C21) 4032868/25-27
(22) 03.03.86
(46). 23.07.89. Бюп. № 27
(72) А.К.Гранкин и В.Г.Орлова
(53)621.791.75.039 (088.8) (56)Авторское Свидетельство СССР № 593877, кл. В 23 К 37/02, 1976.
Патент США № 3064120, кл. 219-125, 1962.
(54)УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРУГОВЫХ ШВОВ
(57) Изобретение относится к области сварки, более конкретно к конструкции устройств для автоматической сварки круговых швов, например фланцев, с корпусными деталями, и может быть использовано в химическом, энергетическом и других отраслях машиностроения. Целью изобретения является
повышение надежности устройства в работе. Устройство содержит вращающийся держатель 8 со сварочной горелкой 10. Внутри держателя 8 выполнена полость 9 для подвода защит-, ного газа. Подвод газа и электрического тока производится через токо- газоподвод, снабженный коллектором. Регулирование длины дуги производится с помощью регулятора 11. При перемещении держателя 8 со сварочной горелкой 10 вверх или вниз токогазо-. подвод пр -жиной 23, установленной между ним и прижи шым элементом 14, с гарантированным усилием поджимается к держателю 8. Прижимной ,зле- мент 14 с помощью шайбы 19 перемещается вместе с держателем 8, что обеспечивает надежную работу уст- .ройства. 1 з.п.ф-лы, 3 ил.
о
Х
С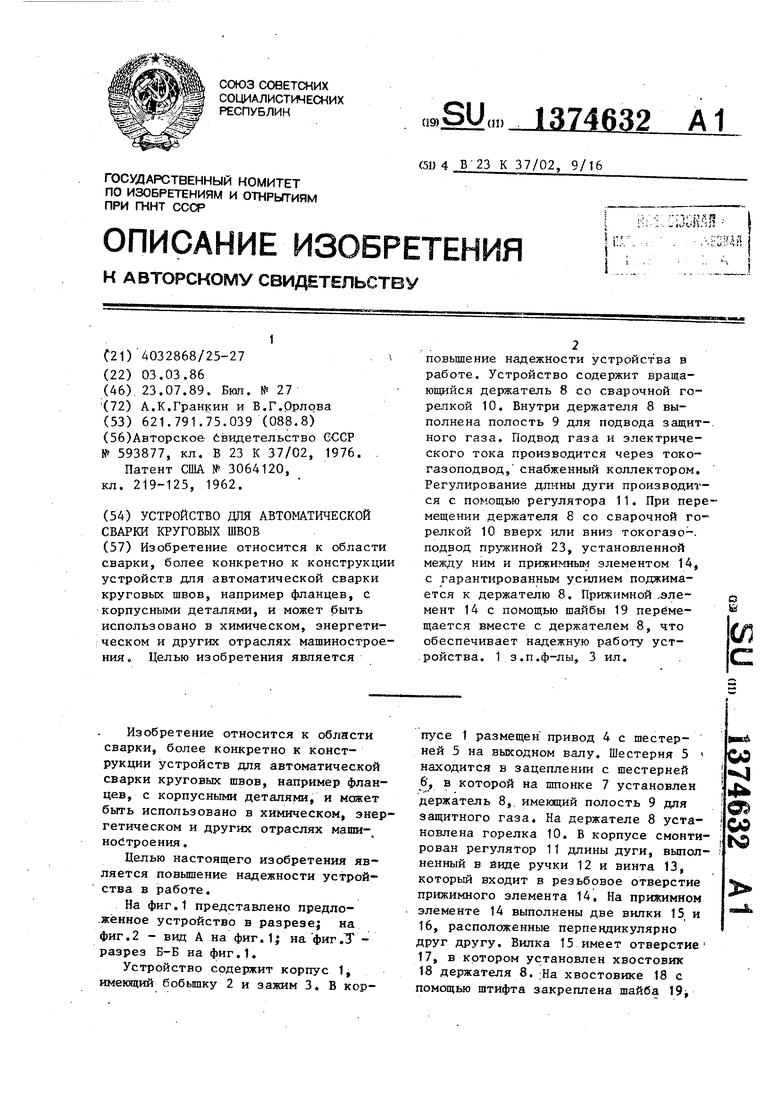

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ КРУГОВЫХ ШВОВ | 1995 |
|
RU2096153C1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU745622A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Горелка для дуговой сварки неплавящимся электродом | 1989 |
|
SU1773630A1 |
| Рукоятка к горелке для дуговой сварки неплавящимся электродом в защитных газах | 1970 |
|
SU564118A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| ЛТЕПТПО- ^,j I ''^ TiXitH^fCK.Mi ^^iEHSJHOTCKA' | 1966 |
|
SU185421A1 |
Изобретение относится к области сварки, более конкретно к конструкции устройств для автоматической сварки круговых швов, например фланцев, с корпусными деталями, и может быть использовано в химическом, энергетическом и других отраслях маши- нойтроения.
Целью настоящего изобретения является повышение надежности устройства в работе.
