f/
4
OQ
сд
4 1
ho
Изобретение относится к обработке металлов давлением, может быть использовано в машиностроении для резки труб на мерные заготовки и является усовернлен- ствованием устройства для резки труб по авт. св. № 1338981.
Цель изобретения - улучшение качества получаемых заготовок.
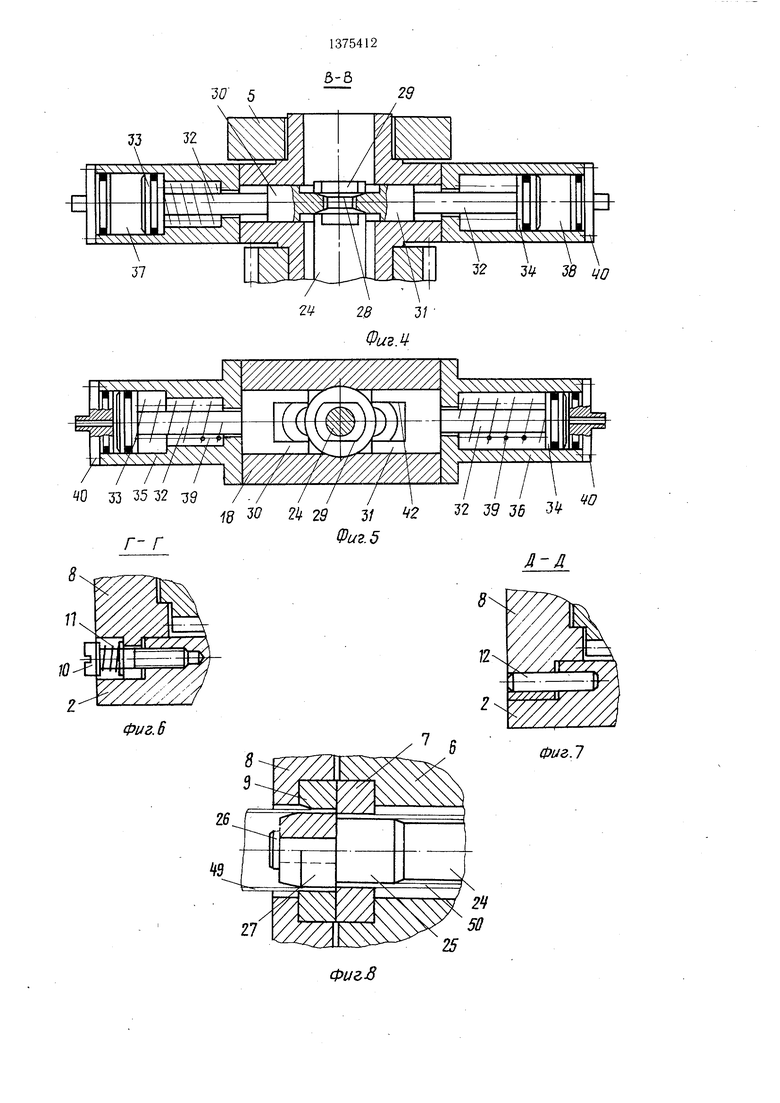
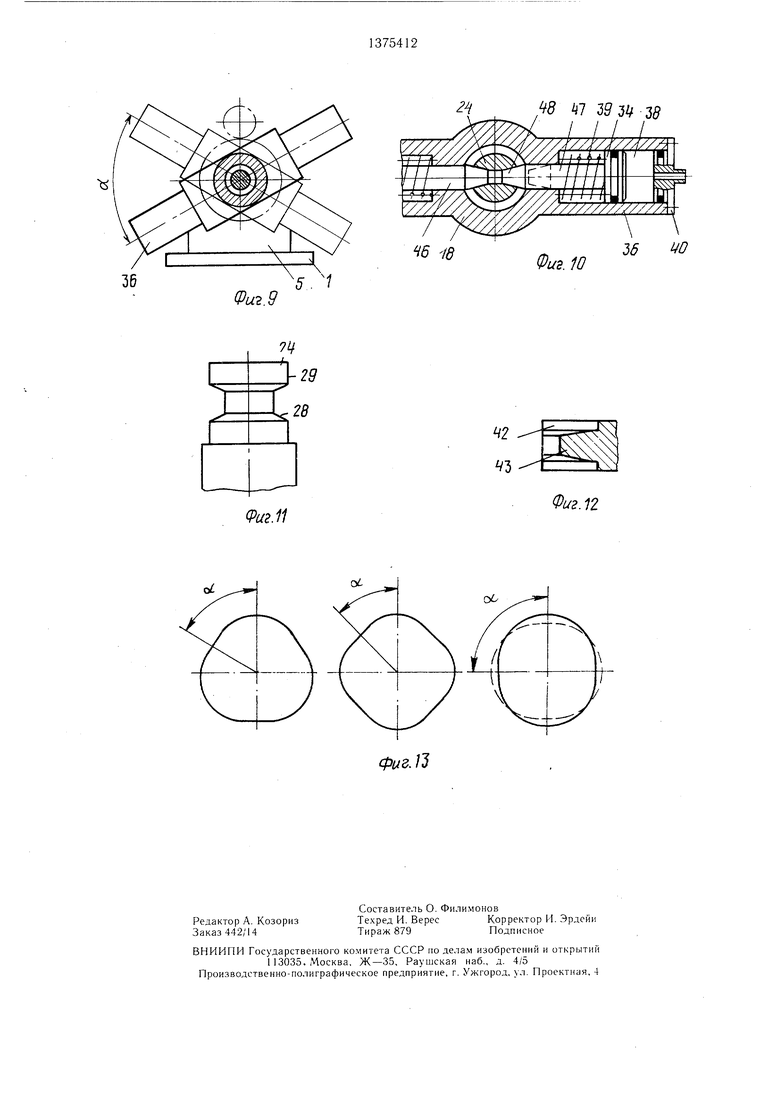
На фиг. 1 изображено устройство для резки труб, осевое сечение; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - се- чение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - радиаль- но-подвижные замыкатели в исходном (отведенном) юложении; на фиг. 6 - сечение Г-Г на фиг. 2; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 - узел отрезных матриц, находяш,ихся во взаимно повернутом положении; на фиг. 9 - схема поворота ступицы на рабочий угол а; на фиг. 10 - ра- диальпо-подвижные замыкатели, вариант; на фиг. 1 1 - элемент оправки со стороны кольцевой канавки и параллельных плопда- док; на фиг. 12 - эле.мент рабочей части замыкателя, сечение; на фиг. 13 - варианты деформирования стенок трубы между наружными и внутренними отрезными матрицами.
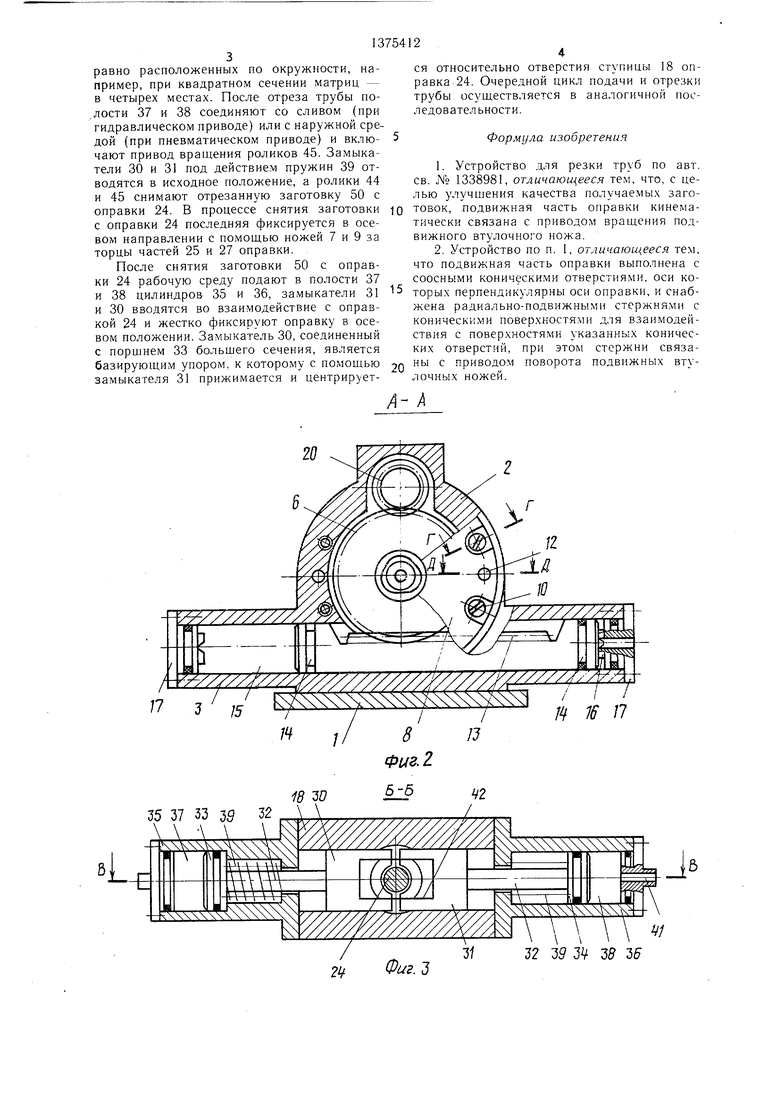
