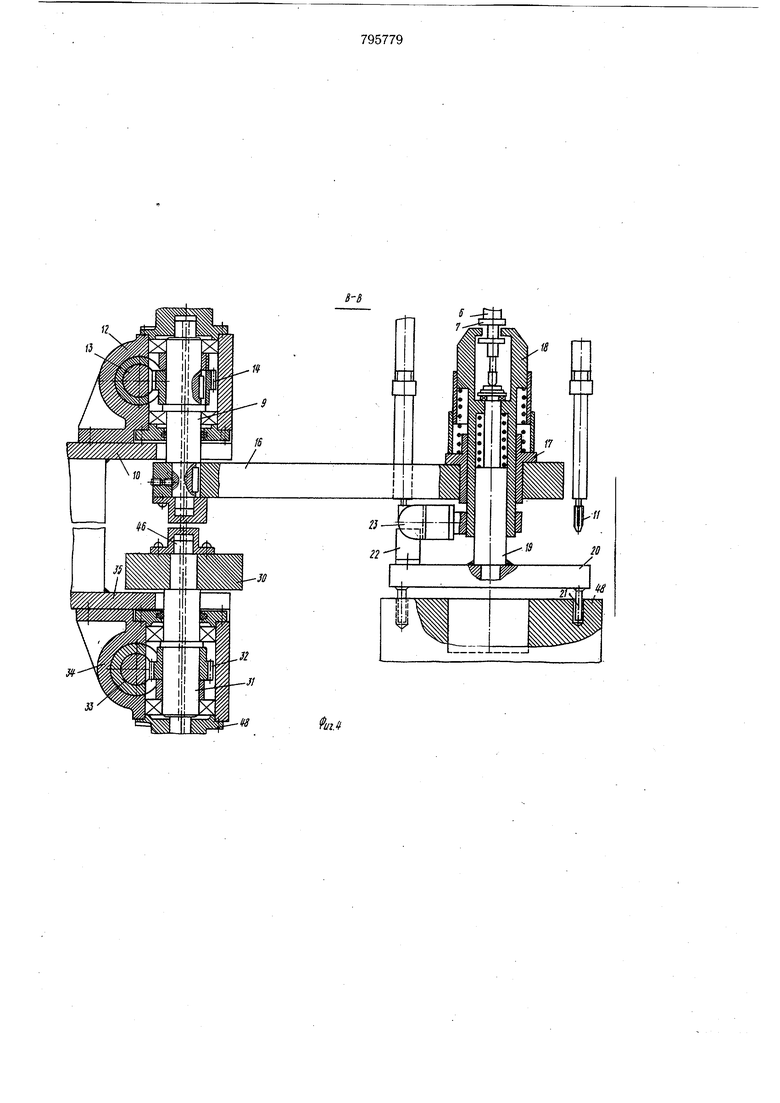
находящаяся в постоянном зацеплении с зубчатым колесом 14, жестко сидящим на валу 9.
Для перемещения рейки 13 на стойке 3 имеется цилиндр 15. На валу 9 также закреплен кронщтейн 16, в расточке которого находится втулка 17. Во втулке расположен захват 18 с размещенной в нем подпружиненной скалкой 19, на конце которой жестко закреплена плита 20 со щупом 21, число которых соответствует числу контролируемых отверстий. На плите 20 установлен упор-лепесток 22 путевого переключателя 23.
Муфта 7 через щпиндель б служит для передачи возвратно-поступательного перемещения механизму ориентации, выполненному в виде траверсы 24, несущей разжимную цанговую оправку 25.
