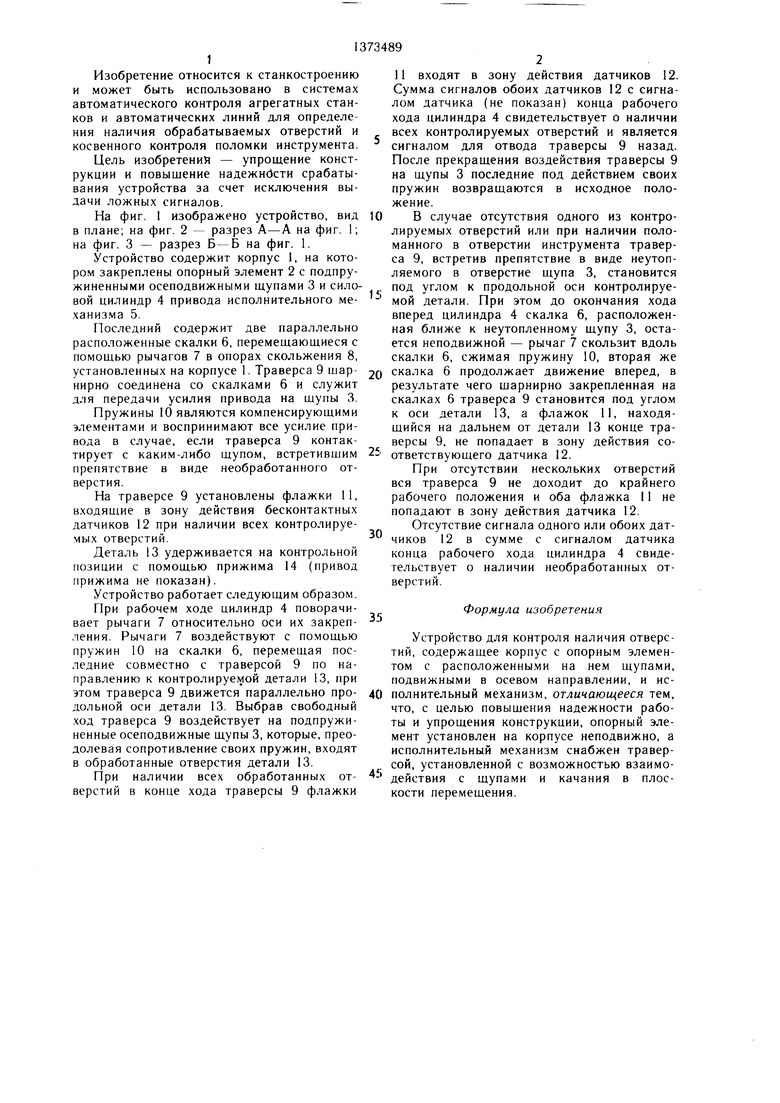
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля обрабатываемых отверстий | 1984 |
|
SU1192910A1 |
| Автомат для изготовления сборных изделий | 1989 |
|
SU1691047A1 |
| Автооператор | 1980 |
|
SU891328A1 |
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795779A2 |
| Устройство для контроля наличия и глубины отверстий | 1980 |
|
SU945655A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Манипулятор | 1986 |
|
SU1371851A1 |
| Устройство для формирования и передачи слоя предметов | 1981 |
|
SU1070063A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
Изобретение относится к станкостроению н может быть использовано в системах автоматического контроля агрегатных станков и автоматических линий для определения наличия обрабатываемых отверстий и косвенного контроля поломки инструмента. Целью изобретения является упрощение конструкции и повышение надежности срабатывания устройства за счет исключения выдачи ложных сигналов. Опорный элемент с подпружиненными осеподвижными щупами 3 неподвижно закрепляется на корпусе устройства. Исполнительный механизм выполнен в виде поступательно перемещаемой траверсы 9, воздействующей