Устройство содержит основание 1, на котором закреплен корпус 2 с цилиндрами.3 и стойки 4 и 5. В отверстии корпуса 2 смонтировано зубчатое колесо 6 с закрепленным в нем подвижным втулочным ножом 7 и крыпжа 8 с закрепленным в ней ненодвижны.м втулочным ножо.м 9, который ноджи.мается к ножу 7 с помош,ью крьиики 8, прикрепленной к корпусу 2 винтами 10 через пружины 11 и зафиксированной от поворота П1тифтами 12, закрепленными в корпусе 2. В отверстиях цилиндров 3 установлена зубчатая рейка 13 с поршнями 14 и образованы рабочие полости 15 и 16. Цилиндры 3 с торцовых сторон закрыты крьшжа.ми 17. Рейка 13 входит в зацепление с зубчатым колесом 6. В от- верстиях стоек 4 и 5 смонтирована ступица 18 с закрепленным на пей зубчатым колесом 19, соединенным через шестерни
20и 21 и вал 22 с зубчатым колесом 6. Вал 22 смонтирован во втулке 23 и отверстии стойки 4. Зубчатая передача 20,
21и 19 обеспечивает синхронность поворота колеса 6 и ступицы 18. По оси отверстий ножей 7 и 9 установлена оправка 24 с неподвижной частью 25. С торцовой стороны оправки 24 на оси 26 смонтирована подвижная часть 27. Отверстия в ножах 7 и 9 в поперечном сечении представляют форму треугольника или квадрата со скругленными углами или эллипса (фиг. 13). Профиль поперечного сечения частей оправки 25 и
27 аналогичен форме отверстий в ножах 7 и 9. Торцовые соприкасающиеся поверхности ножей 7 и 9 и частей 25 и 27 оправки расположены в обшей поперечной плоскости. На конце оправки 24 выполнена