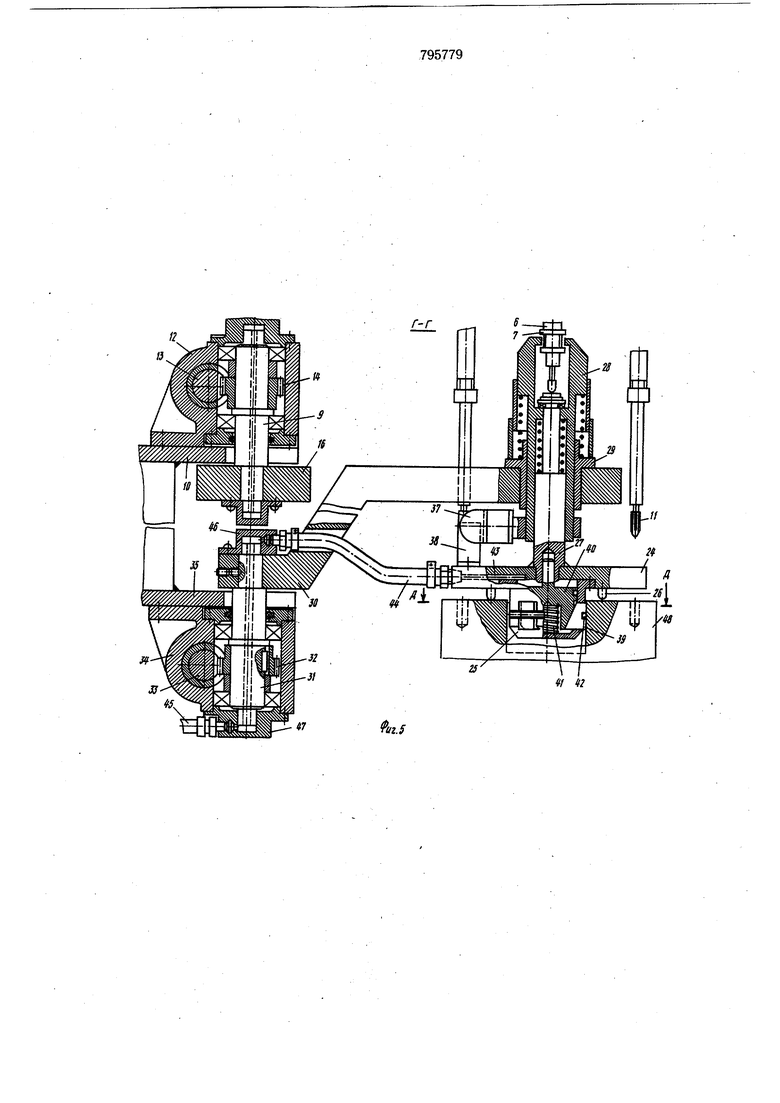
Траверса 24, имеющая опоры 26, жестко закреплена на конце щтанги 27. Штанга подпружинена и размещена во втулке 28, которая, в свою очередь, расположена во фланце 29. Фланец 29, в свою очередь, находится в расточке консоли 30, закрепленной на оси 31. На оси 31 жестко закреплена щестерня 32, находящаяся в зацеплении со щтоком-рейкой 33, размещенном в коробе 34, который закреплен под плитой 35. Для перемещения щтока-рейки 33 предусмотрен привод 36, на щтанге 27 установлен упор-лепесток 37 переключателя 38.
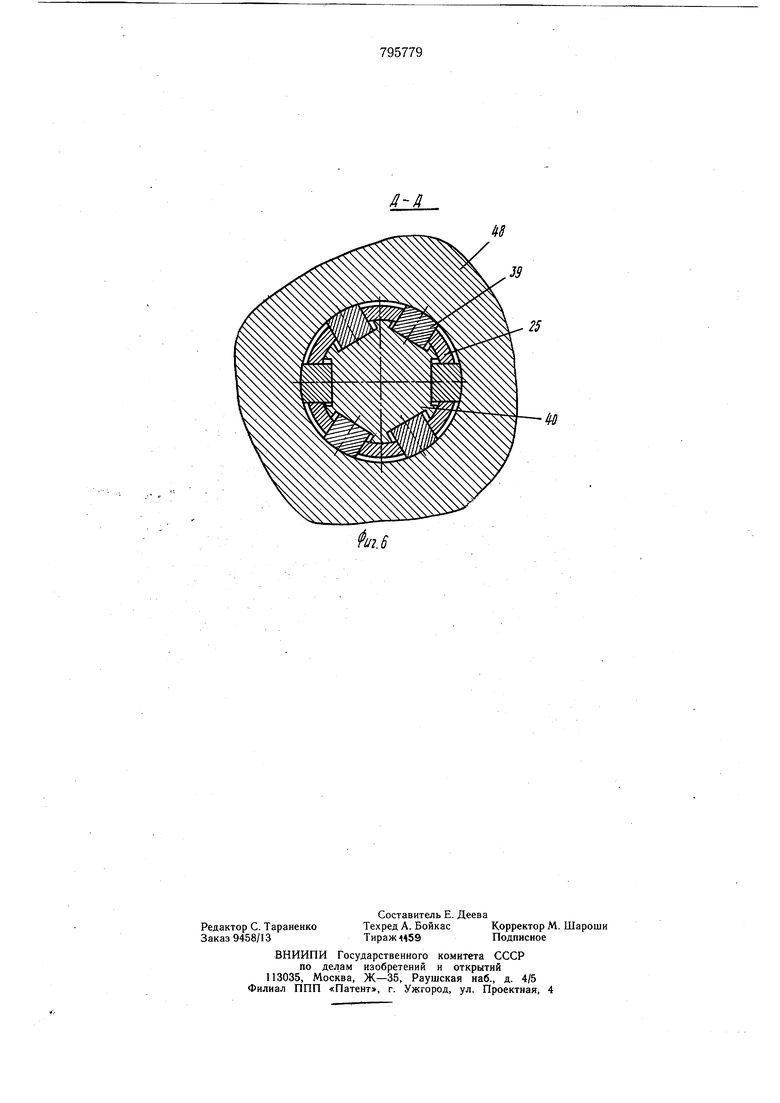