на щупы 3. Привод перемещения траверсы 9 осуществляется от силового цилиндра 4 через рычаги 7, пружины 10 и скалки 6. При наличии всех контролируемых отверстий в конце хода траверсы 9 флажки входят в зону действия датчиков 12. При отсутствии хотя бы одного из контролируемых отверстий одна HJ скалок 6, благодаря срабатыванию пружины 10, не доходит до конечного положения. Траверса 9, щарнирно закрепленная на скалке 6, становится под углом к оси контролируемой детали, а один из флажков не входит в зону действия датчика. Отсутствие суммы сигналов обоих датчиков с сигналом датчика KOHiia рабочего хода цилиндра 4 свидетельствует о наличии необработанных отверстий. 3 ил. tt V)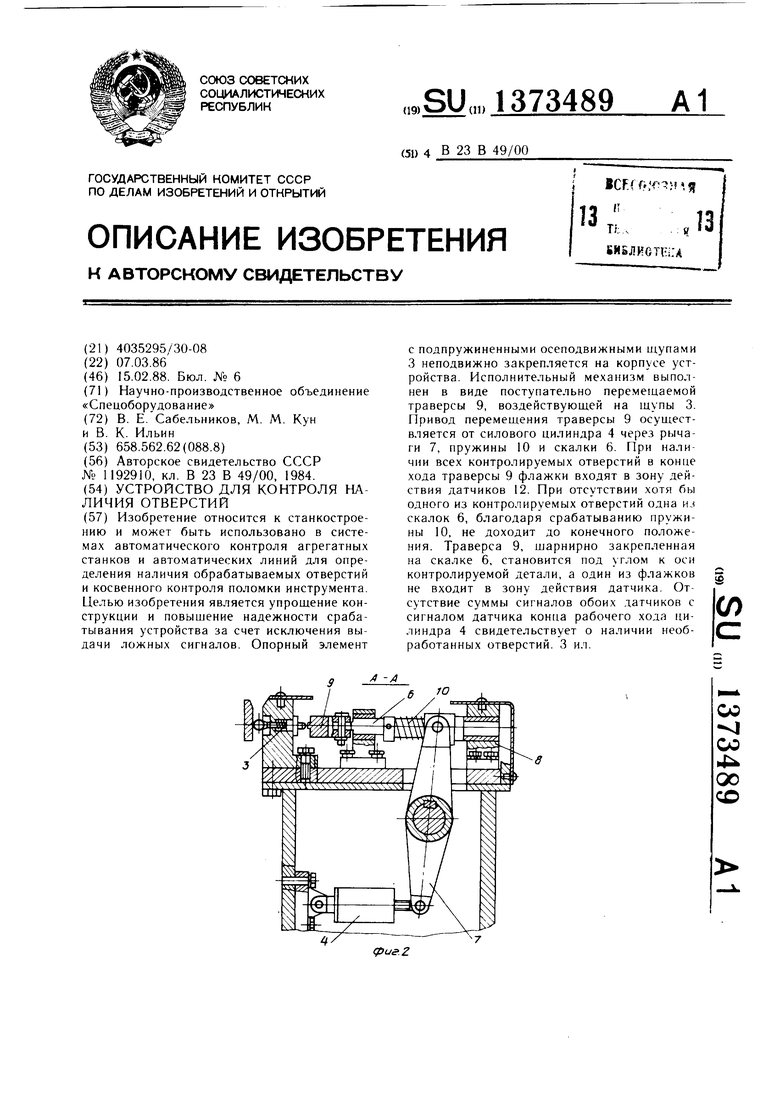
f4-,UiKrop В. Ковтун :-)ака) 328/8
Сл)ст;ш1гкмь В Жшамон
ТечрслИ. ВсросКиррск гчр ( Mi piiii
Тираж 879tlo.uiiu нш
В11И11Г111 Государственного комшч та (д( по делам n.tofipt H niii i ii (ih|4 iiiiH
l 13035. Москва, Ж 35. Раушская наб.. л 4,5 1рон: волственно-полиграфическое прслпрингие, г. , жг(1|)ол. л I Ipiu i пия. I
П
(риеЗ
| Устройство для контроля обрабатываемых отверстий | 1984 |
|
SU1192910A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