0
5
0
0
5
5
0
кольцевая канавка 28 трапецеидального сечения и площадки 29, расположенные параллельно с диаметрально-противоположных сторон.
В ступице 18 в поперечных отверстиях прямоугольного сечения смонтированы ра- диально-подвижные замыкатели 30 и 31, соединенные щтоками 32 с поршнями 33 и 34 силовых цилиндров 35 и 36, в которых образованы рабочие полости 37 и 38. Поршни 33 и 34 отжимаются в нерабочее положение пружинами 39. Цилиндры 35 и 36 с торцовых сторон закрыты крышками 40, снабженными штуцерами с отверстиями 41. Сжатый воздух к штуцерам подводится с помощью гибких шлангов (не показаны). Площадь поперечного сечения поршня 33 больше площади поперечного сечения поршня 34, а отверстие в цилиндре 35 выполнено ступенчатым, обеспечивающим установку поршня 33 на жесткий упор. На рабочих концах замыкателей 30 и 31 выпол- нены параллельно расположенные площадки 42, схватывающие в рабочем положении оправку 24 за площадки 29, чем достигается фиксация оправки 24 от поворота относительно ступицы 18. Рабочие торцы 43 замыкателей 30 и 31 выполнены дугообразной формы, в рабочем положении входят в канавку 28 оправки 24 и фиксируют последнюю от смешения в осевом направлении. На стойках 4 и 5 смонтированы подпружиненные прижимные ролики 44 и приводные ролики 45, соединенные с приводом вращения (не показан).