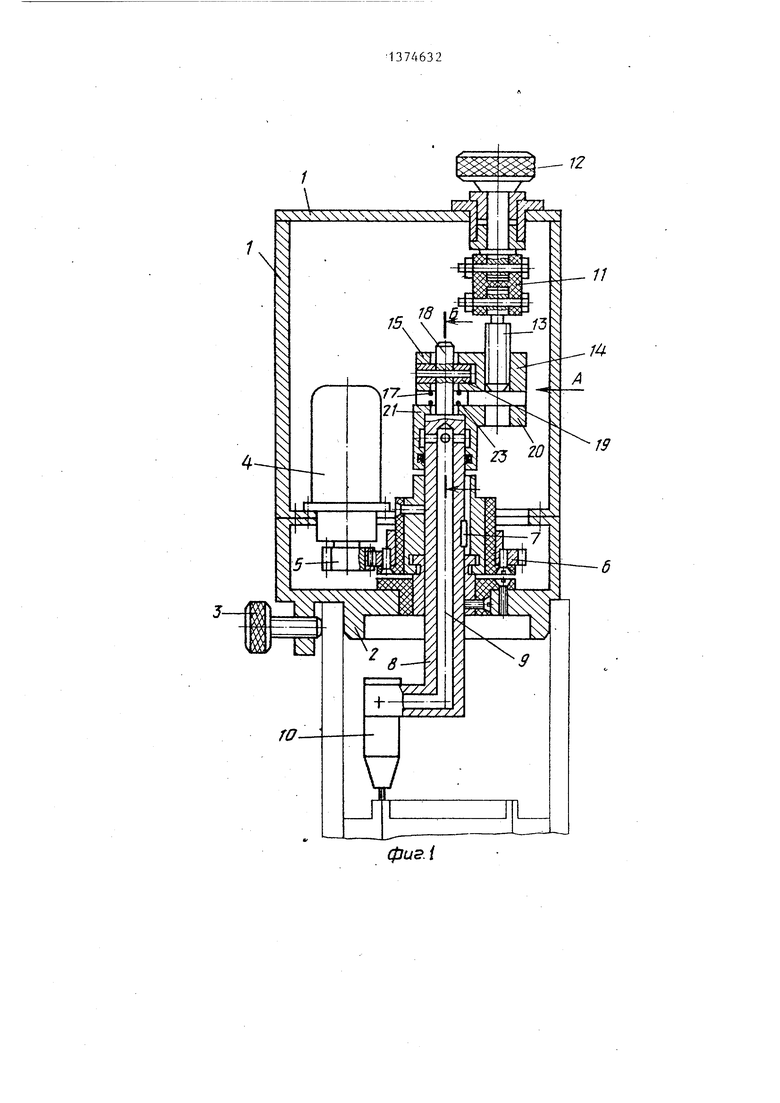
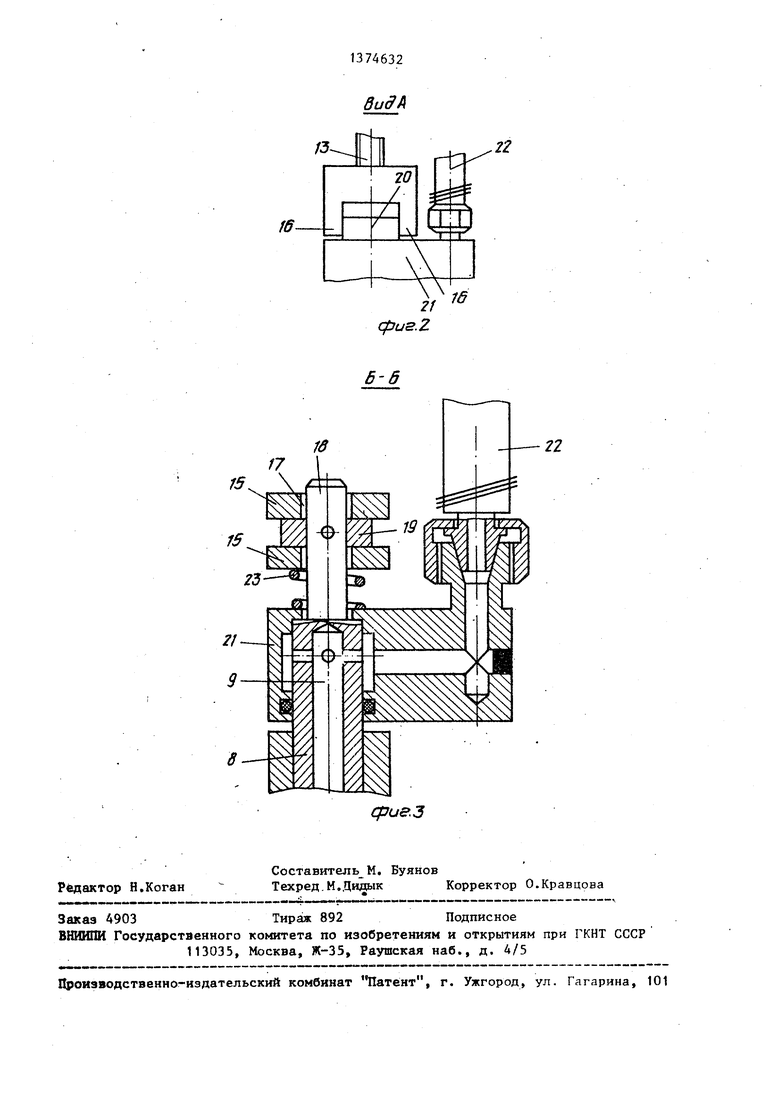
На фиг.1 представлено предложенное устройство в разрезе; на фиг.2 - вид А на фиг.1; на фиг.Т - разрез Б-Б на фиг.1.