Разжимная цанговая оправка 25 содержит пневмопривод, выполненный в виде цилиндра, в прорезях корпуса которого размещены распорные элементы 3.9, контактирующие с конусной поверхностью порщня 40 и взаимодействующие с пружиной 41 пружинным кольцом 42. Внутри траверсы 24 выполнен канал 43 воздуховода, соединенного с порщнем 40, с одной стороны, со щлангами 44, 45 и переходниками 46, 47 пневмосистемы, с другой стороны. Разжимная цанговая оправка 25 через свои распорные элементы 39 взаимодействует с детелью 48.
Резьбонарезной станок работает следующим образом.
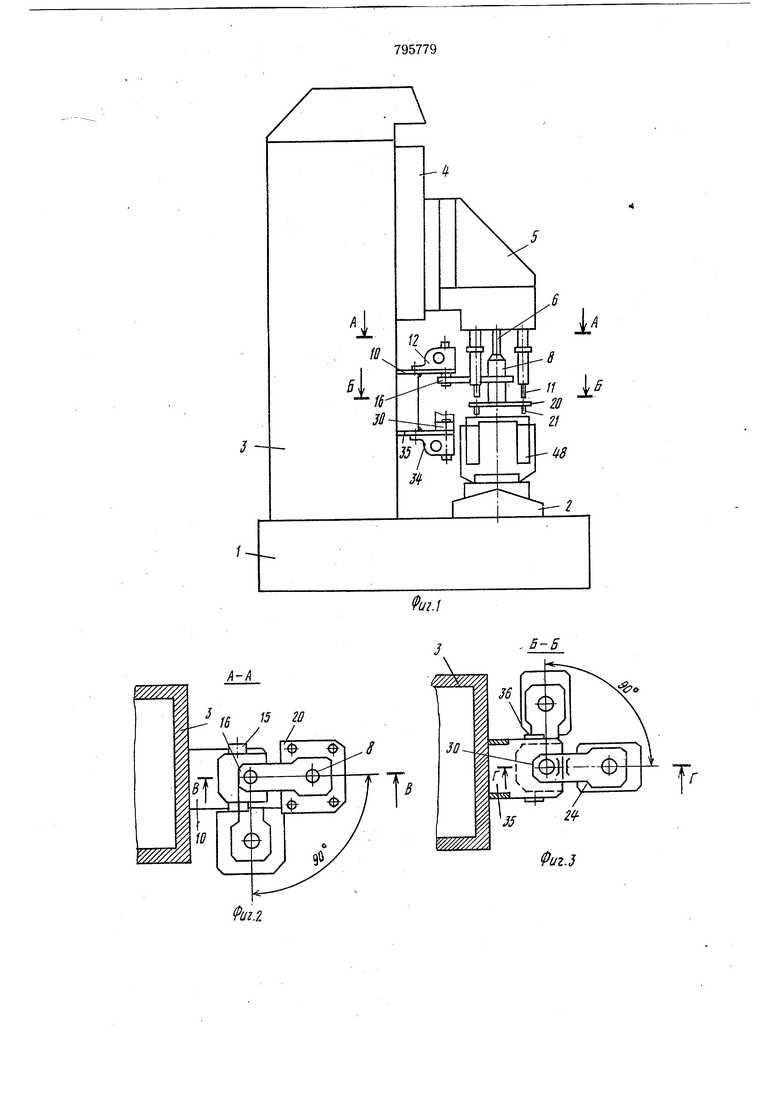
В исходном положении подкатной стол 4 с многощпиндельной головкой 5 находятся в крайнем верхнем положении, а контрольный механизм 8 с механизмом ориентации вне зоны резания.