По варианту (фиг. 10) радиально-под- вижные замыкатели 46 и 47 выполнены цилиндрическими стержнями с рабочими концами 48 в виде усеченных конусов, входящих в конические отверстия оправки 24.
Устройство работает следующим образом.
Трубу 49 подают в направлении по стрелке Ж в кольцевой зазор между ножами 7 и 9 и частями 25 и 27 оправки. В процессе надвига трубы в кольцевой зазор труба деформируется в поперечном сечении (в пределах упругой дефор.мации материала), принимая форму кольцевого зазора. Подача трубы осуществляется до упора ее торца в боковые поверхности замыкателей 30 и 31, при это.м полости 37 и 38 находятся под давлением. Подачей рабочей среды под давлением, например, в полость 15 цилиндра 3 рейка 13 с поршнями 14 перемешается в цилиндрах 3 и поворачивает колесо 6 на определенный угол а, достаточный для полного отреза трубы. Одновременно с колесом 6 через элементы 20, 22, 21 и 19 поворачивается ступица 18 и через замыкатели 30 и 31 поворачивает оправку 24. Таким образом, нож 7 и оправка 25 поворачиваются с сохранением кольцевого зазора между ними. На начальной стадии поворота стенка разрезаемой трубы 49 одновременно прорезается в нескольких местах.
равно расположенных по окружности, например, при квадратном сечении матриц - в четырех местах. После отреза трубы по- ,лости 37 и 38 соединяют со сливом (при гидравлическом приводе) или с наружной средой (при пневматическом приводе) и вклю- 5 чают привод вращения роликов 45. Замыкатели 30 и 31 под действием пружин 39 отводятся в исходное положение, а ролики 44 и 45 снимают отрезанную заготовку 50 с
ся относительно отверстия ступицы 18 оправка 24. Очередной цикл подачи и отрезки трубы осуществляется в аналогичной последовательности.
Формула изобретения
1. Устройство для резки труб по авт. св. № 1338981, отличающееся тем, что, с целью улучшения качества получаемых загооправки 24. В процессе снятия заготовки ю товок, лодвижная часть оправки кинемас оправки 24 последняя фиксируется в осевом направлении с помощью ножей 7 и 9 за торцы частей 25 и 27 оправки.
После снятия заготовки 50 с оправки 24 рабочую среду подают в полости 37
тически связана с приводом вращения подвижного втулочного ножа.
2. Устройство по п. 1, отличающееся тем, что подвижная часть оправки выполнена с соосными коническими отверстиями, оси кои 38 цилиндров 35 и 36, замыкатели торых перпендикулярны оси оправки, и снаби 30 вводятся во взаимодействие с оправ-жена радиально-подвижными стержнями с
кой 24 и жестко фиксируют оправку в осе-коническими поверхностями для взаимодейвом положении. Замыкатель 30, соединенныйствия с поверхностями указанных коничесс порщнем 33 больщего сечения, являетсяких отверстий, при этом стержни связабазирующим упором, к которому с помощью-)о - приводом поворота подвижных втузамыкателя 31 прижимается и центрирует- лочных ножей.
А- А
ся относительно отверстия ступицы 18 оправка 24. Очередной цикл подачи и отрезки трубы осуществляется в аналогичной последовательности.
Формула изобретения
1. Устройство для резки труб по авт. св. № 1338981, отличающееся тем, что, с целью улучшения качества получаемых заго товок, лодвижная часть оправки кинематически связана с приводом вращения подвижного втулочного ножа.
2. Устройство по п. 1, отличающееся тем, что подвижная часть оправки выполнена с соосными коническими отверстиями, оси которых перпендикулярны оси оправки, и снаб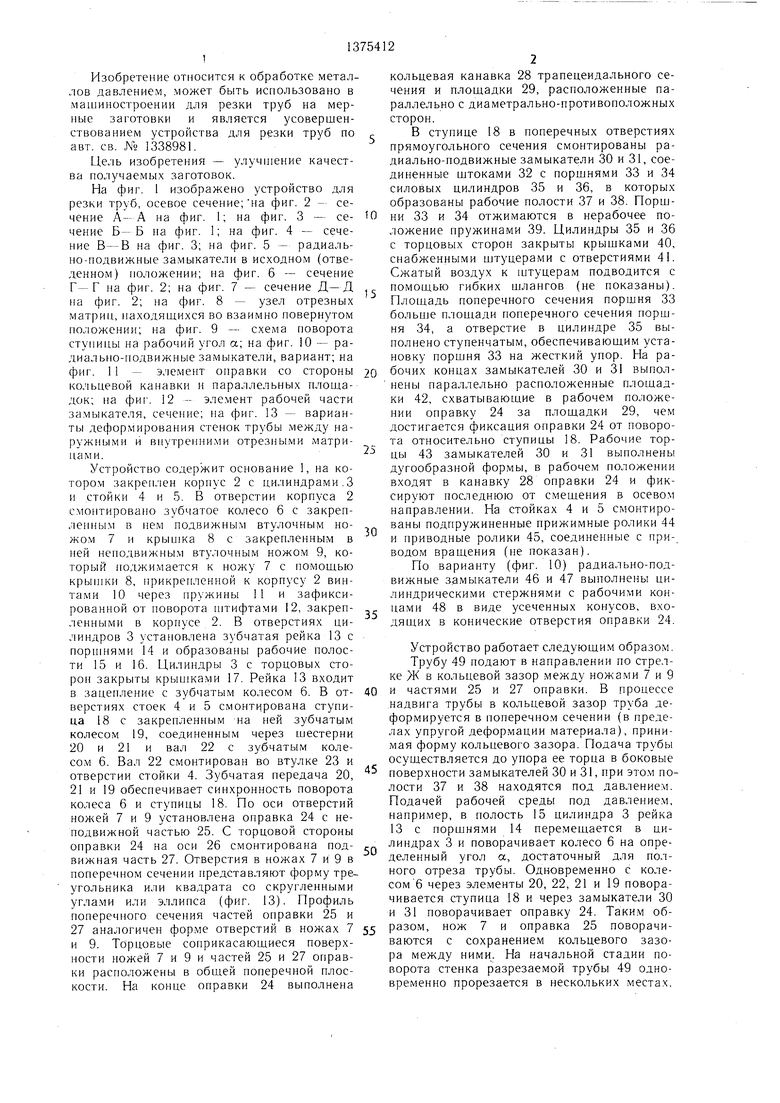
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1985 |
|
SU1338981A1 |
| Устройство для резки труб | 1986 |
|
SU1375414A1 |
| Устройство для резки труб | 1986 |
|
SU1382600A1 |
| Устройство для обрезки кромок тонкостенных труб | 1986 |
|
SU1480979A1 |
| Устройство для резки труб | 1985 |
|
SU1393553A1 |
| Устройство для резки труб | 1985 |
|
SU1328087A1 |
| Автомат для резки труб | 1987 |
|
SU1526932A1 |
| Устройство для резки тонкостенных труб | 1988 |
|
SU1563860A2 |
| Автомат навивки капиллярных труб | 1989 |
|
SU1632592A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб на мерные заготовки. Цель изобретения - улучшение качества получаемых заготовок. В корпусе 2 смонтирован неподвижный 9 и подвижный 7 втулочные ножи, зубчатое колесо 6 и зубчатая рейка 13, снабженная поршнями и входящая в зацепление с колесам 6, которое соединено через зубчатую передачу 20, 21 и 19 со ступицей 18, несуш,ей радиально-цодвижные замыкатели. По оси отверстий ножей 7 и 9 установлена оправка 24, причем часть 27 оправки поворотная относительно оправки 24. Отверстия в ножах 7 и 9 в поперечном сечении представляют собой форму треугольника или квадрата со скругленными углами, или эллипса. Профиль поперечного сечения внутренних частей 25 и 27 оправки аналогичен форме отверстий в ножах 7 и 9. Трубу 49 подают в кольцевой зазор между ножами и оправкой и поворотом ножей 7 производят разрез. При этом исключается образование заусенцев в месте реза. 1 з.и. ф-лы, 13 ил. S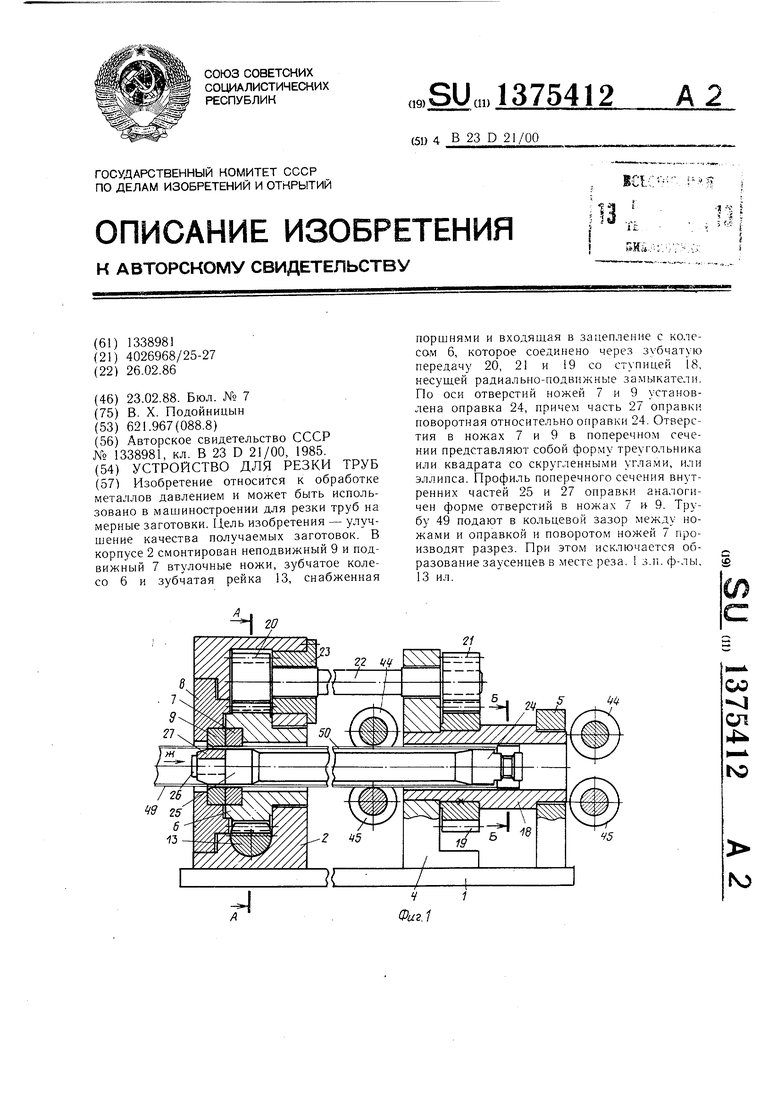
20
17
, / ;/ ,,
Г / 8 /J
П 16 П
щ
18 30 35 37 33 35 32
А
г
,,
П 16 П
Фиг.
32 W 3V 3 Ъ6
i 28 3/ Фи.
/ // /
0 33 ;j
5 3ff 2 25 3/ 2 5 /-- %aJ . 6
27
32 34i 38 40
I // М /
.7
36
Фи-.
7V
-22 28
(Риг.11
гч
8 kl W 3if 3
/ / / /
46 ie
Фиё. 10
Фиг. 12
Фиг. / J
| Устройство для резки труб | 1985 |
|
SU1338981A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