Устройство содержит корпус 1, имекнций бобьппку 2 и зажим 3. В корпусе 1 размещен привод 4 с шестерней 5 на выходном валу. Шестерня 5 находится в зацеплении с шестерней 6, в которой на шпонке 7 установлен держатель 8,. имеющий полость 9 для защитного газа. На держателе 8 установлена горелка 10. В корпусе смонтирован регулятор 11 длины дуги, выполненный в 8иде ручки 12 и винта 13, который входит в резьбовое отверстие прижимного элемента 14, На прижимном элементе 14 выполнены две вилки 15 и
16,расположенные перпендикулярно друг другу. Вилка 15 имеет отверстие
17,в котором установлен хвостовик 18 держателя 8. :На хвостовике 18 с помощью штифта закреплена шайба 19
СО
ч
«
ф
00
го
313
установленная в прорези вилки 15, В прорезь вилки 16 входит выступ 20 коллектора 21 токогазоподвода 22. Токо- газоподвод п.оджат пружиной 23 к держателю 8 и полость его сообщается с полостью 9 держателя 8, Пружина 23 обеспечивает постоянный плотный контакт коллектора 21с торцом держателя 8 и не допускает утечки защитного газа в атмосферу.
Устройство работает следующим образом.
Устанавливают устройство на трубу так, чтобы бобышка 2 вошла внутрь трубы. Это положение фиксируют зажимом 3. Устанавливают длину дуги. Для этого вращают ручку 12, при этом при-гг жимной элемент 14 перемещается по винту 13, например, вниз. Поскольку вилка 15 через шайбу 19 связана с хвостовиком 18 держателя 8, то последний будет также перемещаться вниз в отверстии шестерни 6 по шпонке 7. Вместе с держателем 8 перемещается вниз и горелка 10 до заданного расстояния между электродом и трубой. При перемещении прижимного элемента 14 пружина 23 воздействует на токо- газоподвод 22, поджимая его к держателю 8, При этом коллектор 21 и то- когазоподвод 22 также перемещаются вниз. По токогазоподводу 22 подают защитный газ, который по системе каналов поступает в коллектор 21, а из него в полость 9 держателя 8 и далее в горелку 10,
Устройство готово к сварке. Включают привод 4 вращения сварочной головки 10, При этом вращается шестерня 5, а через ше.стерню 6 и шпонку 7 вращается и держатель 8 вместе с. горелкой 10. Поскольку хвостовик 18 держателя S установлен в прижимном элементе 14с зазором, то держатель В свободно вращается в прижимном элементе 14, при этом коллектор 21с токогазоподводом 22 не вращаются, обеспечивая надежную подачу защитного газа в горелку,
В процессе сварки оператор следит за длиной дуги, В случае необходимост
74632-
ти длина дуги может быть скорректирована путем вращения ручки 12 в соответствующую сторону. При необходимосv ти процесс слежения за длиной дуги может быть автоматизирован, для чего винт 13 может быть включен в систему АРНД.
Таким образом, предложенное устройство обеспечивает надежный газо- токоподвод к горелке при ее осевом перемещении в широком диапазоне, что позволяет производить сварку с под-. ; держанием постоянной длины дути круговых швов, в том числе и наклонных или расположенных на криволинейных поверхностях.
Формула изобретения
смонтированный в корпусе с возможностью вращения, токогазоподвод коллекторного типа, прижимной элемент, зафиксированный от вращения совместно с. держателем и связанный с т окогазоподводом, и пружину, поджимакнцую токогазоподвод к держа телю, отличающееся тем, что, с целью повышения надежности устройства в работе, оно снабжено шайбой, на держателе выполнен хвостовик, щайба жестко закреплена на упомянутом хвостовике, на токогазоподводе в плоскости, перпендикулярной плоскости шайбы,выполнен выступ, на прижимном элементе выполнены две вилки, расположенные во взаимно перпендикулярных плоскостях, которые охватывают соответственно шайбу и выступ на токогазоподводе, а пружина расположена на хвостовике держателя между прижимным элементом и токогазоподводом,
2о Устройство поп,1, отличающееся тем, что оно дополнительно снабжено регулятором длины дуги в виде винта, расположенного на корпусе
и связанного с ответным резьбовым отверстием, выполненным в прижимном элементе.
12
фиг.{