Обрабатываемая деталь 48 с базовым отверстием в зону резания поступает вместе с приспособлением 2 в расфиксированном положении и одновременно гарантированная от разворота вокруг своей оси вместе с просверленными отверстиями под нарезку резьбы.
От пневмопривода 36 через зубчатую передачу 33-32 консоль 30 поворачивается и втулка 28 входит в зацепление с муфтой 7. Включается вращение резьбонарезных щпинделей, которые вместе с траверсой 24 начинают перемещаться в направлении обрабатываемой детали 48. Одновременно при этом лпиндель 6, связанный муфтой 7 с втулкой 28, перемещает штангу 27 и траверсу 24 с цанговой оправкой 25, которая входит в базовое отверстие детали 48 с зазором. После того, как опоры 26 коснутся поверхности детали 48, втулка 28 со щпинделями продолжают двигаться вперед, происходит замыкание переключателя 38 и дает сигнал на
0 включение сжатого воздуха порщню 40, который при перемещении вперед своей конусной поверхностью раздвигает в радиальном направлении распорные элементы 39 до соприкосновения их с деталью, чем обеспечивает ее ориентацию. После ориентирования
детали 48 относительно щупов 21 и инструментов 11 подается сигнал на включение сжатого воздуха, при этом пружина 41 и пружинное кольцо 42 возвращают назад порщень 40 и распорные элементы 39. Затем
O подается сигнал на реверс резьбонарезных щпинделей и разжимная цанговая оправка выходит из базового отверстия детали 48. После чего пневмоцилиндр 36 через зубчатую передачу 33-32 отводит механизм ориентации в исходное положение и подается
сигнал на включение цилиндра 15. От цилиндра 15 через реечную передачу 13-14 кронщтейн 16 поворачивается и захват 18 входит в зацепление с муфтой 7. Шпиндели вместе с плитой 20 начинают перемещаться
g в направлении обрабатываемой детали 48. При этом щпиндель 6, связанный муфтой 7 с захватом 18, перемещает скалку 19 и плиту 20 со щупами 21, которые входят в просверленные отверстия. После чего дается команда и щупы 21 выводятся из контролиS руемых отверстий, происходит замыкание переключателя 23, который дает сигнал на выключение станка.
После контроля наличия отверстий с требуемой глубиной осуществляется нарезание
резьбы.
Формула изобретения
Устройство к многошпиндельному резьбонарезному станку по авт. св. № 462698, 5 отличающееся тем, что, с целью повыщения точности установки детали, устройство снабжено установленным с возможностью возвратно-поступательного перемещения от щпинделя механизмом ориентации детали, выполненным в виде траверсы, несущей разжимную, цанговую оправку с пневмоприводом.
Источники информации, принятые во внимание при экспертизе SS 1. Авторское свидетельство СССР № 462698, кл. В 23 G 15/04, 1971.
i
-f.
Фиг.5
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к многошпиндельномуРЕзьбОНАРЕзНОМу СТАНКу | 1977 |
|
SU795884A2 |
| Устройство к многошпиндельному резьбонарезному станку | 1971 |
|
SU462698A1 |
| Устройство к многошпиндельному резь-бОНАРЕзНОМу СТАНКу | 1978 |
|
SU795885A2 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1970 |
|
SU258811A1 |
| Устройство для ориентации и запрессовки втулок с полостями на внутренней поверхности | 1987 |
|
SU1511043A1 |
| Автооператор | 1980 |
|
SU891328A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |